
数控切割下料编程快速入门
2015-12-27 07:33:46潘明
金属加工(热加工) 2015年2期
潘明

等离子/火焰数控切割机与手工气割枪下料相比优势明显。首先是可以改善操作工人的工作条件,减轻工人的劳动强度,工人的身体健康;其次是采用数控切割机下料表面质量远好于手工下料,可以减小机械加工留余量,从而减少了刀具的损耗,同时也可以提高机械加工的效率;另外,通过数控编程,数控切割机床可以切割出形状复杂的料坯,可以将零件的外形和较大的内孔(圆形、方形和不规则形状)都切割出来,这对于减少机械加工量,减少刀具的损耗,进一步提高机械加工的效率,缩短加工周期作用非常大。正因如此,数控切割机下料现在越来越普及。
1. 数控切割下料编程方式
(1)可在数控切割机系统上直接编程。该方式效率低,操作复杂,也不直观,容易出错,而且编程时需占用数控切割机,影响数控切割机的使用效率。
(2)运用FastCAM软件进行编程。这种方式具有效率高,操作简单、直观,可以很方便地进行检查,不容易出错,而且编程时不需要占用数控切割机。建议采取这种方式进行编程。下面将介绍在电脑上运用FastCAM软件进行编程。
2. 安装、应用绘图软件进行绘图
数控切割编程要求编程人员具有较强的识图和绘图能力,但只要能看懂外形和内孔的轮廓,图形有些细节并不要求完全看懂。绘图占了数控切割编程绝大部分的工作量。下料切割图形与零件图还是有区别,需要在零件外形尺寸上加余量,外形轮廓尺寸要加大,内孔尺寸要减小;另外,外形有的地方可以进行简化,小的凹槽可以不画。不规则的多边形最好是先不加余量画好外形,画完后再对轮廓线进行偏移,加余量。这样画出来的下料图形最准确。加余量多少应根据数控切割机的性能、板料厚度以及操作人员的水平来定。我们一般是板料厚度40mm以下在绘图时单边加5mm的余量,切割后料坯的实际余量一般为单边2~3mm,板料厚度超过50mm就会适当加大余量。下料图形完成后,需要对图形一些主要尺寸进行检查,以确保下料图形准确。
为了方便对下料程序的管理,可以在电脑中按年、月、日分级建立文件夹,这样可以方便对下料程序的查询,同样的图号就不需要重复编程了,减少了不必要的工作。另外,下料出现问题可以快速找到原始图形和下料程序,方便查找问题的原因。
3. 运用FastCAM程序将单个图形转化编程代码(NC)
如果是采用FastCAM程序绘图,绘图完成后单击工具栏中的“保存文件”按钮,输入零件名称并确定保存路径进行文件保存,接下来就可以将图形转化为编程代码。如果是采用AutoCAD或CAXA2007电子图板保存的图形文件,需要点击FastCAM程序命令栏中的“文件”图标,出现下拉菜单,鼠标左键单击“DWG读入”,出现“DXF选项”对话框。“文件选择”一般选“单一文件”,“DXF文件单位”一般选择“公制”,点选“CAD清除”和“CAD修整”使之打勾,再点击“确定”,会弹出“dwg文件名”对话框,找到图形文件,并点击“S选择”,这样就在FastCAM程序中打开了图形。下一步就是使用FastPATH自动生成切割代码。
左键单击“编辑路径”菜单中的“FastPATH”,弹出对话框,点击“修改设置”会弹出“FastPATH设置”对话框。
在加工面板中选择“可选择的加工方式”中的一种,可以选择CUTTING加工方式,单击向左侧的箭头,完成加工方式的添加。
接下来设置“外边界引出线”和“内边界引出线”面板,设置引入线的位置、类型和大小,设置退出线的类型和大小。
我们可以在“切割顺序面板”中设置切割顺序;在“特定设置”中使预穿孔选项为关闭;还可以进行“垫缝/补偿”、“排料选项”和“坡口”设置。都设置好了之后,单击“确定”,出现“PTH”对话框,选择保存位置,点击“保存”,程序将在指定位置生成一个FASTPATH.PTH文件,即编程路径文件。不要改变文件名称和路径,否则下次需要重新进行设置,但必要时可以按前面的操作进行设置修改。修改设置后需重新打开图形后才会修改过来。
“编辑路径”设置好后或者是不需要修改设置,就可以点击FastCAM软件工具栏中的“输出”图标,在运算过后电脑会询“输出NC吗?”,点击“是”,此时提示输入保存路径和保存名称。这样NC码(编程代码)就保存到了指定的位置, 编程代码是以文本文档形式保存的。程序还将提示进行校验。当进入FastPLOT界面后,左键单击屏幕任意位置,即可进入FastPLOT NC EDITOR界面,点击左上角的“显示”,出现下拉菜单,点击“切割轨迹显示”。一般选择“分布方式”,每按一次空格键或回车键就会显示下一步的切割步骤,这样可以很清楚地看到每一步的切割过程。
4. 使用
启动FastNEST程序,如果是第一次用此程序或者是需要进行设置更改,在工具栏上的“改变机器参数”按钮,会弹出自动套料参数设置。我们可以将“零件距零件”参数为10mm,设置“零件距板边”参数为10mm。在装载区域中勾选“计算排列”。设置完成后点击“确认”。在工具栏中单击“改变板材尺寸”按钮设置板材的长度和宽度。
在下拉菜单中点击“文件切割表”,进入“设置文件类型”对话框,设置文件输入类型(一般设置为DXF文件);设置输出文件类型(一般设置为NC);设置“已有引出线”为除去;点击“设置穿孔“,进入FastPATH设置面板。设置操作和FastCAM程序的基本一样。
单击工具栏上的“+”增加零件按钮,在“文件名”对话框中选择要添加的零件。如果一种零件有多件的话,可以点击工具栏上的“排列”按钮,一次添加多个零件。为了使排料达到最好效果,可以先手动进行排料,有的零件隔一个旋转180°,这样零件就可以相互交错,达到最省料的目的,如图1所示。零件初步排好后,点击下拉菜单“排料”,点击“自动紧排”。程序就会自动将每块料排紧,达到节约材料的目的,如图2所示。
排完料后,就可以点击FastNEST程序工具栏中的“输出”图标,根据提示往下操作。其中有切割顺序的选择。在这里我们还可以对“切割起始点”位置进行移动,移到我们认为最合适的起始点位置。FastCAM程序则只有几个固定的位置,不能随意移动。最后程序还将提示进行校验。后面和FastCAM程序的操作是一样。

图 1
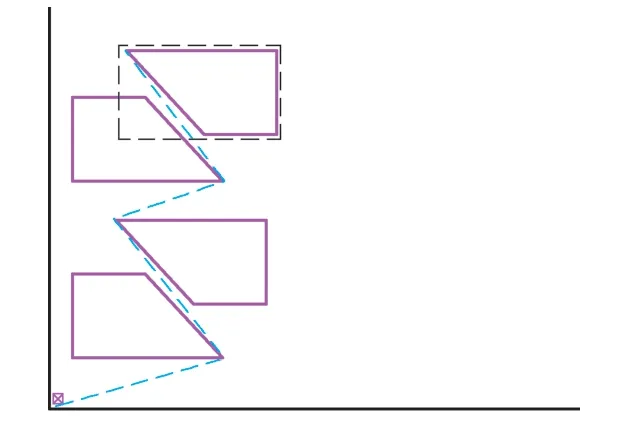
图 2
5. 结语
本文介绍了应用FastCAM软件进行数控下料编程的操作方法,希望对刚接触到或者是打算学习数控下料编程的人员有所帮助。这只是一些最基本的操作,从事下料编程的人员应在实际操作中,不断积累经验,便能够更加娴熟地掌握下料编程操作。
猜你喜欢
科技信息·学术版(2021年19期)2021-10-25 02:13:36
电脑爱好者(2020年16期)2020-09-12 14:23:32
模具制造(2020年6期)2020-08-03 02:16:58
模具制造(2019年10期)2020-01-06 09:13:00
电脑爱好者(2018年2期)2018-01-31 19:04:32
电脑爱好者(2016年9期)2016-05-16 11:53:47
橡胶科技(2016年10期)2016-02-24 21:06:42
化工进展(2015年6期)2015-11-13 00:28:21
电脑知识与技术(2014年18期)2014-07-28 05:05:44
移动一族(2009年3期)2009-05-12 03:14:30
