环丁砜溶剂精制再生废润滑油的研究
2015-12-24 03:30:44吴亮刘莹孙彦祥杨藏军宋宇翔陈文艺
应用化工 2015年5期
吴亮,刘莹,孙彦祥,杨藏军,宋宇翔,陈文艺
(辽宁石油化工大学 化学与化工环境学部,辽宁 抚顺 113001)
随着工业的发展,我国对润滑油的需求量日益增加,废润滑油的总量也在增加。据不完全统计,2010 年我国废润滑油用量为484 万t/a[1],预计到2020 年将达到600 ~800 万t/a[2]。废润滑油并不是 废油[3],据废润滑 油的分析研 究表明,废润滑油中杂质成分仅占1% ~2. 5%,其主体仍为基础油[4]。对废润滑油的处置方法有以下几种:丢弃、道路油化、焚烧、脱重金属后作为燃料、再生成为润滑油。随着石油能源的逐渐枯竭,对废润滑油资源的回收问题不容忽视。
目前,国内外有许多关于废润滑油溶剂精制的工艺研究。国内的莫娅南等[5]研究了乙醇、糠醛、N-甲基吡咯烷酮(NMP)再生废油,认为NMP 精制效果好,但因NMP 价格等因素,目前还未得到推广应用。杨鑫等[6]研究了用三碳醇极性溶剂为萃取剂、乙二胺为絮凝剂组合精制再生废润滑油研究。吴桐等[7]将异丙醇与糠醛配成双溶剂,分别采用糠醛单溶剂及异丙醇与糠醛的双溶剂对工业废润滑油进行溶剂精制,结果表明双溶剂精制的效果优于糠醛单溶剂精制的效果。王丽芳等[8]以糠醛为主溶剂,正丁醇为辅助溶剂精制废润滑油研究,可以得到收率较高质量较好的再生润滑油基础油。而国外科研人员Jesusa 等[9-10]采用极性溶剂精制再生废油;Kamal 等[11]对比了酮与醇再生废油的萃取效率及产率。此外,Saeed 等[12]用三氯一氟甲烷、三氯三氟乙烷、丁酮、正丁醇、异丙醇等溶剂对废润滑油进行萃取发现三氯一氟甲烷的萃取效果最好。
溶剂精制被认为是一种环境友好、成本低、周期短、再生油质量好的再生废油技术及工艺。本实验以汽车废润滑油为研究对象,选择环丁砜为溶剂,进行废润滑油的精制研究,得到再生润滑油基础油馏分。开展此项研究既是有益的尝试与探索,也具有一定的意义。
1 实验部分
1.1 材料与仪器
环丁砜,分析纯;废润滑油由抚顺某汽车修理厂提供,主要性质见表1。
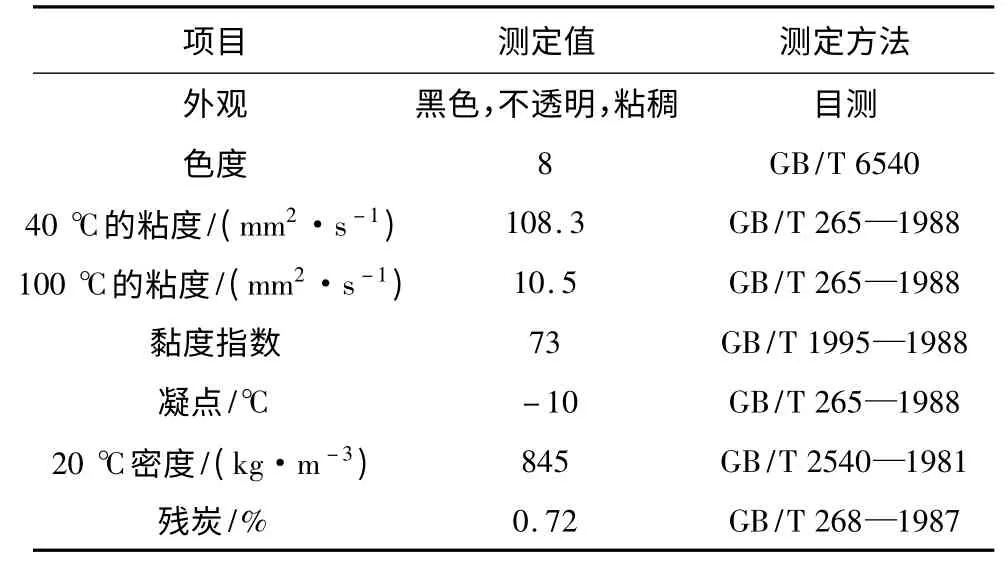
表1 废润滑油性质Table 1 Properties of waste lubricating oil
SYD-1884 石油产品密度试验器;SYD-265C 石油产品运动粘度测定器;SYD-510F 多功能低温实验器;SYD-3536 型全自动克利夫兰开口闪点实验器;SYD-30011 型数控电炉法残炭实验器;BF-06A 减压馏程测定器;SYD-510F 色度测定仪;DF-101S 集热式恒温加热磁力搅拌器;KMD 型控温电热套。
1.2 实验方法
1.2.1 预处理 先自然沉降48 h,沉降后,放出底部的沉淀物,再将处理过的废润滑油进行溶解精制。1.2.2 溶剂精制 将溶剂与废润滑油按一定的剂油比(体积比)混合,在一定的温度下加热搅拌至分层,然后将此混合液静置分层。
1.2.3 减压蒸馏 取上层的精制油进行减压蒸馏,然后将精制油加入蒸馏釜中,在残压下进行减压蒸馏,控制一定的温度,可将精制油中的环丁砜和润滑油馏分分别蒸出。得到再生的润滑油。
1.3 再生工艺条件确定
采用单因素实验方法分别考察了精制时间、精制温度、剂油比对再生油收率的影响,确定最佳的精制时间、精制温度、剂油比,为工业废润滑油的再生工艺条件提供参考。
2 结果与讨论
2.1 精制条件对再生油收率影响
2.1.1 精制温度 以环丁砜为溶剂,在剂油比为1,精制时间为30 min 条件下,考察精制温度对再生油收率的影响,结果见图1。
由图1 可知,再生油的收率随精制温度的增加先降低后升高,当精制温度较低时,废油黏度比较大,增加了搅拌难度,废油中的非理想组分与溶剂不能充分互溶,因而收率偏高;但随着精制温度的升高,非理想组分油在溶剂中的溶解度增加,收率减少,在120 ℃时产率达到87%;当温度进一步升高时,部分溶剂汽化蒸发,使非理想组分的油溶解减少,从而使收率增加。根据实验情况,在一定温度范围内,随着精制温度的升高,再生油的颜色也会变浅,质量变好,因此确定适宜的精制温度为120 ℃。

图1 精制温度对再生油收率的影响Fig.1 Effects of refining temperature on regeneration oil yield
2.1.2 剂油比 根据溶剂精制法生产润滑油基础油的实验结果,以环丁砜为溶剂,其精制温度初步选定为120 ℃,精制时间为30 min,考察剂油比对再生油收率的影响,结果见图2。

图2 剂油比对再生油收率的影响Fig.2 Effects of solvent to oil on regeneration oil yield
由图2 可知,随着剂油比的增加,呈现出再生油收率逐渐减少的变化趋势。这是因为在剂油比较小时,溶剂用量少,溶解废油中的非理想组分油较少;而随着剂油比的增加,溶剂溶解废油中的非理想组分增多,收率随之下降;当剂油比达到1.4 以后,溶剂溶解非理想组分的油的能力已达到极限,再生油收率的减少趋于平缓。根据实验情况,用量过多会影响后续回收溶剂过程,增加能耗和生产成本,因此确定剂油比1.4 较为合适。
2.1.3 精制时间 溶剂精制时间是指废润滑油与环丁砜接触的时间,是影响废润滑油再生主要因素之一。图3 是在精制温度120 ℃、剂油比为1.4,精制时间对再生油收率的影响。
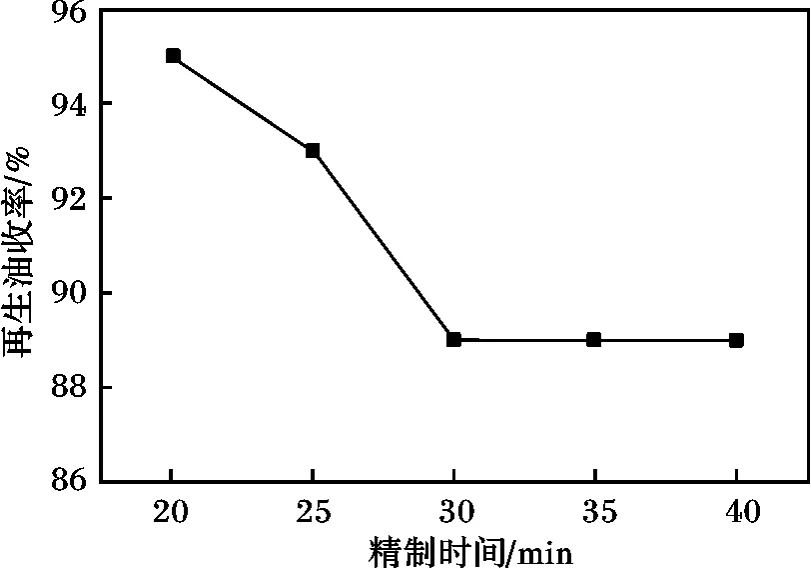
图3 精制时间对再生油收率的影响Fig.3 Effect of refining time on regeneration oil yield
为使废润滑油和环丁砜充分接触,必须保证有足够的时间混合和溶解。一般来说,精制时间过短,环丁砜不能充分发挥萃取作用,但时间过长,环丁砜溶解杂质已达到饱和,再生油的收率基本保持不变。由图3 可知,当精制时间达到30 min 后,再延长精制时间,意义不大且会增加生产能耗和生产周期。因此,确定的最佳精制时间为30 min。
2.2 再生油黏度指数方程的建立与分析
2.2.1 精制温度与剂油比对再生油黏度指数的影响 粘度指数是评价润滑油的重要指标之一,粘度指数越大,再生油性能越好。而剂油比与精制温度是影响溶剂精制效果的最重要的两个因素。表2 是在精制时间为30 min 条件下,精制温度和剂油比对黏度指数的影响。

表2 精制温度与剂油比对再生油黏度指数的影响Table 2 Effect of temperature and solvent to oil on regeneration oil viscosity index
2.2.2 再生油黏度指数方程的建立与分析 对不同的环丁砜精制温度、剂油比对再生油黏度指数的影响,采用SPSS 软件进行线性回归,可得出精制温度、剂油比对再生油黏度指数的回归方程如下:
Y=92.585 +9.187X1-0.090X2
式中,Y 为再生油的黏度指数,X1为剂油比,X2为精制温度。
回归方程的方差分析结果见表3,回归系数见表4。
表3 列出了再生油黏度指数的回归平方和、残差、df、均方、F 值等,从中可看出再生油黏度指数回归方程的显著性值为0.015,<0.05。因此,可认定所建立的回归方程有效。

表3 再生油黏度指数回归方程方差分析结果Table 3 Analysis of variance of the regression equation of the regeneration oil viscosity index

表4 再生油黏度指数回归方程的回归系数Table 4 Regression coefficient of regression equation of the regeneration oil viscosity index
由表4 可知,再生油黏度指数回归方程的影响因素X 的回归系数、标准误差以及对应的显著性检验的t 值等,回归方程中系数B 的显著性水平、剂油比B 的显著性水平、精制温度B 的显著性水平分别为1.39E-11、0.034、0.044,均小于0.05,可以认为影响因素X 对因变量Y 具有显著影响。
2.3 废润滑油再生油产品的性能指标
采用环丁砜为萃取剂,对废润滑油进行再生,在其最佳工艺条件为剂油比1.4、精制温度120 ℃、精制时间为30 min,对废润滑进行溶剂精制,获得的再生油的实测数据列于表5。

表5 废润滑油溶剂再生油的性能指标Table 5 Properties of recovered oil from waste lubricating oil treated by solvent
3 结论
(1)采用环丁砜为萃取剂,对废润滑油进行再生,其最佳工艺条件为剂油体积比1.4、精制温度120 ℃、精制时间为30 min。经环丁砜精制,在此工艺条件下测得再生油的收率达85.89%,经处理的废润滑油可以再生使用。
(2)在精制时间为30 min 时,研究了精制温度、剂油体积比对再生油黏度指数的影响,并采用SPSS软件进行线性回归,得出了再生油黏度指数与精制温度、剂油比的回归方程。通过计算回归式的平方和、均方、F 值等,可得出再生油黏度指数回归方程的显著性值为0.015,<0.05。因此,可认定所建立的回归方程有效。
(3)减压蒸馏后余下的胶质和沥青质等重质馏分可以作沥青原料,或作为催化裂化原料用于生产高粘度的润滑油。产生的废溶剂经过减压蒸馏进行回收,回收溶剂能达到新鲜试剂的使用标准,可以循环使用。
[1] 刘建芳,赵源,顾卡丽,等.废润滑油再生技术与研究进展[J].武汉工业学院学报,2010,29(3):38-40.
[2] 司妍杰.浅谈废润滑油再生[J].润滑油,2002(3):63-64.
[3] 张贤明,焦昭杰,贾玉梅,等.工业污染废润滑油再生技术[J].环境科学与技术,2008,31(3):39-42.
[4] 陆诗建,李清方,张建,等.润滑油概述及其废液回收进展[J].化学工程与装备,2009(5):132-136.
[5] 莫娅南,郭大光,张延雪. 溶剂精制法回收废润滑油[J].石油与天然气化工,2007,36(2):124-134.
[6] 杨鑫,陈立功,朱立业,等.基于三碳醇溶剂精制再生废润滑油[J]. 石油学报:石油加工,2012,28(6):1031-1036.
[7] 吴桐,郭大光,刘洋.溶剂法再生工业废润滑油的工艺优化[J].辽宁石油化工大学学报,2012,32(2):16-18.
[8] 王丽芳,郭大光,任雅琳.溶剂辅助糠醛精制废润滑油[J].化工进展,2011,30(2):402-406.
[9] Jesusa Rincon,Pablo Canizares,Maria Teresa Garcia,et al. Waste oil recycling using mixtures of polar solvents[J].Industrial & Engineering Chemistry Research,2005,44(20):7854-7859.
[10]Rinconj,Canizaresp,Garciamt,et al. Regeneration of used lubricant oil by polar solvent extraction[J]. Industrial &Engineering Chemistry Research,2005,44(12):4373-4379.
[11]Kamala,Khanf. Effect of extraction and adsorption on rerefining of used lubricating oil[J].Oil & Gas Science and Technology,2009,64(2):191-197.
[12]Saeed M,Al-Zahrani,Meilana Harma Putra,et al.Used lubricating oil regeneration by various solvent extraction techniques[J]. Journal of Industrial and Engineering Chemistry,2013(19):536-539.
猜你喜欢
化工管理(2021年20期)2021-01-09 06:36:38
湖北农机化(2020年18期)2020-11-23 09:17:22
工业催化(2020年6期)2020-08-14 01:34:12
化工管理(2020年6期)2020-03-20 01:46:30
石油炼制与化工(2019年1期)2019-01-10 09:19:18
山东化工(2017年7期)2017-09-16 05:19:29
东西南北(2017年2期)2017-02-22 18:08:02
应用化工(2015年5期)2015-04-14 02:03:12
化工管理(2013年18期)2013-08-15 00:51:32
石油化工(2013年3期)2013-05-03 01:54:14