响应面法优化再制mozzarella干酪工艺的研究
2015-12-16 07:43杜长江
中国乳品工业 2015年9期
杜长江
(中国农业大学,北京100000)
0 引言
Mozzarella干酪起源于意大利,是Pasta Filata(帕斯特-费拉特)干酪中的重要成员。Pasta Filata干酪以其独特的可塑性和干酪加工过程中凝块在热水中的拉伸处理而成为干酪家族中的特殊成员。这样的处理赋予成品干酪特有的融化性、纤维结构和拉丝性[1-3]。近些年由于pizza的流行,mozzarella干酪市场变得越来越大,Mozzarella干酪已经成为仅次于Cheddar cheese(切达干酪)的一大干酪品种,产销量占天然干酪的32.8%[4]。我国pizza用mozzarella干酪全部依赖进口,而再制mozzarella干酪生产周期短,原料成本低,是原生mozzarella干酪很好的替代品。
1 实验
1.1 材料
Mozzarella干酪,全脂乳粉(新西兰),牛奶浓缩蛋白(新西兰),乳化盐,无水奶油,乙醚,石油醚,盐酸,海砂。
1.2 仪器与设备
QbB-3型熔融锅,SCC61烤箱,电子天平,消化炉,全自动凯氏定氮仪,真空包装机。
1.3 再制mozzarella干酪加工工艺

图1 再制mozzarella干酪工艺流程
其中熔融乳化工艺是再制干酪生产中最主要的工艺,乳化温度、乳化时间和搅拌速度都对再制干酪的品质和功能性有很大影响。
1.4 干酪功能性测试
1.4.1 干酪融化性测定
用改良的Schreiber实验法测定干酪的融化性,方法:用特制打孔器顺干酪纤维方向取直径17.6 mm、厚7 mm的干酪样品,将样品置于预先铺有滤纸的直径为9 cm,高度为1.5 cm的培养皿中,在室温下回复温度30 min,然后将其放入预热至100℃烘箱内,加热1 h取出,在室温下回复30 min,用游标卡尺测定融化干酪的直径,测3个值,精确到0.01 cm,算出平均值表示干酪的融化性[5]。
1.4.2 干酪油脂析出性测定
按照1.4.1样品处理方法,测定干酪融化后油脂形成的油圈直径,测3个值,实验结果精确到0.01 cm,计算出平均值表示干酪的油脂析出性[6]。
1.4.3 干酪拉丝性测定
将待测样品切丝,奶酪丝的宽度为2~3 mm,厚度为1 mm,长度为10 mm,放置室温下15~20 min。定量称取奶酪丝80 g,均匀分散于直径为6英寸的比萨饼上,待用。将样品放置在预热好的232℃的电烤箱中,焙烤时间为8 min,然后取出,冷却到65℃,用叉子将奶酪挑起,一直向上拉伸,直到奶酪丝断裂为止,测量奶酪的拉伸长度,每个数据测定3次,精确到0.1 cm,计算平均值,即为奶酪的拉丝性[7]。
1.4.4 干酪褐变性的测定
按照1.4.3准备奶酪样品,并进行焙烤,焙烤后用Image-Pro Plus软件计算褐变面积占奶酪总面积的比例。
1.4.5 再制mozzarella干酪评价方法
用综合评价来判断工艺的影响,评价方法如下:将功能性4个指标与原生mozzarella干酪的相应指标进行对比,
相关数据显示,结直肠癌在我国全部恶性肿瘤发病率现位居第三位,对患者生活质量和健康水平造成较大影响[3]。术前准确判断结直肠癌患者淋巴结转移对改善患者的生命安全和生活质量及指导该病治疗方案决策具有重大意义,相关研究已证实[4]。增强MRI可对淋巴结转移具有较高诊断价值,但相关研究较少,本研究选取42例结直肠癌患者的一般资料,旨在分析增强MRI对结直肠癌患者发生淋巴结转移的诊断价值。
各个指标分别按照公式进行计算:
综合评分 =[1-(|X1-Y1|/Y1)]× 权重×100+[1-(|X2-Y2|/Y2)]× 权 重 × 100+[1-(|X3-Y3|/Y3)]× 权重×100+[1-(|X4-Y4|/Y4)]× 权重×100,
式中:X1再制mozzarella干酪溶化性;Y1为原生mozzarella干酪溶化性;X2为再制mozzarella干酪油脂析出性;Y2为原生mozzarella干酪油脂析出性;X3为再制mozzarella干酪拉丝性;Y3为原生mozzarella干酪拉丝性;X4为再制mozzarella干酪褐变性;Y4为原生mozzarella干酪褐变性。并按照表1中权重计算得出的综合评分。

表1 干酪功能性综合评价
1.4.6 响应面法优化再制mozzarella干酪工艺
以乳化时间、乳化温度和搅拌速度为三个因素,以综合评分为响应值,每个因素选取三个水平,以-1、0、1编码,采用Box-Behneken实验设计做响应面实验,因素水平编码如表2所示。

表2 实验因素水平编码
1.4.7 数据分析
以上实验均为三次利用sas8.0对响应面进行数据分析。
2 结果与分析
2.1 对照样品功能性评价
根据1.4测定方法,测定新西兰恒天然mozzarella干酪融化性、油脂析出性、拉伸性和褐变性4个功能性指标,测定结果如表3所示。

表3 原生mozzarella干酪功能性指标
2.2 响应面实验优化乳化工艺对再制mozzarella干酪品质的影响
根据表2的因素编码表进行响应面实验,结果如表4所示。

表4 实验设计及结果
利用sas8.1软件对响应面进行分析,方差分析结果如表5所示。
回归方程为
Y1=-3231.16+11.26X1+0.72X2+76.01X3-0.67X12+0.002X1X2+0.11X1X3-0.002X22-0.006X2X3-0.46X32。
由方差分析可以看出:
(1)总回归F值=34.4,P=0.0006(<0.05),说明总回归显著;
(2)失拟项的F值=7.3,P=0.13(>0.05),说明失拟项不显著;
(3)相关系数R2=98.41%,校正相关系数R2Adj=94.84%。
说明该模型拟合较好,回归模型是高度显著的,一次项和二次项都有很高的显著性,说明各个因子对响应值之间的影响不只是简单的线性关系,交互项均不显著,说明三个因素之间的相互作用对响应值影响可以忽略不计,失拟项的F值很小,说明该方程对各个实验点拟合情况良好,实验误差较小,可用该回归方程代替真实实验点对试验结果进行分析,该方程可以应用于该反应的理论预测。
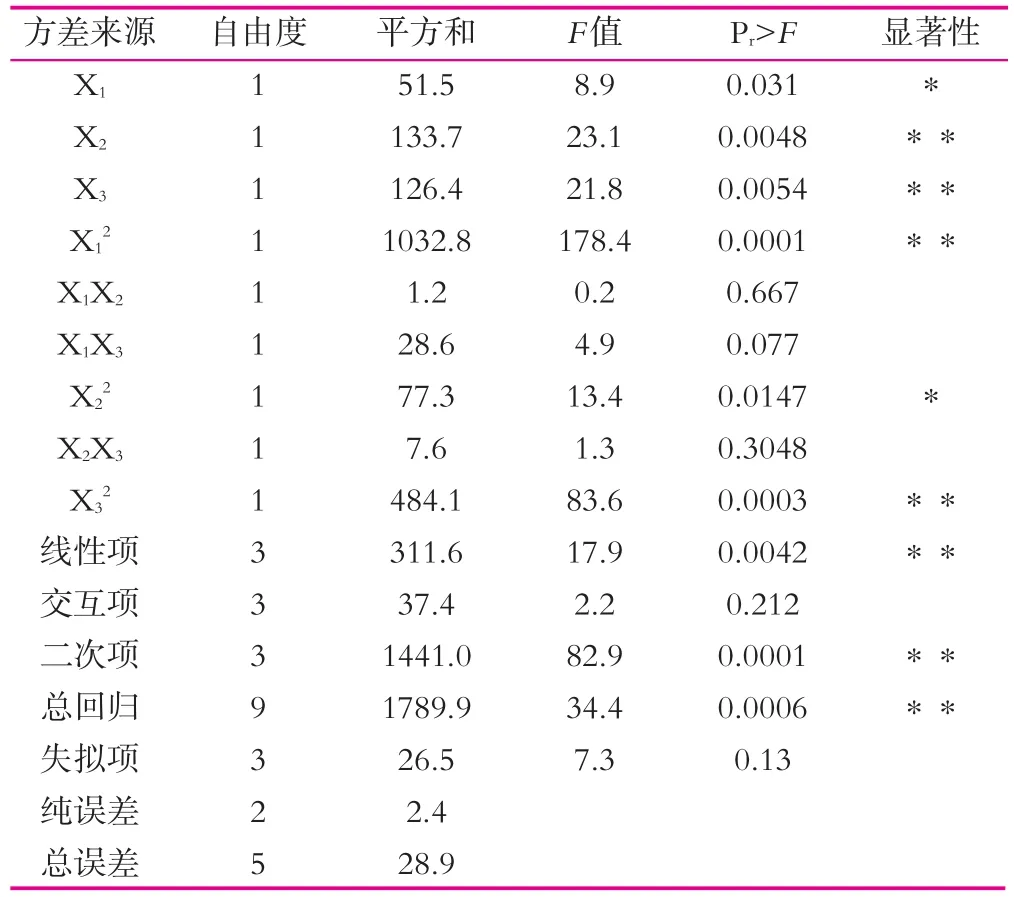
表5 方差分析结果
去掉方程的不显著项,得到最终的回归方程为
Y1=-3231.16+11.26X1+0.72X2+76.01X3-0.67X12-0.002X22-0.46X32。

图2 等高线-响应面
响应面图形是响应值对各个实验因子构成的三维空间曲面图,可以直观看出最佳参数及各个因素之间的相互作用,由响应面等高线图可以看出极值出现在圆心处,说明在所选因素范围内可以得到响应值的最大值。
采用sas8.1软件对实验进行典型分析,三个因素均为显著因素,搅拌速度和乳化温度为极显著因素,得到的最优组合为乳化时间15.3 min,乳化搅拌速度78.9 r/min,乳化温度为84.3℃,最优组合的响应值预测值为86.8。根据设备参数调整按照乳化时间15 min,搅拌速度79 r/min,乳化温度为84℃,进行验证实验,得到响应值综合评价为86.5分,与理论预测值差异不显著,因此利用响应面法优化再制mozzarella干酪乳化工艺得到的工艺参数准确可靠。
3 结论
利用响应面法优化再制mozzarella干酪乳化工艺,选择乳化时间,搅拌速度,乳化温度三个因素进行响应面优化实验,结果表明:在所选因素的参数范围内相应值有最大值,所选因素均为显著因素,最优组合为乳化时间15 min,搅拌速度79 r/min,乳化温度为84℃,利用最优组合进行实验,得到再制mozzarella干酪的综合评价为86.5分,可以用该工艺生产再制mozzarella干酪来代替天然mozzarella干酪,为再制mozzarella干酪的工业化生产提供了理论依据。
[1]RALPH E.The Technology of Dairy ProductsM.Blackie Academic&Professional[M].London:An impont of Chapman&Hall,1998.
[2]KINSTEDT P.In Cheese:Chemistry,Physics and Microbiology,Vol.2[M].London:Chapman&Hall,1993.
[3]刘会平,南庆贤,马长伟.Mozzarella干酪工艺的优化[J].中国乳品工业,2003.31(3):3-6.
[4]郭明若,李建才.美国干酪工业现状与趋势[J].中国乳品工业,2004,32(3):42-45.
[5]MUTHUKUMARAPPAN K,WANG Y C,GUNASEKARAN S.Short Communication:Modified Schreiber Test for Evaluation of Mozzarella Cheese Meltability[J].Journal of Dairy Science,1992,82(6):1068-1071.
[6]BERTOLA N C,CALIFANO A N,BEVILACQUA A E,et al.Effect of freezing conditions on functional properties of low moisture Mozzarella cheese[J].J.Dairy Sci.,1996,79(2):185-190.
[7]张萍,宗学醒,董成,等.直接酸化法生产Mozzarella对产品功能性的影响[J].食品科技,2011,36(12):37-41.
猜你喜欢
食品研究与开发(2022年14期)2022-07-26
食品界(2022年12期)2022-01-01
化工管理(2021年31期)2021-11-17
科教导刊·电子版(2021年1期)2021-03-28
数学大王·低年级(2020年10期)2020-10-20
数学大王·趣味逻辑(2020年10期)2020-10-20
现代农业科技(2020年15期)2020-08-16
乳业科学与技术(2019年5期)2019-12-24
学苑创造·A版(2019年5期)2019-06-17
环境与发展(2019年11期)2019-02-12