
基于以太网的防错技术在汽车底盘装配线中的应用
2015-12-15 10:47于娟
电气自动化 2015年5期
于娟
(北京市自动化工程学校,北京 100101)
0 引言
扫描防错系统主要承担装配物料与各车型的匹配以及纠错等任务。不同车型的汽车产品实施共线生产,这是当前汽车制造工业的实际需求[1]。在汽车制造过程中,防错系统有着非常重要的意义,如果没有防错控制系统的应用,那么汽车的制造过程就会导致较低的产品合格率和较高的制造成本。如何实现扫描防错系统的稳定性、准确性、快速性和可操作性,是系统设计应该考虑的主要问题。
基于以太网的扫描防错系统,主要采用PLC控制,应用以太网实现整个系统的控制和计算机管理与监控。系统的结构简单、经济实用,容易实现,是汽车总装生产线中典型的防错系统。
1 汽车装配及底盘装配线介绍
汽车装配生产线,一般是由输送设备(空中悬挂输送设备和地面输送设备)和专用设备(如举升、翻转、加注设备、助力机械手、检测、螺栓螺母的紧固设备等)构成的有机整体,包括一次内饰线、二次内饰线及底盘装配线三大主线。底盘装配线主要完成燃油管、刹车油管、燃油箱、隔热板、动力总成、后桥总成、排气管、挡泥板等部件的装配,该装配过程根据车型的不同,装配部件也不同,其中动力总成装配是整个底盘装配线中的关键环节,因此对于防错的要求也很高。
2 防错技术介绍
防错是一种在工艺过程中识别和消除人工和自动操作错误的方法,可以通过限位开关、视觉系统、条形码系统、智能料架、光电传感器、机械防错等多种方式实现。应用于汽车制造过程的防错技术主要有以下几类[2]:
(1)定性的防错
通过图像识别技术,光电传感器、限位开关、接近开关等检测设备的逻辑判断控制等完成防错的目的,主要应用场合有:传感器感应检测、加工孔探测、导向挡块、光栅防错和夹具防错[3]。
(2)定量的防错
通过探测用的感应传感器或是其它测量技术检测不同车型中差异较大的零部件参数,从而来达到防错的目的[4]。
(3)颤动功能的防错
通过颤动机的颤动功能使得零部件根据位置方向的正确与否进入不同的轨道。当供料零件在颤动机的驱使下进行输送,到达判别零件方向时,只有正确的位置与方向,零件才能进入送料轨道;如果位置或方向有一个错误的情况,则零部件会重新掉入供料箱,从而实现预防零部件进给错误的方向时给后续工位带来不可避免的错误[5]。
(4)物料防错
物料防错包括使用扫描枪、色标、分区域等措施实现工件的分类存储、有方向性的摆放以及预防工件的相互碰撞,确保加工零件的表面质量[6];
(5)人工防错
人工防错包括建立标准的操作流程和范围、工件目检及在线测量纠错等措施,把工件在加工中及原材料本身存在缺陷的问题提早发现,把不合格的工件剔除出来;对生产过程中不同类型的工件(如成品、待制品、待处理品、料废、工废)手动挂上不同颜色的标签进行防错等。
3 扫描防错系统的硬件构成
(1)系统的硬件构成
本系统应用在汽车总装车间的底盘装配线,扫描防错系统是在动力总成装配的第一个工位安装防错系统,防错系统主要由条码输入单元、数据处理单元和上位监控单元组成,系统的构成如图1所示。
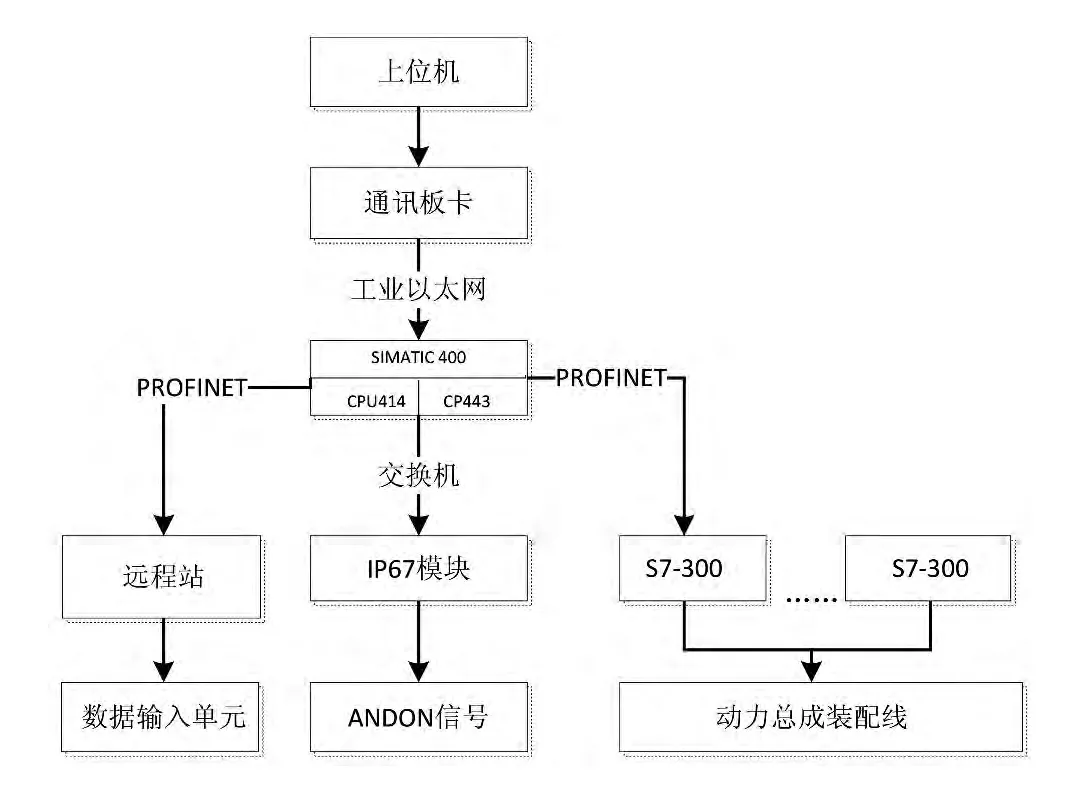
图1 系统构成图
底盘装配线中的S7-300型PLC作为该条生产线中不同工位的控制器,负责整体生产线的运行。为了实现防错的目的,该防错系统采用西门子S7-400 PLC作为主站,首先对正常生产的数据信息进行采集,然后通过数据输入单元对每个装配部件进行条码扫描,数据处理单元根据生产信息和条码信息进行比对判断,然后将判断信息在上位机进行显示,对现场操作工进行生产指导,从而完成防错目的。
(2)系统中各单元的控制
数据输入单元实现现场各装配部件条码的实时扫描,主要包括Symbol DS3578-SR扫描枪、KTP1000触摸屏、ANYBUS扫描枪接口单元等组成。当待装配的部件进入到本工位,操作工通过扫描枪对部件进行扫描,条码信息通过扫描枪接口单元进入到主站系统,同时在触摸屏上也会将扫描信息实时显示出来,如果操作工发现扫描条码信息有误,还可以通过触摸屏上的手动输入功能对已经扫描的信息进行更正,保证部件信息的正确性。
数据处理单元主要在S7-400主站中实现。数据处理单元根据底盘装配线的实时生产信息,判断当前工位的车型信息、颜色以及车身编号,由于生产过程是多种车型混合生产,这就要求数据处理过程是对当前生产线上所有工位的车型进行同时判断,为了解决这一问题,数量处理单元首先对所有工位信息单独存储、单独运算,在车辆信息到达时,立即对当前信息进行刷新,同时与上一个工位进行比对,保证车辆运行的连续性。当数据输入单元的信息也同时到达时,立即需要判断信息的来源,然后根据信息来源将到达的信息与指定存储区的数据进行判断,及时将判断信息在上位机中显示出来,指导操作工装配过程是否正确。
(3)扫描防错系统的上位机监控系统
扫描防错系统的监控系统采用CIMPLICITY软件进行开发的,由于上位机软件和西门子PLC的不兼容,需要通过第三方软件KEPSEVER的OPC协议进行通讯。
上位机要求一方面实时显示各个工位当前车身的车型、颜色以及编号等信号,还要实时显示生产线生产的各种状态以及每个工位的拉绳状态及报警信息。
另一方面,监控系统对各个工位的操作工装配状态进行提示,发现装配部件与车身信息不匹配时,及时启动报警,立即停止当前线的生产任务,当错误信息消除后报警才能复位。
4 以太网原理、组成及运行流程
(1)以太网的通信原理及系统组成
以太网是指遵循IEEE802.3标准,可以在光缆以及双绞线等媒介上传输的一种网络。通信网络的核心是OSI参考模型。该模型自下而上分别为:物理层、数据链路层、网络层、传输层、会话层、表示层以及应用层[7]。
工业以太网提供了针对制作业控制网络的数据传输的以太网标准,将以太网高速传输技术引入到工业控制领域,使得企业内部互联网提供的技术进入生产和过程自动化。西门子通过SIMATIC NET提供了开放的适用于工业环境的各种控制级别的不同的通信系统,包括组成通信网络的媒介、组件及传输技术、数据传输协议和服务以及用于连接PLC或PC的通信模板。
典型的西门子工业以太网的PLC通信系统如图2所示。
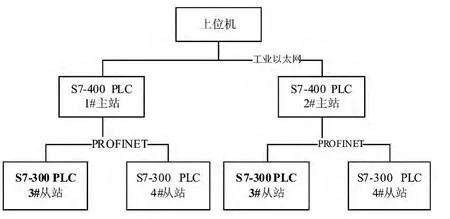
图2 以太网通信的PLC系统
(2)以太网运行原理
西门子工业以太网上可以运行的服务有:标准通信、S5兼容通信、S7通信和PG/PC通信。其中比较常用的服务是S7通信,它可以不断地重复接收数据来保证网络报文的正确。在SIMATIC S7中,通过组态建立S7连接来实现S7通信。在PC上,S7通信可以通过SAPI-S7接口函数或OPC来实现。在STEP7中,S7通信需要调用功能块SFB,最大通信数据达到64 KB。
(3)西门子以太网通讯
S7-400系列PLC一般通过CP443-1模块实现工业以太网的连接。CP443-1模块支持PROFINET IO控制器、PROFINET CBA、S7通信、开放式TCP/IP通信、IT功能等。
为了提高防错系统的管理和运行效率,系统采用以太网。当车身达到工位时,条码信号和底盘装配线上的生产信息通过以太网存储在S7-400主站中,同时主站将信息进行比对,然后将比对结果显示在上位机中,完成防错工作。
本系统中使用的以太网包括两种通信方式,一种是用于采集扫描枪数据的PROFINET IO控制器,另一种是用于采集S7-300控制器数据的S7通信。PROFINET IO控制器在使用时直接使用硬件组态进行连接,而S7通信则通过调用功能块SFB13、SFB14来实现数据的传输。
为了实现两台PLC之间的通讯,需要在同一个项目里做好两套PLC的硬件组态,分配好IP地址,打开NetPro,选择其中一个PLC,双击连接列表上的空白行,添加一个S7 connection,选择连接的另一个PLC,通讯双方的其中一个站为Client端,激活“Es-tablish an active connection”的选项(默认是激活的)。这样NetPro的配置就完成了。调用SFB13、SFB14实现数据传输时,需要注意“REQ”信号需要上升沿触发才开始发送和接收的工作,“ID”是指连接ID号,也就在NetPro组态时生成的ID号;“SD_1”是指发送的开始地址,以P#x.x byte xxx来表示,其中“BYTE”后面的数字代表传输数据的大小(BYTE)[8]。
PLC控制器与上位机软件CIMPLICIYT之间的通讯则需要通过OPC服务来实现。本系统使用的OPC服务器是KepServer软件。在KepServer软件中,需要新建一个通道,然后选Siemens TCP/IP Ethernet驱动,然后再新建一个设备,也就是与之相通讯的PLC,其中类型一项需要选择为“S7-400”,ID地址则需要填写为S7-400型PLC的实际地址(如172.168.0.1)。为了实现上位机数据的采集,在设备中需要建立与之相对应的数据项目,每个数据项目均需要一个独立的名字以及相应的地址、数据类型,如监控当前底盘线的产量,则需要建立一个整数类型的数据,名称为“Total_quantity”,地址为“DB100,D1000”,数据类型为“DWORD”,读写方式为“READ/WRITE”,扫描周期为100 ms。
在CIMPLICITY软件中,在现有的工程中新建一个通信端口,类型为“OPC Client”,为了实现与PLC数据采集的同步,也需要建立一个“Device”,通信方式为“OPC Client”,地址为 OPC服务器的名字(Kepware.KepServerEX.V4),然后就需要建点,并与OPC服务器KepServer中的数据类型一致,如对应产量显示的数据点,名称也可为“Total_quantity”,然后选择数据类型。在弹出“Point Properties窗口”中写入数据标签的描述、Resource和地址。地址可以从KepServer服务器中直接选择。在Cimplicity中测试点是否连接上,右键点击Points选择“Point Control Panel”窗口,如果点连上了则显示实际数值,没有连接上则是显示“***”。
5 系统设计的流程
系统的流程主要包括两个环节,一个是用于以太网通信的功能模块,另一个是用于数据处理的功能模块。
为了实现以太网通信的实时性,本系统使用系统自带的时钟脉冲来循环调用SFB功能模块,具体实现的程序如图3所示。防错系统设计的流程图如图4所示。
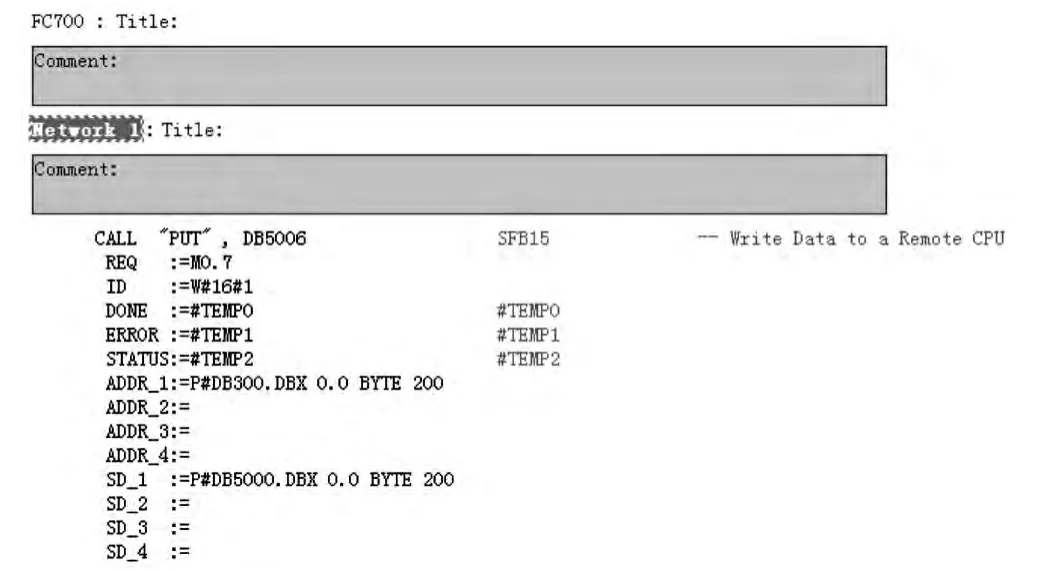
图3 以太网通信程序段
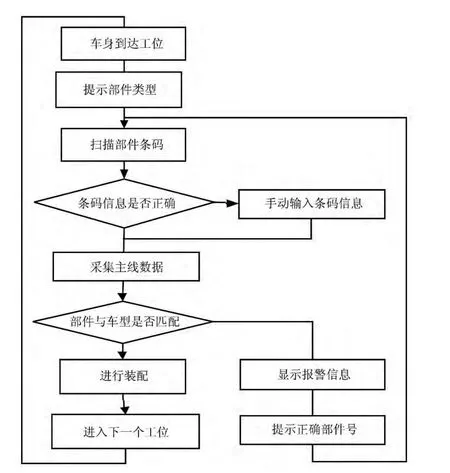
图4 系统设计流程图
6 结束语
扫描防错系统的应用,保障了汽车底盘装配线关键工件的装配正确性,通过以太网技术使得这一系统结构简单,性能可靠。该系统可为其它类似系统的控制提供借鉴作用。
[1]何卓.防错技术在汽车制造中的应用[J].汽车工艺与材料,2013,28(10):50-53.
[2]庞振泽,郑国荣,江禄晓,等.汽车总装生产线物料防错技术[J].汽车工艺与材料,2013,28(2):31-33.
[3]黎海萍.视觉系统在发动机装配生产线上的防错应用[J].装备制造技术,2011,39(3):141-143.
[4]赵华坚,奚立峰.应用防错技术实现质量零缺陷[J].工业工程与管理,2002,7(4):46-49.
[5]周志坚.防错技术在汽车减震器装配中的应用[J].现代制造工程,2003,26(5):82-83.
[6]梁勇.基于条形码技术的生产过程防错监控系统[D].广东:广东工业大学,2007.
[7]崔坚.西门子工业网络通信指南[M].北京:机械工业出版社,2005.
[8]王永华.现代电气及可编程控制技术[M].北京:北京航空航天大学出版社,2001.
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
汽车工艺师(2021年7期)2021-07-30
装备制造技术(2020年1期)2020-12-25
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
制造技术与机床(2019年12期)2020-01-06
电子制作(2017年24期)2017-02-02
杭州(2015年9期)2015-12-21
中国交通信息化(2015年11期)2015-06-06
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
