
不同酸洗磷化工艺对精密零件尺寸的影响
2015-12-05 09:18:08李宏楼李宝增
电镀与精饰 2015年5期
李宏楼, 李宝增
(1.河南平高电气股份有限公司,河南平顶山 467001;2.平高集团有限公司,河南平顶山 467001)
引 言
高压电气产品钢铁材料精密件应用极多,精密件对尺寸精度要求极高,尺寸超差严重影响高压电气产品的装配精度,进而影响产品运行的可靠性。酸洗磷化是精密件重要的工序间防腐工艺,精密件经过酸洗和磷化工艺处理后,表面生成一层磷化膜保证精密件不会过早发生腐蚀。酸洗过程中零件表面剥落一层比较薄的膜,对于孔类零件,内径尺寸会变大,对于轴类零件,外径尺寸会变小。磷化后零件表面发生粗化,表面粗糙度变大,对于孔类零件,内径尺寸会变小;对于轴类零件,外径尺寸会变大。目前酸洗磷化过程中精密尺寸的控制靠的是生产经验,操作过程稍有不慎,就会造成尺寸超差零件报废。如通常采用盐酸进行酸洗,成熟的工艺对于酸洗做了明确规定,但是盐酸溶液的浓度不同,腐蚀金属材料的能力不同。质量分数约为37%盐酸,腐蚀能力强,使用1个月后即将更换的盐酸溶液,质量分数约20%,腐蚀能力弱。正常生产线酸洗溶液质量分数介于二者之间,为准确测定酸洗过程中精密件尺寸变化,可以取37%和20%这两个极限值的盐酸溶液进行测定。本文通过不同的工艺试验,探索常用钢铁材料35CrMo与Q235酸洗、磷化过程中尺寸的变化规律,为生产提供可靠依据。
1 实验方法
实验基材为35CrMo滚压件与Q235切削件。酸洗溶液为盐酸,磷化为锌钙系磷化液。
工艺过程:35CrMo精密件分别在37%与20%的盐酸溶液中进行酸洗,在37%的盐酸与磷化液中进行酸洗磷化;Q235精密件分别在37%与20%的盐酸溶液中进行酸洗,在37%的盐酸与磷化液中进行酸洗磷化,同时在生产线进行酸洗磷化试验,测定尺寸变化。
因时间短酸洗零件尺寸变化不明显,测量误差大,故加长酸洗时间,计算酸洗1s后零件尺寸变化平均值。文中尺寸增加以+号表示,减小以-号表示。
2 结果与分析
2.1 35CrMo精密件的试验
2.1.1 35CrMo精密件盐酸酸洗尺寸变化
35CrMo精密件在37%的盐酸中酸洗,温度为室温,时间较短时,零件大部分位置仍旧保持了光亮的金属光泽,仅是零件表面发生点蚀,长时间酸洗表面并不是均匀腐蚀脱落,有一定的方向性。精密件成形方式为滚压,表面脱落垂直于滚压方向,应该与滚压时应力状态有关。35CrMo精密件在37%的盐酸中酸洗尺寸变化及酸洗1s平均尺寸变化如表1,内孔直径尺寸变化约为+0.039μm/s,外圆直径尺寸变化约为 -0.049 ~ -0.052μm/s。
35CrMo精密件在20%的盐酸中酸洗尺寸变化及酸洗1s平均尺寸变化如表2,内孔直径尺寸变化约为 +0.025 ~ +0.031μm/s,外圆直径尺寸变化约为 -0.030 ~ -0.038μm/s。目前工艺规定酸洗 t为5~10s,以上试验涵盖了新配置的质量分数为37%的盐酸溶液,与应用近1个月质量分数约20%的旧盐酸液,零部件尺寸无论是内圆、还是外径变化均较小,从表1统计数据看,按照酸洗10s计算,尺寸变化比较小。
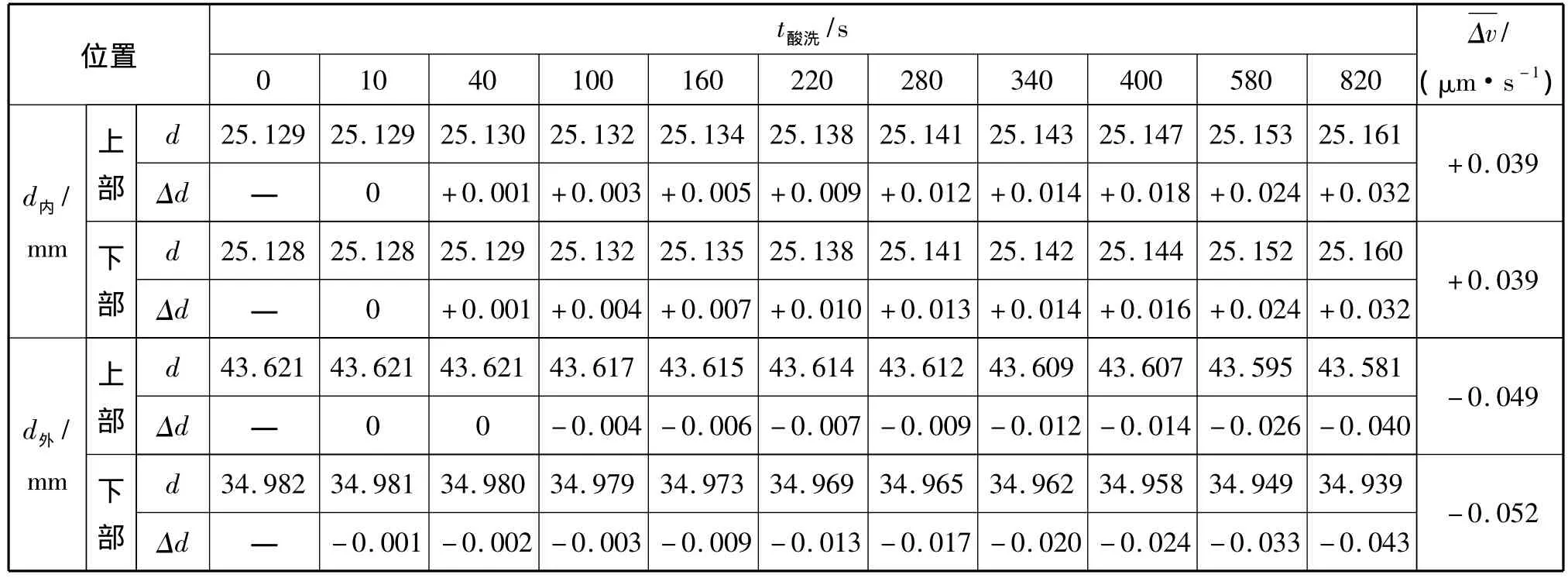
表1 35CrMo精密件在37%的盐酸溶液酸洗尺寸随时间变化
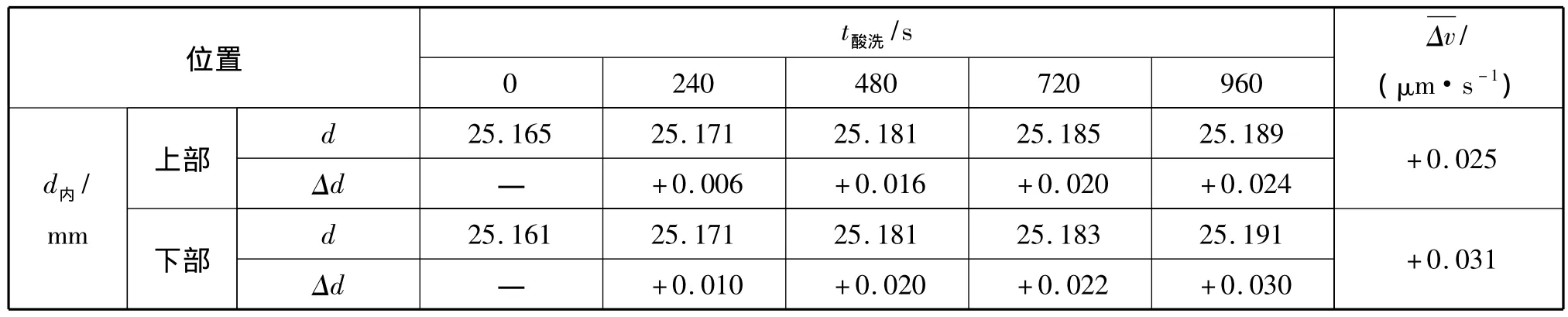
表2 35CrMo精密件在20%的盐酸溶液酸洗尺寸随时间变化
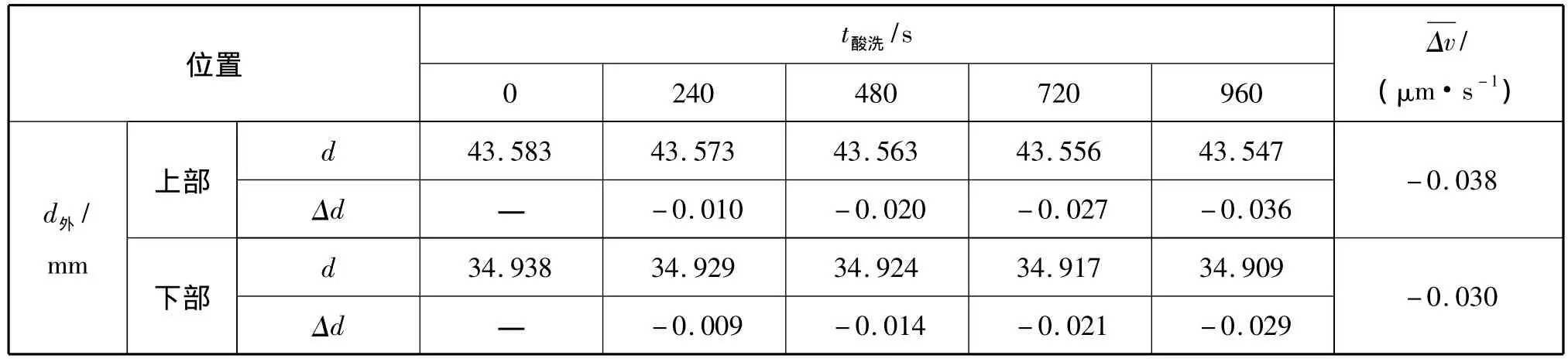
续 表
2.1.2 35CrMo精密件生产线酸洗磷化尺寸变化
35CrMo精密件在生产线进行酸洗磷化,盐酸测定质量分数约为30%,按照正常的工艺,选择了酸洗时间,磷化温度与磷化时间为三个试验因素,设计正交试验如表3。精密件外径尺寸变化统计结果也列入表3。由表3可以看出,酸洗时间较短,约5~10s,尺寸变化很小,没有统计出来,磷化后尺寸增加约为 +0.0065 ~ +0.0080mm。

表3 35CrMo精密件外径酸洗磷化尺寸变化
2.2 Q235精密件的试验
2.2.1 Q235精密件盐酸酸洗尺寸变化
Q235精密件在37%的盐酸溶液中酸洗时间较短时,零件大部分位置仍旧保持了光亮的金属光泽,零件表面发生了点蚀。长时间酸洗后腐蚀没有明显的方向性,Q235精密件是切削加工件,切屑件加工过程中没有明显的应力集中,所以没有出现如同35CrMo精密滚压件的方向性腐蚀特征。Q235精密件在37%的盐酸溶液中酸洗尺寸变化及酸洗1s尺寸变化平均值如表4,内孔直径尺寸增加约+0.048μm/s,外 圆 直 径 尺 寸 变 化 约 为-0.051 ~ -0.055μm/s。
Q235精密件在20%的盐酸溶液酸洗尺寸变化及酸洗1s尺寸变化平均值如表5,内孔直径尺寸变化约 为 +0.042μm/s,外 圆 直 径 尺 寸 变 化 约为 -0.044μm/s。
试验结果与35CrMo比较一致,按照目前规定的工艺技术标准中,酸洗5~10s,无论是内圆,还是外径尺寸变化均比较小。
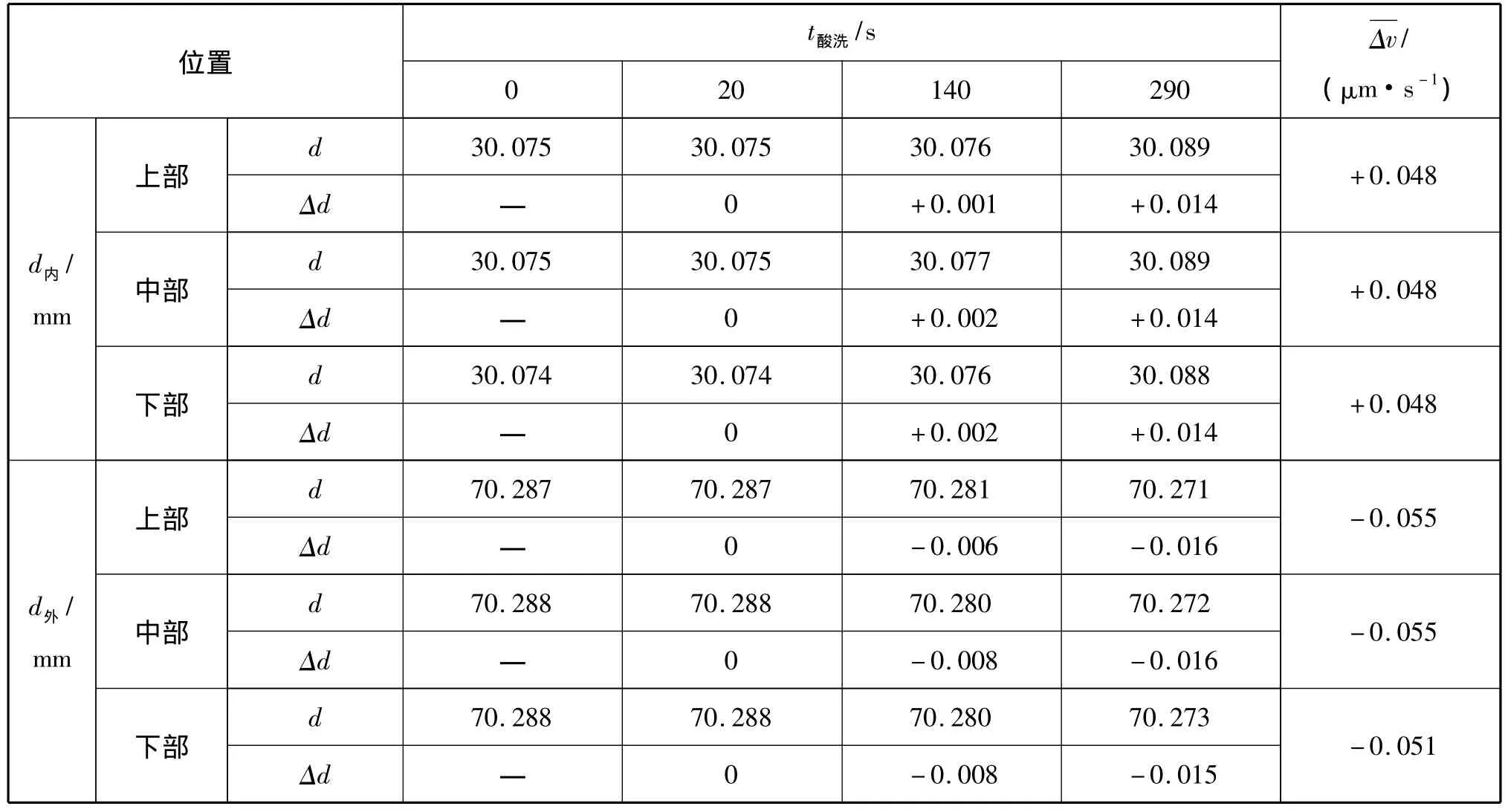
表4 Q235精密件在37%的盐酸溶液酸洗尺寸随时间变化
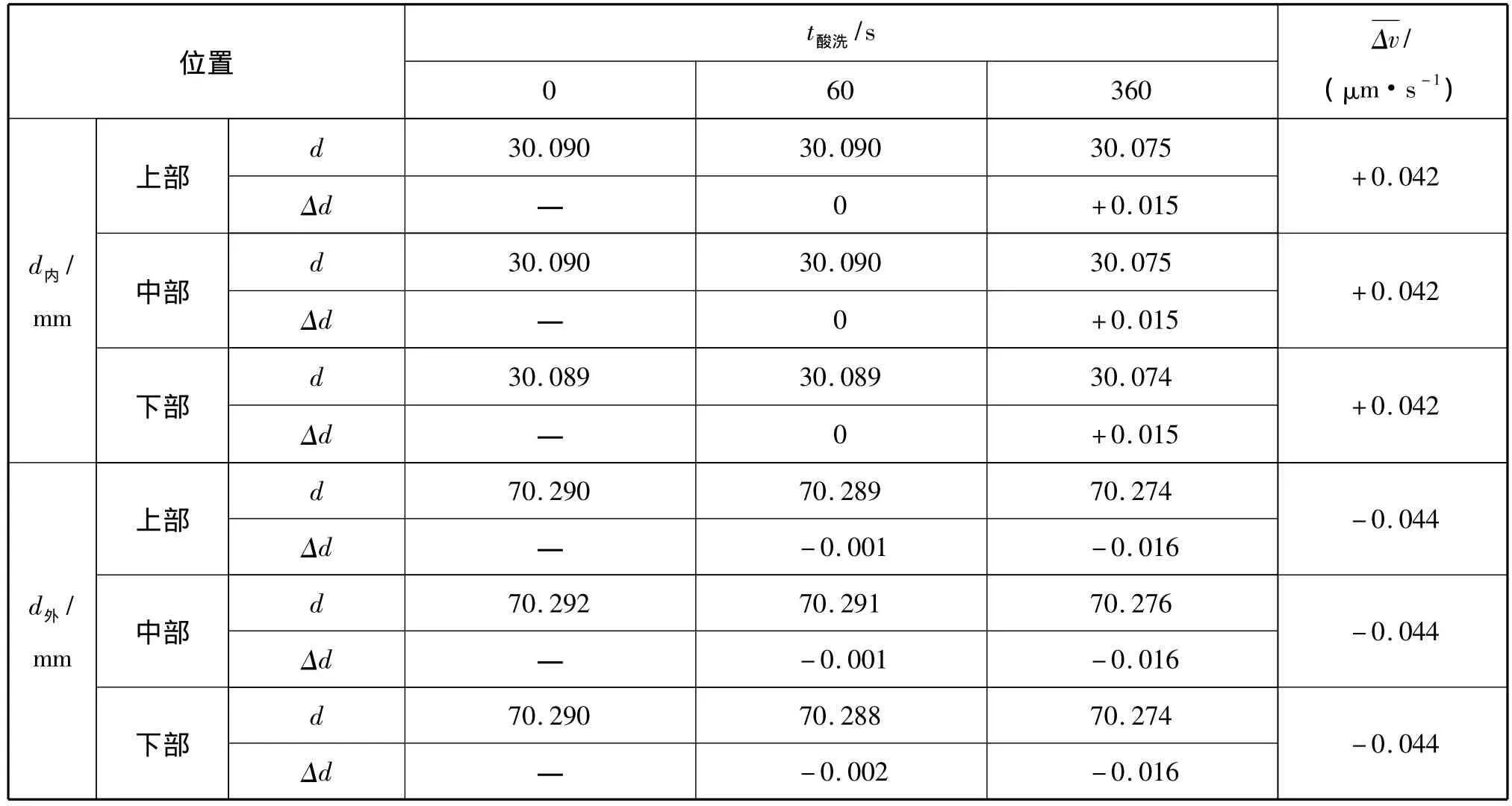
表5 Q235精密件在20%的盐酸溶液酸洗尺寸随时间变化
2.2.2 Q235精密件生产线酸洗磷化尺寸变化
Q235精密件在生产线进行酸洗磷化,盐酸测定质量分数约为30%,按照正常的工艺,酸洗10s,磷化20min,磷化试验Q235精密件尺寸变化如表6。由表6可以看出,酸洗时间短,零件尺寸变化很小,没有统计出来,磷化后内孔直径尺寸减小约为-0.005~ -0.006mm,外径直径尺寸增加约为+0.005mm。磷化膜比较均匀。
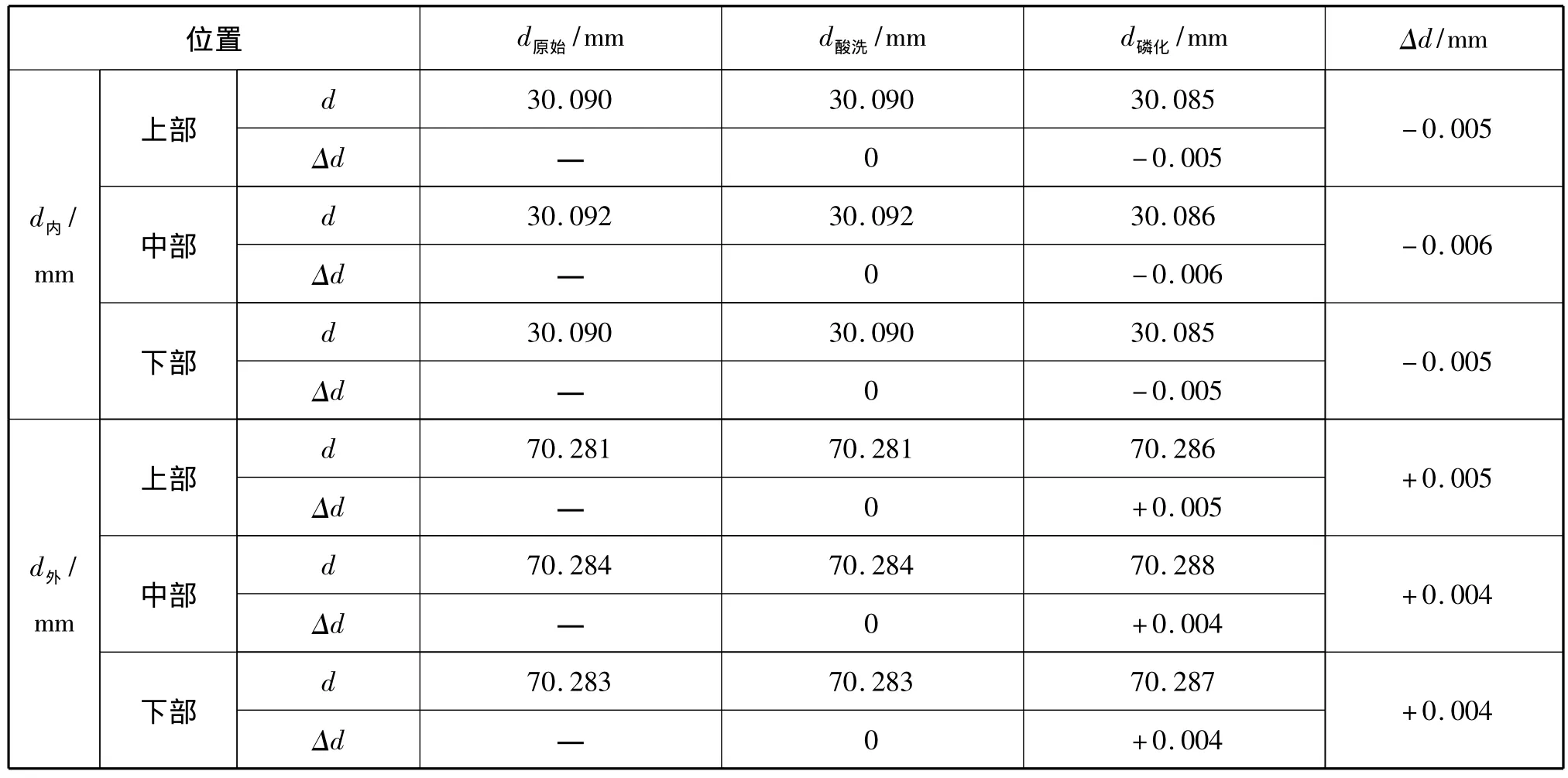
表6 Q235精密件酸洗磷化试验尺寸变化
3 结论
磷化试验,零件尺寸变化数据统计如表7。
对常用的35CrMo和Q235精密件进行了酸洗
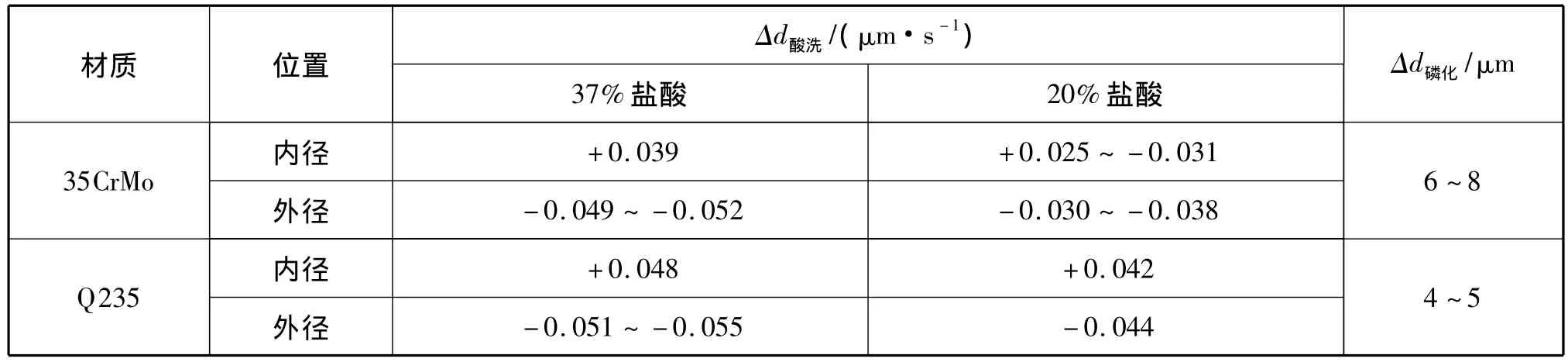
表7 精密件酸洗磷化尺寸变化
从形貌看,短时间酸洗尺寸变化很小,形貌特征为一些点蚀或不均匀腐蚀现象,35CrMo滚压精密件长时间酸洗表面腐蚀具有方向性。Q235切削精密件腐蚀没有明显的方向性。酸洗过程中,外径比内径腐蚀速度稍快零件尺寸变化结论如下:
1)中低碳钢精密件内径尺寸。37%的盐酸溶液酸洗时内径尺寸变化为+0.039~+0.048μm/s,20%的盐酸溶液酸洗时内径尺寸变化为+0.025~+0.042μm/s。中低碳钢精密件外径尺寸。37%的盐酸溶液酸洗时外径尺寸变化为 -0.049~-0.055μm/s,20%的盐酸溶液酸洗时外径尺寸变化为 -0.030 ~ -0.044μm/s。
2)正常的锌钙系磷化工艺,磷化20min。材质为35CrMo的精密件,磷化后内径尺寸增加平均为6~8μm;材质为Q235的精密件,磷化后尺寸增加平均为4~5μm。
3)设计时对碳素钢精密件要留有膜厚的余量,磷化工艺直径尺寸应留余量4~10 μm为宜。
[1] 赵彦浩.客车零部件超声波酸洗磷化工艺及其产生的废弃物处理[J].客车技术与研究,2008,(6):39-41.
[2] 董素芳,冯振堂.钢铁件酸洗磷化电泳工艺的废水污染及其处理方法[J].表面工程资讯,2011,(3):10-11.
猜你喜欢
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:18
电镀与精饰(2022年10期)2022-10-14 08:37:12
河北理科教学研究(2022年2期)2022-09-17 01:29:48
山东冶金(2022年2期)2022-08-08 01:51:22
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
电镀与环保(2017年6期)2018-01-30 08:33:37
电镀与环保(2017年5期)2017-12-19 12:06:05
电镀与环保(2017年3期)2017-06-23 08:24:51
工业设计(2016年11期)2016-04-16 02:48:43
