
高强板材在车身制造过程中的碰撞性试验研究
2015-11-05 02:30周焱
中国科技纵横 2015年2期
周焱
(上海理工大学,上海 200093)
高强板材在车身制造过程中的碰撞性试验研究
周焱
(上海理工大学,上海 200093)
以某汽车侧碰中的主要承载和吸能部件帽形加强板为例,通过引入成形因素前后仿真结果的对比分析,研究了成形工艺引起的厚度变化和残余应变对其碰撞性能的影响,并与平均碰撞力的经验公式及试验结果进行了对比。结果表明,在汽车结构碰撞仿真中应考虑成形工艺因素引起的影响,厚度不均与塑性硬化均不可忽略,以提高碰撞分析的精度,得到更为符合实际情况的模拟结果。
高强板材 汽车 耐撞性
1 试验过程
本文用于仿真和试验研究的对象为某款 SUV车第四横梁帽形加强板,材料是高强低合金钢 HSLA300,屈服应力350MPa,设计厚度是1.1mm,实验中为便于安装到台车上,用线切割工艺加工成长度为135mm。试验在自行开发的台车碰撞试验平台上进行,在碰撞开始的瞬间,启动数据采集系统,以获得碰撞时的速度、加速度、碰撞力等所需试验数据。实验台车重100kg,在两侧弹性绳的牵引下沿导轨撞向刚性墙。实际试验时,帽形件是通过焊接工艺安装到台车前端面上的,为了消除零件端部因焊接引入的影响,经过反复调试(调整两侧弹性绳的数目),选定以初始速度4.9m/s进行碰撞,使得碰撞结束后零件只有前半部分发生压溃变形。另外,零件的安装位置通过台车的纵向对称面并与台车重心处于同一水平面上,这与仿真分析的设置是一致的。力传感器、速度传感器及三向加速度传感器位于台车前端安装面板背面,仿真中输出此点的信息以进行对比。
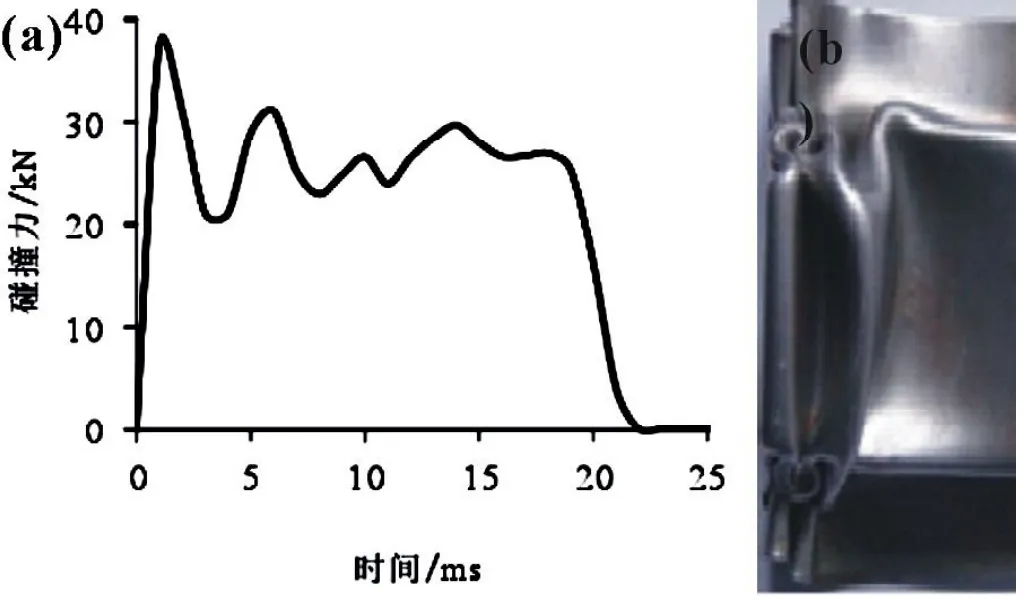
图1 冲压成形后碰撞力-时间曲线(a)和变形形貌(b)
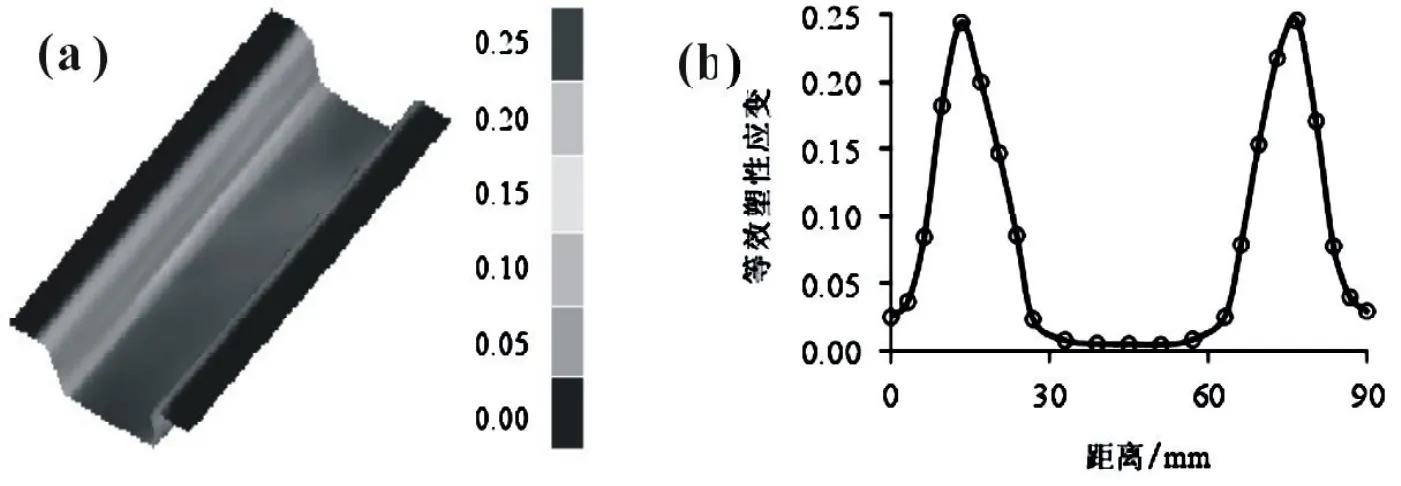
图2 塑性应变(a)应变分布(b)截面塑性应变分布
2 试验结果
经冲压工艺后的成形件都是带有成形效应的,根据成形仿真预示和实际生产经验,本例中的帽形加强板平均产生了0.1的塑性应变,厚度减薄大约10%,即冲压成形后的零件屈服应力σf由350MPa上升为460MPa,而厚度t由1.1mm减薄为0.99mm,根据平均碰撞力公式[1,2]:

其中,L=4f+2w+2h,f为法兰高度,h为截面高度,w为凸缘宽度,t为材料厚度,σf为平均流动应力,可以计算出单帽形梁轴向压溃时的平均碰撞力为:Fm=8.22×2201/3×460×0.995/3≈2.24× 104N。
试验测得的碰撞力-时间曲线如图1,计算其平均值为2.31× 104N,与平均碰撞力公式计算得到的理论值比较吻合,误差约为3.1%。在通常情况下,材料的屈服应力σf=350MPa,t=1.1mm,计算可以得到其平均碰撞力为1.99×104N,这与平均碰撞力公式得到的理论值误差较大,约为11.3%。
根据实际生产工艺情况,该帽形件成形仿真中采用双动拉伸,压边力设置为恒定值25吨,润滑状态良好,摩擦系数取0.125,为了缩短仿真计算时间,虚拟拉延速度设为5000m m/s,压边间隙固定为1.1*t(t为板料厚度)。初始板料形状为矩形,厚度t=1.1mm,尺寸为135*125mm,HSLA300材料的成形参数为强度系数632K/MPa,应变硬化指数为0.15,0度、45度和90度各向异性系数都为1.03。
材料在屈服滑移之后重新加载,变形抗力会增加,力学性能发生变化,材料冷作硬化的程度与塑性变形量有关,对同一个冲压件,不同部位在冲压过程中的塑性变形量是不同的,所以从精确分析的角度来说,应该对计算模型中的各个单元施加不同的等效塑性应变才能正确地模拟冲压后零件的真实情况。本文中单帽形件在25t恒定压边力条件下经增量法成形及切边回弹后的塑性应变分布如图2(a)。在距离前端面65mm处横截面(A-A)的等效应变大小如图2(b)。
零件侧壁由于成形过程中的挤压和摩擦力的作用,变形比较剧烈,成形后等效塑性应变较大,最大值达0.25,而纵梁底部及法兰区较平坦,残余应变较小。若材料发生0.1的塑性应变,其屈服应力将由350MPa上升到460MPa,提高110MPa,可见塑性硬化对材料屈服强度的影响很大。
大部分文献资料在成形模拟中使用自适应网格技术,导致成形结果中的模型网格尺寸较小,为了保证仿真精度,以3mm网格尺寸生成有限元模型,并以LS-DYNA为求解器进行板料成形及切边回弹模拟,后续碰撞过程采用同一套有限元网格,并采用网格信息映射技术,将模拟结果dynain文件中包含的成形后板料网格的几何、厚度、残余应力、塑性应变等信息引入到碰撞性能分析的有限元模型中。由于采用的两种网格是一致的,它们之间的信息映射应该是一一对应的,可以在实际生产过程中得以推广应用。
[1]刘红生,邢忠文,雷成喜.不具冷却系统下高强钢BR1500HS的热冲压成形质量[J].Transactions of Nonferrous Metals Society of China.2012,(82):542-547.
[2]林忠钦.汽车车身制造质量控制技术[M].北京:机械工业出版社,2005.
猜你喜欢
山东冶金(2022年2期)2022-08-08
机械研究与应用(2022年1期)2022-03-14
汽车工艺与材料(2021年5期)2021-05-17
轻工机械(2021年1期)2021-03-05
中国制笔(2020年2期)2020-07-03
昆钢科技(2020年6期)2020-03-29
材料科学与工艺(2018年3期)2018-06-21
锻造与冲压(2018年6期)2018-03-20
科技创新与应用(2017年10期)2017-04-26
工业炉(2016年1期)2016-02-27
