
基于视觉定位的LED送料器
2015-10-30 07:22张传凯
制造业自动化 2015年13期
卢 军,张传凯
(陕西科技大学 机电工程学院,西安 710021)
0 引言
LED技术被认为是二十一世纪有前途的高科技技术之一,要发展LED产业,先进的机器设备是必不可少的。LED生产线设备主要包括印刷机、点胶机、贴片机、回流焊和清洗检测装备等,其中,贴片机是整个环节的关键,其贴装精度与速度决定了整条生产线的质量与生产速度[1]。
新一代的全自动LED粘片机是融合了机电学、光电学、电气等学科知识的高度自动化设备。在满足生产需求的同时,LED粘片机的速度和精度逐渐上升为一对主要矛盾,这是LED封装的特点[2]。送料器作为贴片机的重要部件,决定着工件的输送精度,带式LED送料器在送料时容易出现卡带、抖动的问题。在吸嘴吸附的环节,传统的送料器没有检测环节,料带中如有遗漏的工件,吸嘴会空运行,降低了贴装效率。
目前在国际与国内LED芯片检测领域视觉伺服定位技术是热点又是难点[3]。机器视觉利用计算机模拟人的视觉功能,从客体的图像中提取信息,并对这些信息进行处理、理解, 将结果应用于检测、测量、控制,在检测领域应用广泛[4]。
LED灯片正面的污损情况影响最终产品的照明效果。现有的贴片机会在吸取工件后进行灯片背面管脚检测,对于正面污损的情况,无法识别检测,
针对以上问题,本文对送料器进行了结构改进,将机器视觉应用到送料器中,在吸取之前对LED进行识别定位以及正面的污损检测。
1 送料器的结构设计
在专利[5~7]中的带式送料器输送部分采用单棘轮,为了使送料更加稳定,避免卡带,对送料器关键部件进行改进设计,设计示意图如图1所示。
LED灯封装在料带中,在对其进行吸取之前,必须将顶膜与基带分离。送料器的送料部分主要由前棘轮,后棘轮、同步带轮、同步带和步进电机组成。前棘轮为主动轮,后棘轮为从动轮,对于工作部分的料带,前棘轮机构实现对料带推的操作,后棘轮实现拉的操作,两棘轮实现对料带的定位,减缓工作部分的震动与卡带。
下摩擦轮与上摩擦轮构成顶膜的撕取结构。下摩擦轮与上摩擦轮的挤压产生摩擦力,为顶膜的运动提供动力,下摩擦轮与前棘轮的反向转动实现基带与顶膜的分离撕取。工件视窗主要用于吸嘴吸取工件,盖板主要是防止工件过度震动,支撑板实现对基带的支撑作用。相机在视窗的正上方,提取工件的图像信息。
采用微型步进电机作为驱动源,相比传统的气缸驱动,能实现加减速控制,使元器件传送更为平稳。为了视觉提取图像采集中一次采取三个工件,结合LED的封装特性,设定电机每次实现的步进距离为12mm。
2 视觉系统设计
视觉主要实现对灯片的定位检测,系统流程如图2所示。

图2 工作流程图
送料器的视觉系统主要实现对LED的定位,以及正面污损检测。料带安装完毕后,视觉系统开启,获取图像信息,进行图像前处理,提取物体的特征轮廓,检测是否有工件存在,未检测到工件时,驱动送料电机,进行物料的输送。当存在工件时,进行工件的位置定位,检测合格、受污严重、缺损(崩角)的灯片。提取存储合格灯片的位置信息,用于吸嘴的吸取控制。
图像采集的任务是获取工件表面的原始信息,是识别定位的基础。结合LED的封装特性,图像采集时要求相机以下视方式拍摄,多灯片同时采集,同时识别。
图像采集由图像采集系统来完成,该系统由硬件与软件部分组成。
由于战乱,下江的形势十分吃紧,和祥轩东家黎老板也常住在上河的河口。生意也一天比一天清淡,黎老板也只是无奈地摆摆头。这种情形一直持续到内战爆发。直到有一天,和祥轩的东家黎老板突然收到一封大公子从南京城寄来的信,大公子在南京城里当差。东家打开信一看,是大少爷敦促他把田产和铺面都卖掉,而且是越快越好。黎老板在茶房里气得不行,并恶骂大少爷是“娘的败家子”。他把这封信也给张满春看了,张满春也觉得大少爷太糊涂,挣得一份家业容易吗?既然挣上手了又何必卖掉,不是脑子出了毛病?同样内容的信黎老板之后又收到了好几封,而且一封比一封催得急切。东家只是感叹道,疯了,他简直是疯了。
硬件部分主要包括:1)笔记本电脑;2)相机;3)镜头,4)工件。其中相机采用工业级300万像素CMOS彩色像机,为了配合个人电脑同时为了即插即用,选用USB接口。

图3 工业相机
软件部分主要包括Microsoft Visual C++开发环境和主流计算机视觉开发库Open Source Computer Vision Library(OpenCV)[8]。
3 算法设计与实现
对于整体算法的程序在VC环境中实现,结合OpenCV中的函数进行LED的图像处理。
3.1 图像前处理
本系统像机采集到的图像是彩色图像,三通道,原始图像存在噪声,为了突出识别目标物,减少噪声干扰,需要对图像进行前处理。
3.1.1 灰度化
采集到的原始图像是彩色图像,彩色像素点是由R(红色)、G(绿色)、B(蓝色)三元色混合而成的,有三个通道。灰度图是一种从黑到白256级灰度等级的单色图像。将彩色图像灰度化,以便减少内存空间,加快处理速度,本文采用加权平均法,对彩色图像进行灰度化处理,I(i,j)是处理后图像的灰度像素值。函数为:

3.1.2 阈值分割
阈值分割是将灰度图转为二值图,将目标物体与背景分离开,进一步降低后续处理的难度。针对实验图5,运用MATLAB工具中的函数对其灰度图进行灰度统计,得到灰度直方图如图4所示。
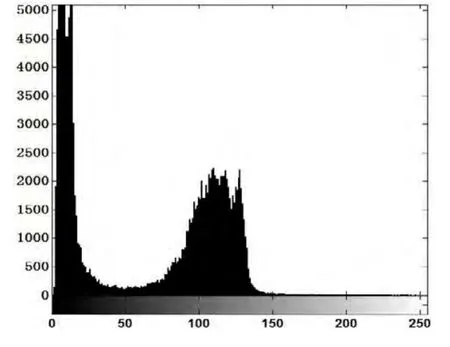
图4 灰度直方图
从灰度直方图可以看出,灯片的灰度主要集中在50~150,背景集中在0~50,具有明显的划分。利用最大间方差法(Otsu)对图像进行阈值分割。

求取δ的最大值,对应的阈值T就是要寻找的最优阈值。利用这个阈值T对原始图像进行分割处理,处理效果如图5、图6所示。
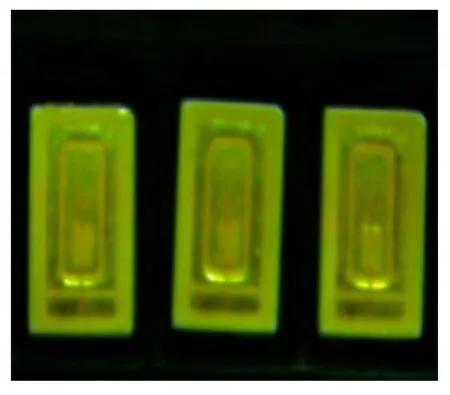
图5 原图
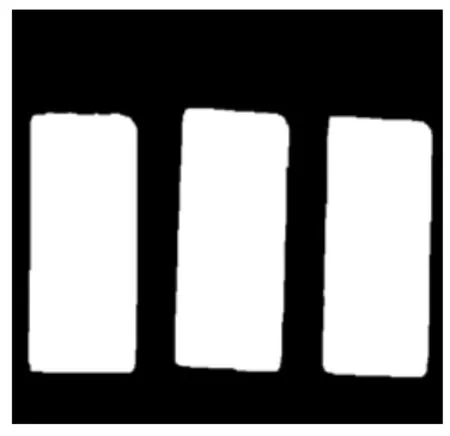
图6 二值图
3.1.3 腐蚀膨胀处理
阈值后,二值图像会出现噪声点,如椒盐噪声,影响目标物体的识别,需要对二值图像进行腐蚀膨胀处理,运用cvDilate与cvErode函数完成,为物体识别奠定基础。
3.2 特征提取
轮廓提取[10]决定着目标特征识别的准确性。虽然Canny[11]之类的边缘检测算法可以根据像素间的差异检测出轮廓边界的像素,但是它并没有将轮廓作为一个整体,OpenCV中有一个应用广泛并且方便的函数cvFindContours可以把边缘像素组装成轮廓,以链表的形式储存轮廓,方便了下一步的特征提取。运用函数cvFindContours计算目标轮廓数,如果轮廓为0,则判定无工件,则控制输送电机,进行工件的传输。
3.2.1 工件形心提取
吸嘴吸取工件的理想位置为其形心,吸取工件依靠真空负压,吸嘴中心位置与形心位置偏离太大,容易漏气,吸力不足,甚至吸取失败。因此工件的定位精度对吸取结果有重要影响。
根据处理对象的特征,利用先验知识提出针对性的特征提取方法,具体方法如下:
1)对阈值后的二值图像进行轮廓提取,计算出每个链表包含的像素数。
2)目标轮廓的提取,判断轮廓像素的个数,小于特定值的认定为噪声,否则认定为工件,对其进行特征提取。
3)对筛选后的轮廓进行特征提取,即目标轮廓进行特征提取。
4)对轮廓中所有边界点的X坐标和Y坐标分别进行循环判断,从而得到X和Y的最大值和最小值,XY最大值的点即为工件的四个极点。
5)得到四个极点的坐标,按顺时针方向,对两相邻点之间的轮廓点进行直线拟合。
6)直线拟合后,确定两相交直线的交点。分别对四点的X坐标与Y坐标取平均值,确定工件的形心坐标。
3.2.2 工件污损检测
灯片的工作面为上表面,正面的污损情况不仅影响美观,更重要是影响最终成品的照明效果,如图7、图8所示。
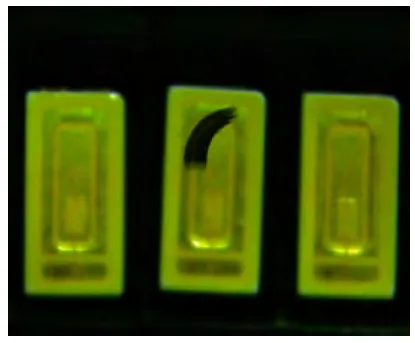
图7 受污工件

图8 缺损工件
根据轮廓的面积来判断污染程度,设正常轮廓面积为T0-T1,检测到的目标在正常范围内认定为合格工件,存取其形心位置,当在范围之外,则进一步检测,判断其形心与相近合格轮廓的关系,如果在轮廓范围内,则认定为受污工件,如果不在轮廓范围内,认定为缺损工件,不对其进行形心储存。
4 实验测试与分析
为确定正常轮廓范围,判断轮廓的面积,实验采取30张合格图像,计算出90个灯片的轮廓面积,运用OpenCV中的函数得出数据后统计如图9所示,从图中可以看出轮廓面积在29015~29024之间,因此在此范围内的认定为合格工件。
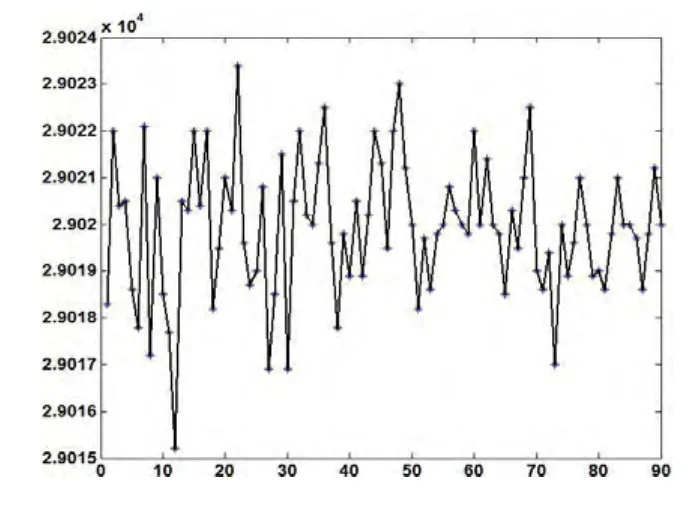
图9 轮廓面积分布图
定位机制通过单目相机,并给予C++、OpenCV编程完成对目标视野的取像,对合格工件识别定位,效果如图10所示,得到的特征参数如表1所示。

图10 定位效果图
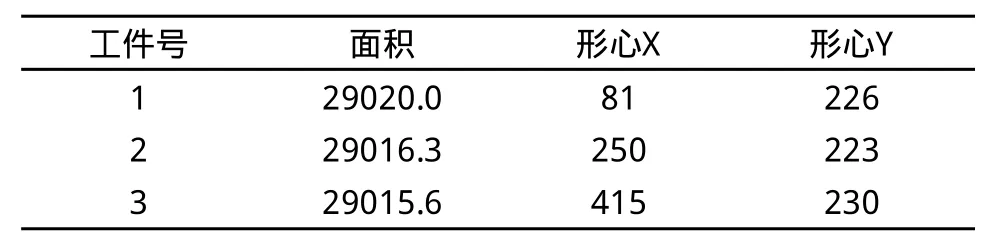
表1 图形实验结果
对污损件进行识别,对于合格工件的形心进行存储,并进行十字标记,效果如图11~图13所示。

图11 遗漏识别图

图12 受污识别图

图13 缺损识别图
从图中得知,本识别检测方法可以对合格工件正确识别,同时可以剔除受污工件与破损工件。
为测试方法的识别率,实验获取30副不同情况的图像(90个工件),对其进行检测定位,算法识别率如表2所示。
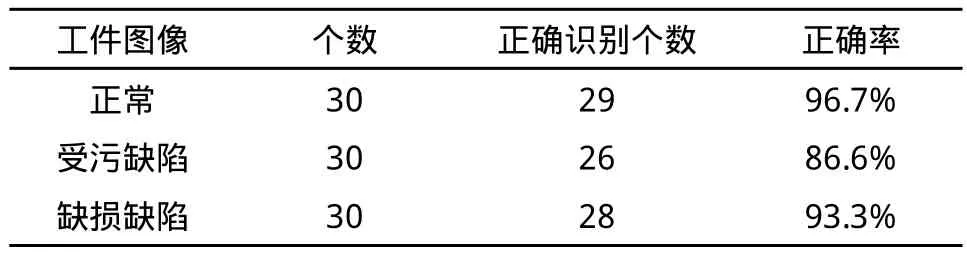
表2 算法检测结果
从表2中可以看出,正常工件的识别率在95%以上,受污缺陷的识别率相对其余两个较低,通过分析图像情况得知,主要原因是污染位置处于工件边缘的情况下会误判为缺损缺陷。
5 结束语
为了提高送料器的吸附精度,正确吸附合格工件,减缓卡带现象,减少抛料的次数,本文提出了一套识别、定位、检测方案,利用双棘轮实现工件的传送与粗定位,运用VC平台结合OpenCV实现机器视觉对工件的检测。与普通的送料器相比,运行更加稳定,吸附精度高,实现吸附前的检测与定位,抛料机率低,间接的提高了贴片机的贴片效率与LED灯的合格率,具有很高的使用价值。
[1] 李清国.高速高效LED专用贴片机关键技术研究[D].广东广州,广东工业大学.2012.
[2] 刘静.LED封装设备中关键运动结构的动态特性分析及优化[D].无锡市.江南大学.2013.
[3] 吴晓.L E D芯片粗精定位系统[J].红外与激光工程,2013,42(9):2478-2484.
[4] H.Golnabi, A.Asadpour. Design and application of industrial machine vision systems[J].Robotics and Computer Integrated Manufacturing,2007,23(6):630-637.
[5] 河口悟史.带式送料器[P]:中国,21320308772.2,2013.11.27.
[6] 伊藤恒太.带式送料器的选定装置、表面安装机以及带式送料器[P]:中国,201310314394.3,2014.03.12.
[7] 大塚俊英.送料器[P]:中国, 201220340449.9,2013.02.27.
[8] 于仕琪,刘瑞祯.学习OpenCV(中文版)[M].北京:清华大学出版社,2009.
[9] 王磊,段会川.Otsu方法在多阈值图像分割中的应用[J].计算机工程与设计,2008,29(11):2844-2845,2972.
[10] 米兰,许海波.基于边缘提取的图像拼接[J].计算机应用研究,2007,24(5):318-320.
[11] Canny J.A computational approach to edge detection[J].IEEE Transaction on Pattern Analysis and Machine intelligence,1986,8(6):679-698.
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
装备维修技术(2022年7期)2022-07-01
天津医科大学学报(2021年1期)2021-01-26
东北大学学报(自然科学版)(2021年1期)2021-01-15
装备制造技术(2020年1期)2020-12-25
少儿科学周刊·少年版(2020年9期)2020-03-04
制造技术与机床(2019年11期)2019-12-04
中国交通信息化(2017年4期)2017-06-06
自动化学报(2017年5期)2017-05-14
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
