电泳气泡露底缺陷原因分析及解决措施
2015-10-18 08:34:34张静宜张玉聪武英杰
电镀与涂饰 2015年6期
张静宜*,张玉聪,武英杰
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
电泳气泡露底缺陷原因分析及解决措施
张静宜*,张玉聪,武英杰
(长城汽车股份有限公司技术中心,河北省汽车工程技术研究中心,河北 保定 071000)
分析了电泳漆膜上形成气泡露底缺陷的原因。通过调整电泳槽中部分循环喷嘴方向,对作为阴极的车身下表面形成冲刷,可有效避免电解水产生的氢气聚集,改善气泡露底缺陷,提升漆膜质量。
阴极电泳;气泡;露底;槽液循环;喷嘴
First-author's address: Technology Center of Great Wall Motor Co., Ltd., Hebei Automotive Engineering Technology Research Center, Baoding 071000, China
阴极电泳凭借良好的施工稳定性、优良的漆膜防腐性,已在国内外各汽车涂装车间得到广泛应用。电泳过程中车身表面不能附着空气,否则会形成电泳露底缺陷,故对车身入槽角度等有一定要求,但是即使入槽过程中车身表面空气完全排出,电解水产生的氢气也易在作为阴极的车身表面聚集,形成大小深浅不一,甚至完全露底的电泳缺陷,即电泳气泡露底,严重影响漆膜外观。
随着高泳透力电泳漆的推广,车身内腔电泳漆膜厚显著提高,有利于增强车身防腐性能,但其所需施工电压也更高,瞬间电流加大,氢气产生量也相应增加,气泡露底问题便更严重,故需采取有效措施来解决这个问题。
1 电泳气泡露底的产生
电泳漆膜的形成包含了电泳、电解、电沉积、电渗4个过程。
电泳(Electrophoresis):阴极电泳过程即带电树脂和颜料粒子在电场作用下向阴极的移动。
电解(Electrolysis):导电液体在电流作用下分解。阴极电泳过程中,在阴极表面产生氢气,阳极表面产生氧气,气体产生量与电流成正比,故在电泳过程中应避免电流突然增大,并控制槽液电导率在特定范围内,电解过程如图1所示。
电沉积(Electrodeposition):涂料粒子在电极上沉积。电解反应使阴极(车身)表面形成高碱性界面,当pH达到约12时,阳离子树脂和颜料与氢氧根离子反应沉积。
电渗(Electro-endosmosis):在用半透膜间隔的不同浓度溶液的两端(阴极和阳极)通电后,低浓度的溶液会向高浓度侧移动。阴极电泳过程中,在阴极表面形成 1层半透膜状的涂膜,在电场作用下涂膜中的水渗出,这一过程即电渗,漆膜由亲水变成憎水并致密化[1]。
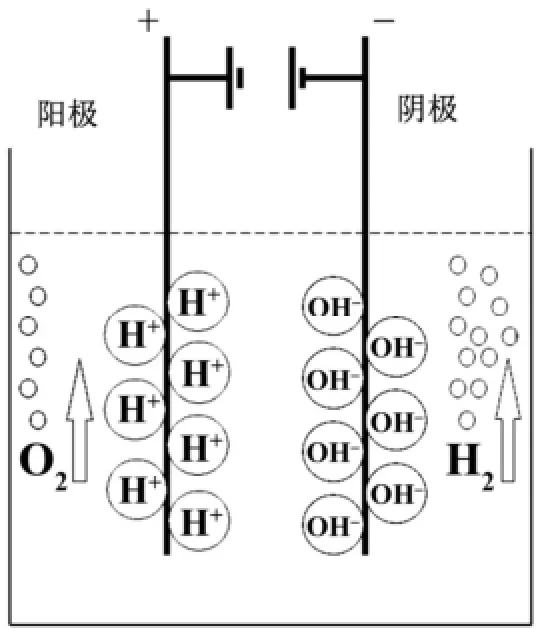
图1 电解反应示意图Figure 1 Schematic diagram of electrolysis
整个电泳过程中,车身表面始终会有氢气产生。由于氢气密度远低于电泳槽液密度,车身上表面和立面的氢气在浮力作用下很容易扩散开;而车身下表面的氢气却易因浮力作用被困在车身下表面无法排出。这些氢气泡隔离开车身与电泳槽液,使得电沉积无法进行,最终形成电泳气泡露底缺陷,如图2所示。
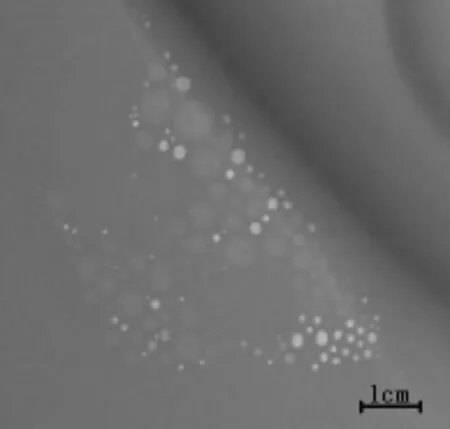
图2 气泡露底缺陷照片Figure 2 Photo of the bubble-caused holiday defect
2 露底发生位置
较为常见的2种连续生产方式为摆杆输送链式和Ro-Dip翻转式,其最主要的差异是:用摆杆输送链式,车身在电泳过程中车顶朝上,车底朝下;而用Ro-Dip翻转式则车顶朝下,车底朝上。二者示意图见图3。
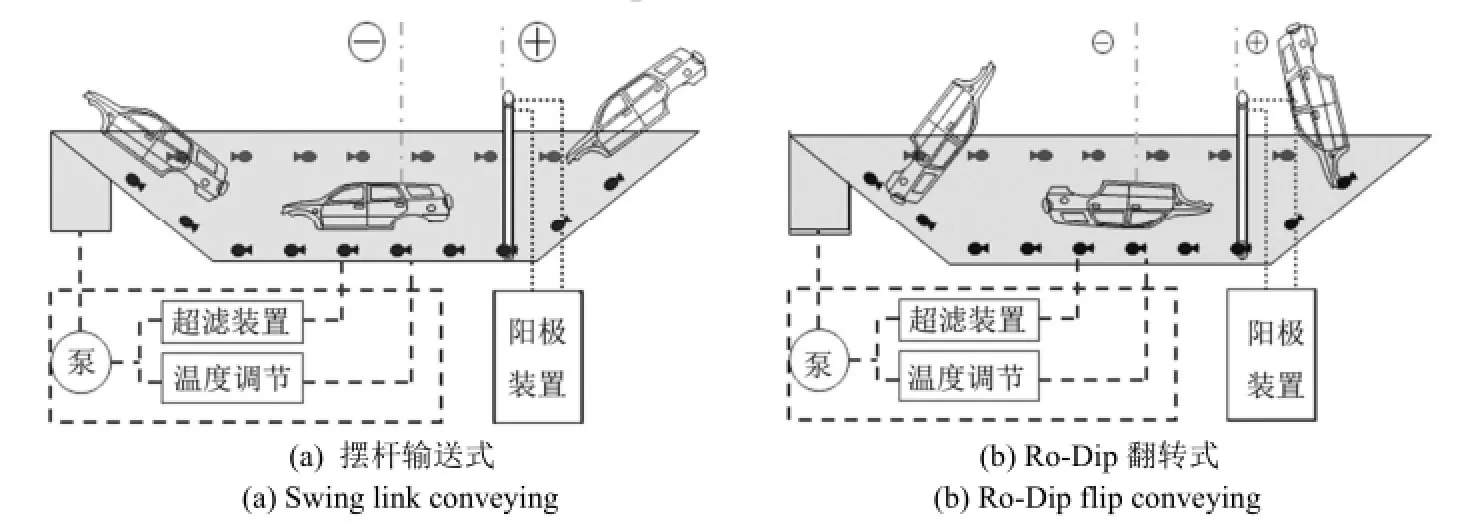
图3 2种常见连续生产方式的示意图Figure 3 Schematic diagrams of two common continuous production modes
由于2种生产方式的车顶朝向相反,故两者的电泳气泡露底缺陷位置也相反,具体为:对于摆杆输送链式,车底、机盖和车顶下表面等位置易产生电泳气泡露底问题;而对于Ro-Dip翻转式,机盖与大顶上表面、车内地板等位置易产生电泳气泡露底问题。车顶下表面、车地板等位置有内衬、阻尼胶板、地毯等材料覆盖,而车底一般会喷涂PVC防石击涂层,故通常不对这些位置的电泳气泡露底缺陷进行处理;而发动机盖、后备箱盖和车顶等外露面,对电泳漆膜平整性要求较严,如有气泡露底缺陷,则需打磨和喷涂防锈底漆处理。
3 解决办法
电泳涂装时的电流、涂膜增厚和涂膜电阻间的关系如图4[1]所示。
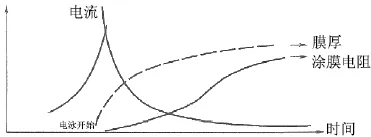
图4 电泳涂装时的电流、膜厚和涂膜电阻的关系Figure 4 Correlation of current applied with thickness and electrical resistance of coating
由图 4可见,电泳前半段时间内电流较大,因此产生氢气较多,而此时又是膜厚增速最快的阶段,如能避免此阶段内氢气在电泳湿膜中聚集,就可有效改善气泡露底缺陷。因此将电泳槽底部部分喷嘴的方向调整为垂直向上,形成对车身下表面的冲刷,即可有效改善露底缺陷。考虑到循环喷嘴的主要作用是提供水平方向的推动力以保证槽液水平循环流动,使槽液各种成分均匀分散,防止颜料浆沉淀,而垂直向上的冲刷会阻碍水平流动,故应将调整的喷嘴数量降至最低。具体方案如下:
(1) 通过90°弯头将部分循环喷嘴方向由水平调整为垂直向上,并加装文丘里喷嘴以加强对车身下表面的冲刷效果。为减少对槽液流动的阻力,应选用弧形的90°弯头,材质可选用PVC或金属,但如选用金属,须先对其进行前处理和电泳处理,使弯头具备防腐与绝缘性,保证其不会污染电泳漆或破坏电泳槽衬的绝缘效果。文丘里喷嘴和90°弯头如图5所示。
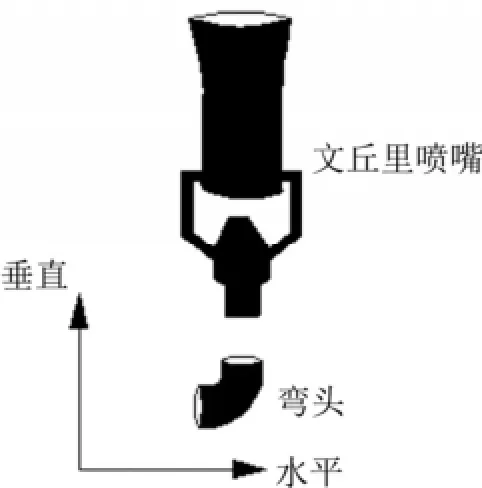
图5 文丘里喷嘴与90°弯头示意图Figure 5 Schematic diagram of Venturi nozzle and 90° elbow
(2) 调整每根管路上靠近车身正下方,即电泳槽底部管路中间位置的喷嘴。例如,1根管路上有9个喷嘴,可调整中间 3个方向为垂直向上,其余喷嘴维持水平方向不变,这样即可基本覆盖车身下表面区域并形成有效冲刷,如图6所示。
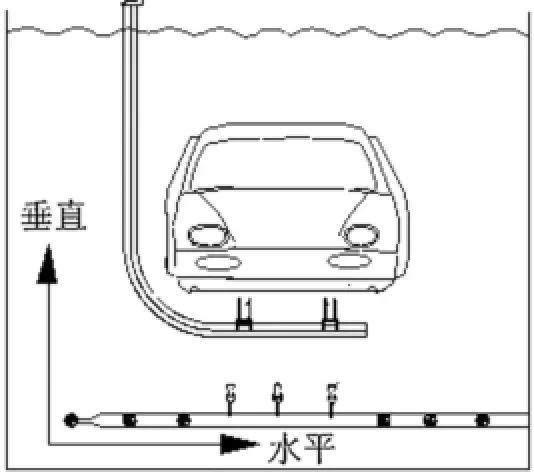
图6 底部喷嘴示意图Figure 6 Schematic diagram of bottom nozzles
如所需调整的喷嘴与底部防撞梁发生干涉,可通过连接2个90°弯头绕开防撞梁。安装时需注意喷嘴向上冲刷时会产生较强的后坐力,故必须将连接处拧紧并固定好,防止在后期使用中因连接处松动造成喷嘴方向改变而影响冲刷效果,如图7所示。
(3) 调整电泳槽前半段底部喷嘴。如前所述,电泳前半段时间是车身外表面主要成膜阶段,也是车身外表面大量产生氢气的时段,故只需调整电泳槽底部前半段的喷嘴。例如,循环管路共20根,每根管路上9个喷嘴,则可调整第3根到第10根管路中间3个喷嘴的方向。

图7 底部喷嘴调整照片Figure 7 Photo of the adjusted bottom nozzles
翻转式Ro-Dip、摆杆输送链式均适用以上调整方案,调整后对车身下表面冲刷效果良好,消除了下表面气泡露底问题,并对电泳循环影响小。改造完成1年后倒槽,未发现槽底出现电泳漆沉积问题。
4 结语
阴极电泳过程中水电解产生的氢气易聚集在车身下表面,无论是翻转式Ro-Dip,还是摆杆输送链式,均易形成大小深浅不一的气泡露底,影响漆膜外观。通过调整电泳槽底部局部喷嘴方向,在未对电泳循环效果产生不良后果的同时,加强了对车身下表面冲刷,有效解决了电泳气泡露底问题,减少了打磨作业量,提升了电泳漆膜质量。
[1] 王锡春. 汽车涂装工艺技术[M]. 北京: 化学工业出版社, 2003.
[ 编辑:杜娟娟 ]
Analysis and solution for bubble-caused holiday defect of electrophoretic coating
// ZHANG Jing-yi*, ZHANGYu-cong, WU Ying-jie
The causes for holiday defect on electrophoretic coating were analyzed. The bottom surface of car body as cathode was scoured by adjusting the direction of some nozzles used for bath circulation at the tank bottom, which can effectively avoid hydrogen gathering produced by electrolysis of water. Thus the bubble-caused holiday defect is ameliorated and the coating quality is improved.
cathodic electrophoresis; bubble; holiday; bath circulation; nozzle
U465; TQ633.52
B
1004 - 227X (2015) 06 - 0335 - 04
2014-10-11
2014-12-03
张静宜(1982-),男,河北遵化人,本科,涂装工艺师,对电泳漆现场应用技术有较丰富经验。
作者联系方式:(E-mail) crp0722@126.com。
猜你喜欢
天津科技(2021年7期)2021-07-29 13:47:20
装备制造技术(2019年12期)2019-12-25 03:07:10
表面工程与再制造(2019年3期)2019-09-18 01:35:14
消费导刊(2017年24期)2018-01-31 01:28:35
电镀与环保(2017年6期)2018-01-30 08:33:37
石油化工腐蚀与防护(2017年1期)2017-08-15 00:49:48
上海建材(2017年4期)2017-04-06 07:32:03
现代检验医学杂志(2016年1期)2016-11-12 13:19:54
浙江大学学报(工学版)(2015年2期)2015-05-30 07:04:55
石油化工应用(2014年2期)2014-03-11 17:38:59