
差动式数控金刚石线锯切割机的设计及应用
2015-10-12 08:50李曙生马彬彬
泰州职业技术学院学报 2015年2期
张 斌,李曙生,马彬彬
(泰州职业技术学院 机电技术学院 江苏 泰州 225300)
差动式数控金刚石线锯切割机的设计及应用
张斌,李曙生,马彬彬
(泰州职业技术学院 机电技术学院 江苏 泰州 225300)
介绍一种差动式数控金刚石线锯切割机的设计原理及差动运丝装置的设计思路,采用交叉斜线进给切割代替传统的平行线进给切割。通过比较实验,表明采用差动式金刚石线锯切割机切削脆硬材料时,在降低表面粗糙度、提高加工表面平面度等方面较目前市场常见的传统金刚石线锯切割机具有较大的优越性,且机床结构较为简单,具有较好的研究和推广价值。
脆硬材料;金刚石线锯;差动式;交叉斜线切割
目前国内的数控金刚石线锯切割机,在切割脆硬材料,尤其是切割大尺寸工件时,往往存在加工表面平面度不够高,且高速加工时表面粗糙度值提高明显,不能满足高端产品切割加工的表面质量要求。为了解决上述问题,我们研制开发出一种差动式数控金刚石线锯切割机,通过金刚石线锯丝的交叉斜线进给切割代替原有的平行线进给切割,使切割表面质量得到很好改善,尤其对大尺寸工件的切割,表面切割质量改善显著。
1 设计思路
1.1目前国内常见数控金刚石线锯切割机工作原理
目前国内现有数控金刚石线锯切割机的的工作原理是金刚石线锯丝平行进给切割工件[1]。如图1,将工件固定在机床的工作台上,在工作台的上方有导向轮,该导向轮带动金刚石线锯丝平行下降,金刚石线一般以6~8m/s的速度对工件进行切割。采用这种切割方式,不能保证很好的加工表面质量。尤其是进行大尺寸材料的切割时,表面平面度不能达到较高要求,且表面不够光滑。
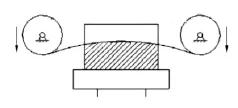
图1 平行线进给切割原理图
鉴于上述情况,一些企业开始尝试采用摆动式金刚石线锯进行切割[2],如图2所示,金刚石线锯丝仍然是平行进给,但工作台带动工件摆动,金刚石线锯对切割工件边切割边修磨,因此,能切割出较光滑的表面,但由于工件的摆动,使切割后的工件表面平面度不能达到较高要求,尤其对大尺寸工件的切割,工件摆动受尺寸限制,给加工带来困难。

图2 摆动式金刚石线锯切割原理图
1.2差动式数控金刚石线锯切割机工作原理
差动式数控金刚石线锯切割机区别于现有数控金刚石线锯切割机的最主要方面是改进了运丝装置。见图3,金刚石线锯切割机差动运丝装置由放丝(卷丝)筒1和10、导丝轮2和9、差动轮3 和7、张紧轮4组成。差动轮3和7之间的金刚石线锯丝8为切割工作区域,数控系统通过合理设置两个变频调速电机的转速和转向,使两个差动轮3和7之间的金刚石线锯丝实现往复交叉斜线运动同时缓慢向下进给的切割运动轨迹。两个差动轮3和7带动下的金刚石线锯丝的运动轨迹:由水平位置①运动到倾斜位置②,再反方向运动到倾斜位置③,再由倾斜位置③回复到水平位置④,再水平往下平动到水平位置⑤,完成一次上下交叉运动及向下的平动。然后再由水平位置⑤运动到倾斜位置⑥,再反方向运动到倾斜位置⑦……,依此运动规律类推,实现金刚石线锯丝的交叉斜线进给切割,代替了传统的平行直线进给切割。
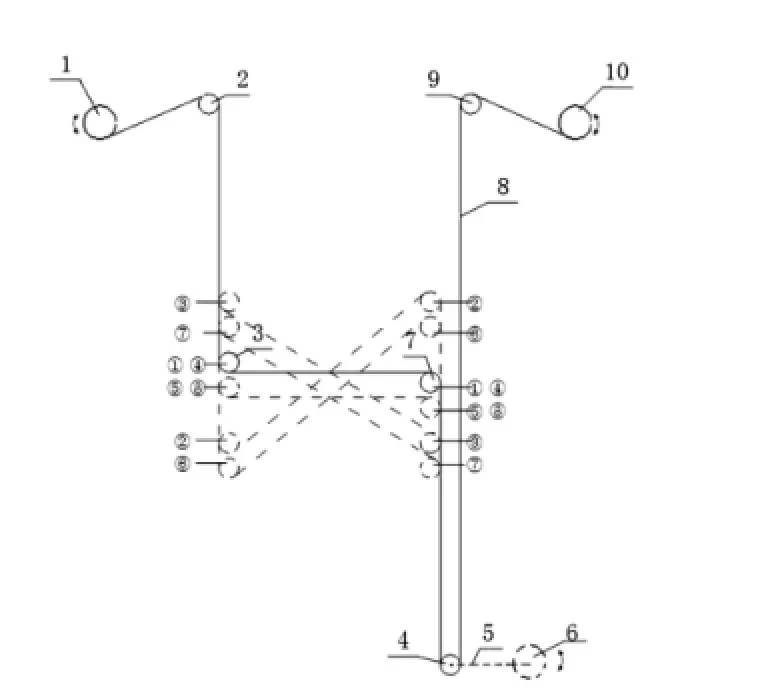
图3 交叉斜线切割原理图
为了实现金刚石线锯的往复交叉斜线切割,必须严格控制两差动轮的运动轨迹,差动轮的传动结构设计是关键。如图4,差动轮3和7通过支座14和17分别连接在两个同步齿形带12和18上,恒力弹簧13和16分别固定在机床左右立柱上,恒力弹簧13和16分别与支座14和17相连接,分别承担差动轮3和7及其支座的重量。两个变频调速电机分别通过同步轮11和15带动同步齿形带12和18运动,从而通过同步齿形带12和18分别带动差动轮3和7实现上下运动。

图4 差动轮安装结构示意图
如图3,在切割过程中,当金刚石线锯丝8张力发生变化时,通过传感器将张力的变化反馈给张力控制系统,张力控制系统通过控制转矩电机6的转动,带动摆杆5摆动,通过摆杆5带动张紧轮4的上下运动,保证金刚石线锯丝在切割运行过程中的恒定张力。
采用这种交叉斜线切割,金刚石线锯丝在对工件进行少量切割的同时,线锯丝对已切割工件表面进行修磨,因此加工表面光滑。特别是切割大尺寸工件时,避免了摆动式金刚石线锯的缺陷,能获得较高的切割表面平面度。
2 实际应用
2.1差动式数控金刚石线锯切割加工举例
玉石的薄片切割,通常采用锯片切割,但锯片的厚度至少在1mm以上,所以材料浪费比较多,且在切割脆软的玉石时,边缘易破损,特别是大尺寸玉石薄片的切割加工更加困难。
采用金刚石线锯切割机切割玉石,由于线锯丝的直径在0.12~0.4mm,切缝小,材料浪费少,但若采用普通的金刚石线锯切割机切割玉石,特别是切割较大尺寸的玉石,由于线锯丝与切割面接触长度长,切割过程中金刚石线锯丝的磨损严重,且切割力大,脆软的玉石薄片易破损。
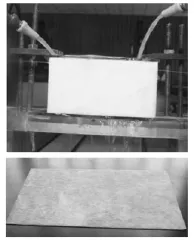
图5 切割玉石
本例中,采用差动式数控金刚石切割机切割玉石,见图5,切成176×90×1mm左右的薄片,采用直径0.35mm金刚石线,差动速度为±7mm/s,运丝速度12m/s,进给速度1mm/min,切割出的玉石片表面平整度误差低于0.05mm,没有裂纹和破损,表面光滑平整。
2.2多晶硅材料切割比较实验
本实验,是用普通金刚石线锯切割机和差动式金刚石线锯切割机切割多晶硅材料,金刚石线锯丝张紧力45N、运丝速度20m/s,切削液为皂化液,所用金刚石砂线直径为0.35mm,两差动轮之间的线距为500mm,差动高度为60mm,差动角度6.5度。加工工件尺寸:300mm×220mm×1mm。加工结果见表1。切割效果见图6,依此为平行切割、差动切割1、差动切割2。

表1 切割多晶硅薄片对比实验表

图6 多晶硅切割面
通过上述实验,很明显看出,在同等切削条件下(平行切割与差动切割1),采用普通平行进给的金刚石线锯切割的表面粗糙度为1.52um,平面度低于0.03/300mm;采用差动式金刚石线锯切割的表面粗糙度为0.79um,平面度低于0.01/ 300mm。可见,差动式金刚石线锯切割机,能显著改善切割表面质量。
2.3切割加工参数的合理选择
(1)通过差动切割1、差动切割2的比较,可知,差动速度越快、进给速度越慢,切割表面越光滑,可以获得很高的加工表面质量。
(2)金刚石线锯丝张紧力大小一般是根据所切割的材料的硬度,进行相应的调整,一般硬度越大,张紧力越大,二者成正比例关系。
(3)关于倾斜角,要根据工件(材料)大小、硬度,进行相应的调整补偿。
(4)走丝速度:走丝速度越高,单位时间内参加切割的金刚石磨粒数量越多,切割表面质量越高,但过高的走丝速度,会使切割力加大,且使金刚石线锯丝的磨损加剧。
3 结论
差动式数控金刚石线锯切割机切割脆性材料,解决了用柔性金刚石线加工脆硬材料表面平面度差、表面不够光滑的难题,且高速加工时表面粗糙度指标及平面度提高明显,尤其适合表面质量要求高的大尺寸薄片工件的切割,具有较好的研究和推广价值。
[1]张宝玉.浅谈摆动式多线切割机原理及应用[J].电子元器件资讯,2010,⑶:33-35.
[2]YANJiwang,ASAMIAT,HARADAH,etal.Fundamental investigation of sub-surface damage in single crys tal-line silicon caused by diamond machining[J].Precision Engineering,2009,(33):378-386.
(责任编辑杨荔晴)
The Design and Application of Differential Numerical Diamond Wire Saw Cutting Machining
ZHANG Bin,LI Shu-sheng,MA Bin-bin
(Taizhou Polytechnic College,Taizhou Jiangsu 225300,China)
The principle of the differential numerical diamond wire saw cutting machining and the differential transported set were introduced,in which the traditional parallel feed cutting was instituted by the crossed slash feed cutting.The comparing experiments of cutting the brittle nonmetallic material were carried out and the results showed that comparing to the traditional diamond wire saw cutting machining,the differential diamond wire saw cutting machining had great advantages on reducing the surface roughness and improving the surface flatness and so on and the structure was simpler which is worthy to research and promote.
brittle nonmetallic material;diamond wire saw;differential;crossed slash cutting
TQ164;TG74
A
1671-0142(2015)02-0042-03
张斌(1967-),女,江苏泰州人,副教授.
泰州市工业支撑项目(TG2013009,项目主持人:张斌);江苏省六大人才高峰资助科研项目(2014-ZBZZ-044,项目主持人:李曙生).
猜你喜欢
装备机械(2020年3期)2020-09-29
陶瓷学报(2019年6期)2019-10-27
制造技术与机床(2019年7期)2019-07-22
中国设备工程(2019年7期)2019-05-10
制造技术与机床(2017年6期)2018-01-19
中国塑料(2016年8期)2016-06-27
飞碟探索(2013年2期)2013-08-13
卷宗(2013年11期)2013-05-14
意林(2010年4期)2010-05-14
体育学刊(2009年5期)2009-07-24
