铝合金铸锭挤压前预热技术的发展与进步——永磁加热器的特点及应用
2015-09-19 10:29刘静安刘佩成王益龙
有色金属加工 2015年1期
刘静安,刘佩成,王益龙
(1.重庆西南铝业集团有限公司,重庆401326;2.上海锐漫能源科技有限公司,上海201100)
1 挤压前铝铸锭加热技术的国内外发展现状
铸锭在挤压前加热是铝合金挤压过程中的一道重要工序。合理的加热过程,对挤压过程的能耗、环保、生产效率与成本及产品质量、成品率等都有很大影响。目前,国内常用的铝铸锭加热方式主要有:①煤炉加热;②油炉重油、柴油等加热;③煤气炉加热;④天然气炉加热;⑤电阻炉加热;⑥电感应炉加热等。其中煤炉加热法①已基本被淘汰,②、③、④三种加热方式又分为短棒和长棒+热剪加热方式以及单炉膛或双炉膛加热方式。从整体上看,②、③两种加热方式因环境污染、热效率不高、生产效率低及对产品质量有不良影响等原因,应用范围越来越窄。而第④种加热方式,即单膛式双膛式长棒+热剪天然气加热在6063民用建筑型材生产中仍获得广泛应用,特别是在3000t以下的中小挤压机生产线上尤为多见。而在3600t以上的挤压生产线上,重要的工业材以及2×××、5×××、7×××系等航空军工材、结构材上,多采用短棒电感应加热方式⑥或电阻加热方式⑤。第⑤、⑥两种加热方式对产品质量有良好的作用,热效率和生产效率也较高,但耗电(能耗)较大,影响其推广使用,仅在大型挤压机生产线上及对产品质量有严格要求情况下使用。近几年来,由芬兰物理学家 Pekka Suominen博士发明,并在欧洲、美国、中国、俄罗斯、日本、印度等国获得专利的永磁(磁感应)加热技术,因具有节能、环保、热效率和生产效率高且产品质量优良等优点,特别适用于各种铝合金、各种规格铝铸锭的加热,已在国外得到推广使用,并正处于国产化和产业化发展阶段,具有巨大的推广应用价值。
2 永磁感应加热器加热技术的原理及特点
传统感应加热炉利用铜感应线圈来包围铝锭,当交变电流施加到感应线圈上时,在线圈包围的空间内产生交变磁场;交变磁场在主频率下脉动,在铝锭内部感应出涡电流,铝锭也因此得以加热。然而,由于感应线圈有不可忽略的电阻,当通过强电流时,损失在线圈上的热量相当可观。而且,这些在线圈上产生的热量必须使用大量的冷却水来对线圈进行冷却。这样的先天缺陷使得传统感应加热炉的能源利用率相当低,只有40% ~60%。
芬兰Effmag永磁加热器基于同样的电磁感应原理对铝锭进行加热。不同的是,Effmag永磁加热器使用飞轮,在飞轮上嵌入永磁体。当加热器工作时,两台高性能永磁同步电机由西门子PLCS7 300控制,在变频器的驱动下带动飞轮高速旋转。嵌入到飞轮中的永磁体随之产生复杂的交变磁场,这样的磁场在铝锭内感应出涡电流来加热铝铸锭。
由于该技术的本质特点,Effmag永磁加热器无需配备冷却水系统,也不需要添加辅助电源系统。
基于广泛的测试与应用,Effmag永磁加热器的能效范围为76% ~81%,这个数字包括所有外围系统的能源消耗(可参考应用实例)。测试数据显示,Effmag永磁加热器在铝锭内部产生非常均匀的温度,轴向温度精度±5℃。
3 铝锭永磁加热器主要组成及技术参数和加热性能
3.1 加热器主要组成
·两个高效永磁同步电机,各120kW峰值功率
·两个碳纤维复合材料飞轮嵌入永久磁体
·两个高性能变频驱动器
· 西门子PLC,Simatic S7-300
·铝锭传送带,2KW伺服电机驱动
·铝锭料盘
·电气柜
·电力电缆
·润滑冷却系统
·机体结构
·上下料系统(附加设备,需根据生产线实际配置进行定制)
·安全防护围栏(附加设备,可根据生产进行配置安装)
3.2 加热器主要技术参数及加热性能
·加热器尺寸(不含电气柜、龙门吊及防护围栏):长500cm×宽210cm×高153cm
·重量:3500kg
·电源要求:380~500V AC±10%(47~63Hz),3 ×210 A
·适用的铝锭:所有铝合金
·适合的铝锭尺寸规格:
直径:127~228mm。加热器为一种特定直径的铝锭固定装置,如需加热不同直径的铝锭,需做调整;
长度:500~1250mm。长度不在范围内的铝锭如需加热,需要另外定制铝锭操纵系统;
·轴向梯度能力:100℃/m
·温度精度(加热后60s测量):轴向±5℃
·能效:>75%
·加热器加热性能(表1)。

表1 各种规格6063合金锭在240kW Effmag加热器上的测试数据Tab.1 Test data of 6063 alloy billet in various specification with 240kW Effmag heater
4 铝锭永磁感应加热器加热技术的特性与优点
对于 Φ150~Φ200mm ×500~1250mm(以Φ203mm×1000mm的铸锭为例)铝合金铸锭,采用永磁(磁感应)加热方式具有如下特性和优点:
(1)精确控制铝锭均匀,提高了挤压速度和生产效率,同时操作方便灵活,加热效率提高,如Φ203mm×1000mm 6063铝合金铸锭,从20℃加热至500℃仅需要4~5min,长度温差可达到±5℃。且通过梯度加热,可减少加热时间,更快更灵活地实现生产操作,使生产效率提高20%左右;
(2)卓越的节能效果。较传统加热方式,EFFMAGTM加热的电能利用率可提高50%以上;与电感应加热相比,可节电 80%左右。如 Φ203mm×1000mm铝合金铸锭,用电感应加热炉的电功率最小为500kW,而用EFFMAGTM法,仅需240kW;
(3)清洁、卫生,没有排放、噪音和污染,可实现环保生产。结构简单,没有额外的冷却系统和复杂的电力供应系统,安装、维护和操作简便;
(4)应用范围广。永磁(磁感应)加热方式不仅可适用于铝合金铸锭加热,而且可扩大到其它有色合金铸锭的加热;
(5)运营成本(综合成本)低,投资回收快。EFFMAGTM永磁加热器一次性投资成本虽然较高,但与传统加热方式相比,可降低加热成本约50%。加之高能效且能耗大大降低,以及高的生产效率与成品率,延长了模具寿命,便于生产管理,节省劳动量等,使其综合使用成本大大降低,如大批量使用,效果更加明显。
5 加热器使用环境(含预热炉)
·用现有感应炉或燃气炉做预热,然后使用Effmag永磁加热器进行梯度加热时,加热器可达到更高的产能。如长700mm、直径203mm的6063铝锭,预热温度为300℃时,永磁加热器可做出490~440℃的温度梯度,产量27支/h(1681kg/h),用电64kWh/t铝;预热温度为350℃时,永磁加热器可做出490~440℃的温度梯度,产量37支/h(2242kg/h),用电45.1kWht铝;
·环境温度:10~50℃
·占地面积(含加热器、电气柜、上下料系统及防护围栏):6400mm(长)、2100mm(宽)、1500mm(高)(图1)。
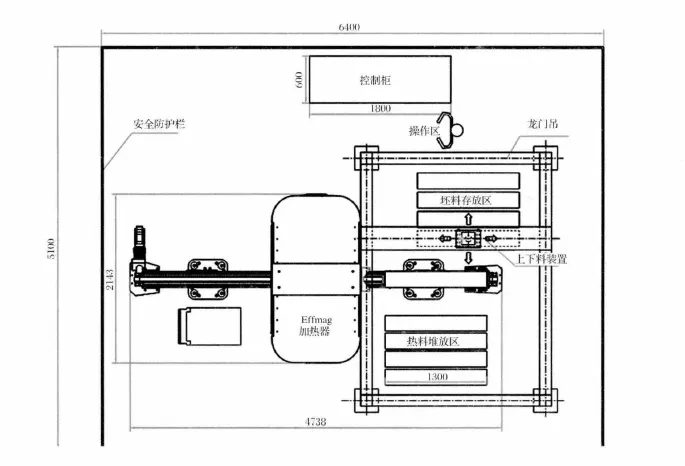
图1 Effmag永磁加热器平面图Fig.1 Effmag heater layout plan
6 实际应用与测试实例
铝锭永磁感应加热器加热技术的实际应用与测试实例由芬兰与国内合作制造。上海锐漫能源科技有限公司安装调试的多台EFFMAGTM永磁感应加热器在LPSK铝业、兴发铝业、捷安特轻合金等公司,在2500t挤压机、直径210mm的挤压筒上,用Φ203mm×1000mm铸锭,分别对6063、6061、7050等铝合金挤压前预热进行了生产实践试验,并测试了有关参数,见表2和图2、图3。
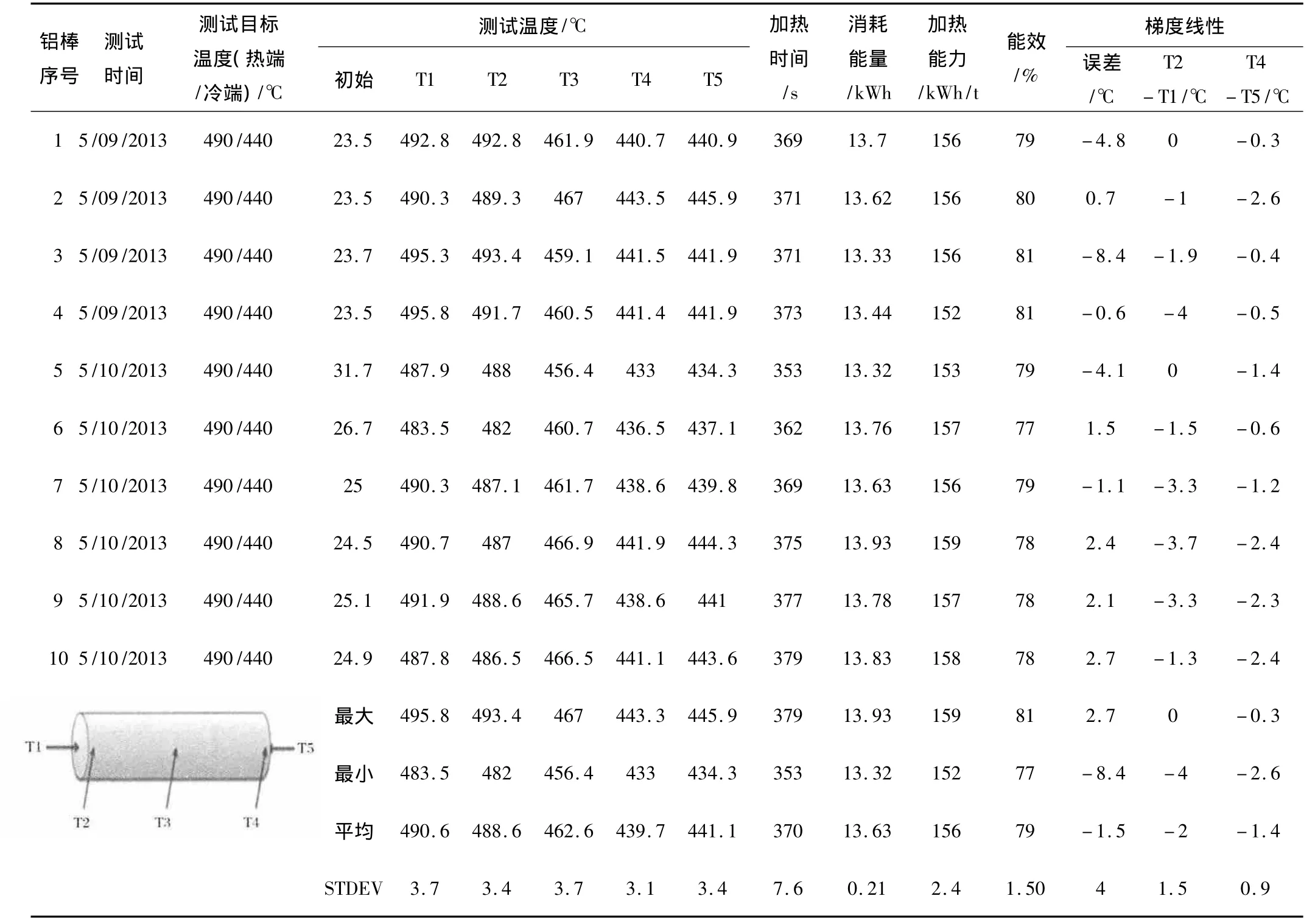
表2 Φ203mm×1000mm 6061铝合金锭加热测试数据Tab.2 Test data of heatingΦ203mm ×1000mm 6061 alloy billet
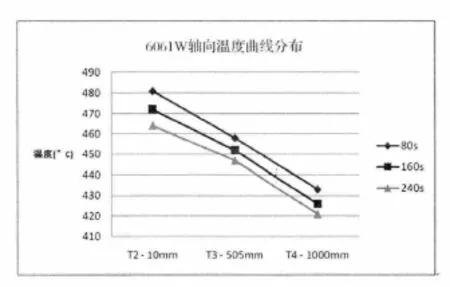
2 Φ203mm×1000mm 6061合金铸锭的轴向温度曲线Fig.2 Axial temperature profile ofΦ203mm×1000mm 6061 alloy billet
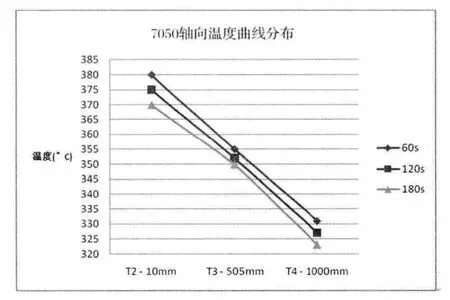
3 Φ203mm×1000mm 7050合金铸锭的轴向温度曲线Fig.3 Axial temperature profile of Φ203mm × 1000mm 7050 alloy billet
7 小结
铝合金铸锭挤压前的预热是一道十分重要的工序,对产品组织性能、生产效率和成本都有重大影响。EFFMAGTM永磁感应加热器具有一系列优越特性,是一种节能环保、高效益的加热方法,值得推广。
(感谢芬兰Pekka Suominen博士的指导,上海锐漫能源科技有限公司以及国内多家铝挤压企业为本文提供试验条件与测试测验数据。)
猜你喜欢
传感器世界(2022年6期)2022-11-25
日用电器(2021年6期)2021-07-19
节能技术(2021年6期)2021-02-25
有色金属加工(2021年1期)2021-02-23
热处理技术与装备(2020年2期)2020-06-29
北京汽车(2019年2期)2019-05-16
有色金属材料与工程(2018年3期)2018-11-25
汽车电器(2018年1期)2018-06-05
中学生数理化·高二版(2016年12期)2017-02-28
有色金属加工(2015年3期)2015-06-28