超音速火焰喷涂参数及粉末粒度对WC-12Co涂层弹性模量的影响
2015-09-14 05:02:12查柏林高双林乔素磊黄定园袁小阳
材料工程 2015年4期
查柏林,高双林,乔素磊,黄定园,袁小阳,林 浩
(1第二炮兵工程大学,西安 710025;2西安交通大学,西安 710049)
喷涂纳米 WC-Co涂层可极大发挥 WC-Co和纳米材料的优越性能。在热喷涂领域,纳米 WC-Co涂层的研究是一个重要的研究方向[1,2]。研究表明,超音速火焰喷涂更适合制备 WC-Co陶瓷涂层,得到的涂层残余应力为压应力,涂层的硬度与耐磨性相比基体明显提高[3,4]。多功能超音速火焰喷涂 HVO-AF技术是超音速火焰喷涂技术的新发展,可同时满足多种类型粉末喷涂对焰流的要求,利用超音速火焰喷涂制备的纳米 WC-Co涂层组织结构较好,纳米级微粒弥散分布于非晶态富Co相中,涂层显微硬度增高,特别是涂层的耐蚀性大幅度提高[5],为纳米涂层的制备提供了更加理想的手段。
弹性模量是衡量材料产生弹性变形难易程度的指标,是评价涂层力学性能的重要参数。涂层的弹性模量对于涂层内部残余应力状态、涂层抗冲蚀磨损性能、结合界面处的应力场分布、涂层的剥离和断裂有着重要的影响。测试涂层弹性模量的方法主要有梁弯曲实验、拉伸实验、压痕法、表面波法和挠度法等[6-9]。其中Knoop压痕法由于使用设备简单、易于操作、压痕浅、压痕对角线长等特点,是最常用的方法之一。本工作采用Knoop压痕法对HVO-AF在不同状态条件下制备的涂层弹性模量进行测试,研究热喷涂过程中火焰温度和粉末粒度对WC-Co涂层弹性模量的影响。
1 涂层制备
1.1 制备方法
图1为超音速火焰喷涂系统示意图。
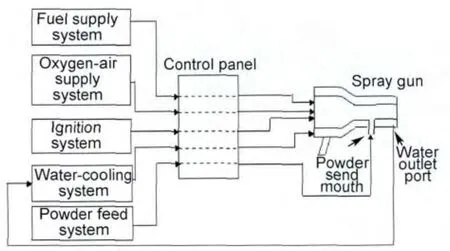
图1 超音速火焰喷涂系统示意图Fig.1 Sketch map of HVO-AF
工作原理:采用氧气或压缩空气为助燃剂,煤油作燃料,控制系统将助燃剂(氧气,压缩空气,氧气与压缩空气的混合气)和煤油按照一定的压力和流量输送到喷枪,经过高性能雾化喷嘴雾化混合成液雾,然后喷入喷枪燃烧室,经火花塞点火后燃烧形成高温高压燃气,再由拉伐尔喷嘴将其加速到超音速。喷涂粉末由送粉系统从拉伐尔喷嘴的低压区送入超音速射流中,射流将其加温加速后从喷枪喷出,喷到基体表面形成涂层[10,11]。该系统可以在三种状态下进行工作:HVOF为煤油与氧气燃烧,产生高温高速焰流状态;HVOAF为煤油与氧气、空气的混合气体燃烧状态;HVAF为煤油与空气燃烧,产生低温低速焰流状态。HVOAF超音速火焰喷涂实现了在HVOF和HVAF状态之间连续转换,焰流温度在1400~2800℃大范围内连续调节。
1.2 涂层材料与工艺
以45#钢为基体材料,采用 WC-12Co纳米粉末(Infromat公司提供),商用牌号为S7412,粉末晶粒度约为50~500nm,粉末粒度为1~45μm(团聚处理后)。为了分析粒度差异对弹性模量的影响,选用自贡硬质合金厂提供的微米级粉末进行一组对比实验。
采用HVOF-AF设备制备涂层,由气瓶中的氧气与氮气混合形成高压空气,分三种条件制备涂层:HVAF,氧气和大量氮气混合组成混合气与煤油燃烧;HVO-AF,氧气和少量氮气混合组成混合气与煤油燃烧;HVOF,氧气与煤油燃烧。WC-12Co涂层的喷涂制备工艺参数如表1所示,涂层厚度约为0.4mm。
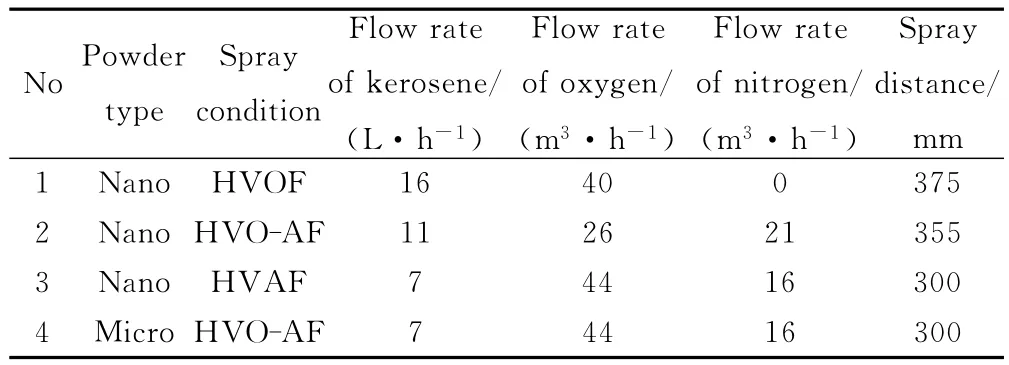
表1 WC-12Co涂层的喷涂工艺参数Table 1 Spray parameters of WC-12Co coatings
1.3 涂层测试
采用Knoop压痕法测量涂层的弹性模量;采用NEOPHOT-21型硬度计测量涂层的显微硬度;涂层显微组织结构分析采用VEGAⅡ型扫描电镜(SEM)进行;物相分析采用X’pert PRO型X衍射仪进行,扫描角度为15~100°。
2 结果及分析
2.1 涂层的弹性模量
用Knoop压痕法测量涂层弹性模量,取多次测量平均值,测量数据及涂层弹性模量计算结果如表2,3所示。
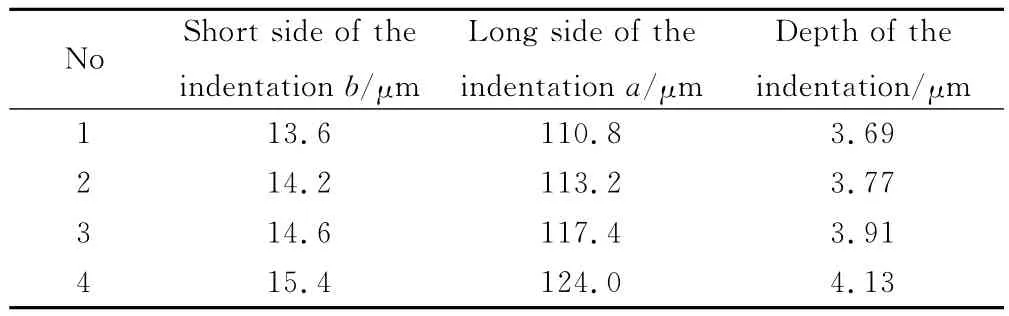
表2 Knoop压痕法测量数据Table 2 Measurement data by Knoop method
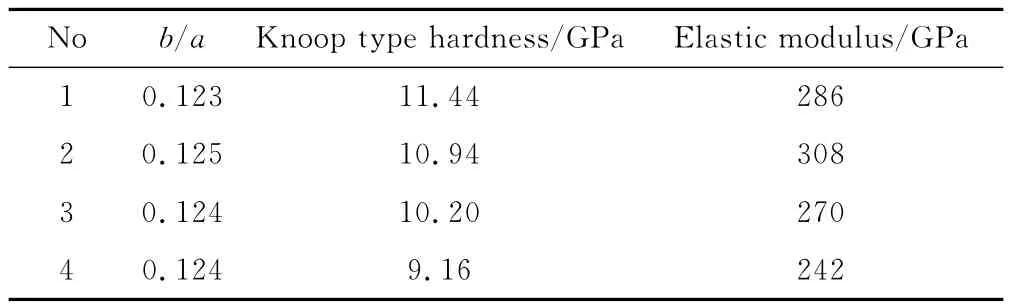
表3 WC-12Co涂层弹性模量Table 3 Elastic modulus of WC-12Co coatings
表2中得到的压痕深度为压痕长边的1/30[12],可见压痕深度明显小于涂层的厚度,因而可忽略基体材料对涂层弹性模量测试的影响。由表3可知,纳米结构WC-12Co涂层的弹性模量相比微米结构涂层有了很大程度的提高,而且HVO-AF状态下涂层的弹性模量最大,甚至达到300GPa以上,而45#钢基体的弹性模量为210GPa,可见喷涂 WC-12Co纳米涂层很大程度上提升了材料抵抗变形的能力,优化了基体表面的力学性能。
2.2 涂层的显微硬度
500g/15s下WC-12Co涂层的显微硬度测试结果如表4所示。

表4 WC-12Co涂层显微硬度Table 4 Microhardness of WC-12Co coatings
由表4可知,纳米结构WC-12Co涂层的显微硬度相比微米结构涂层高得多,由此也证明纳米结构 WC-12Co涂层的显微硬度近似符合多晶材料的Hall Petch规律[13],即显微硬度随晶粒尺寸的减小而增加。而且,HVO-AF状态下涂层的显微硬度最大,这与弹性模量的变化趋势相同,由此可以看出涂层的显微硬度与弹性模量呈现相似的变化规律[14]。
2.3 粉末及涂层的组织结构
图2为WC-12Co粉末的SEM图。可知,纳米粉末原始晶粒尺寸分布均匀,而微米结构的 WC-12Co粉末形貌为多角状,WC晶粒尺寸的分散性较大,在经过团聚处理后,部分颗粒可达到40~50μm,但小的晶粒尺寸也可以达到亚微米级。
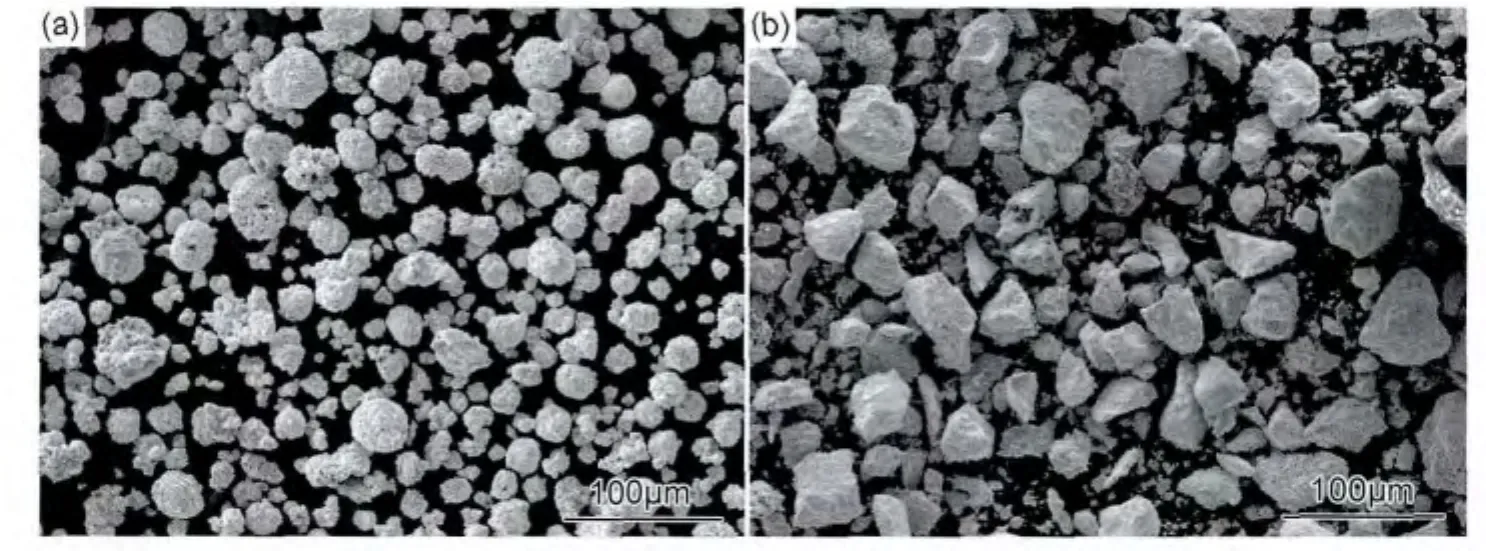
图2 WC-12Co粉末的SEM 图 (a)纳米粉末;(b)微米粉末Fig.2 SEM images of WC-12Co powder (a)nano powder;(b)micro-powder
图3为四种喷涂工艺参数条件下制备的涂层SEM 图。由图3(a),(b),(c)可知,三种涂层的显微组织差别很小,颜色较浅的粒子为 WC颗粒,其弥散分布在Co基体上,涂层均匀且致密,粒子之间界面明显,在涂层形成过程中,由纳米颗粒造粒形成的微米级粒子高速撞击基体后,团聚的大颗粒分散开形成均匀的纳米结构涂层。对比图3(b),(d)可知,在相同工艺参数条件下,纳米结构涂层相比微米结构组织结构更为致密,孔隙率更低,涂层中的WC颗粒更为细小,分布更为均匀。
图4为四种喷涂参数工艺条件下制备的 WC-12Co涂层截面SEM图。可知,制备的四种涂层都无明显的层状结构,孔隙率均较低,而且纳米涂层孔隙率较微米涂层更低。这是由于 WC-12Co原始粉末特性有差异,导致喷涂过程中颗粒受热的温度不同,因而粉末到达基体时因加速速率的不同导致所具有的动能和热焓值不同[15,16]。实验中,纳米喷涂粒子在到达基体时相比微米粒子具有更高的热焓和动能,喷涂粒子熔融程度更高,对基体的撞击作用更强,且铺展性好,因而与基体发生很好的嵌合,使得颗粒与涂层,涂层与基体之间没有产生裂纹,结合紧密。
由涂层显微组织结构分析可知,纳米结构涂层相比微米结构涂层致密很多,这也从显微结构上解释了纳米结构涂层具有更高的弹性模量。
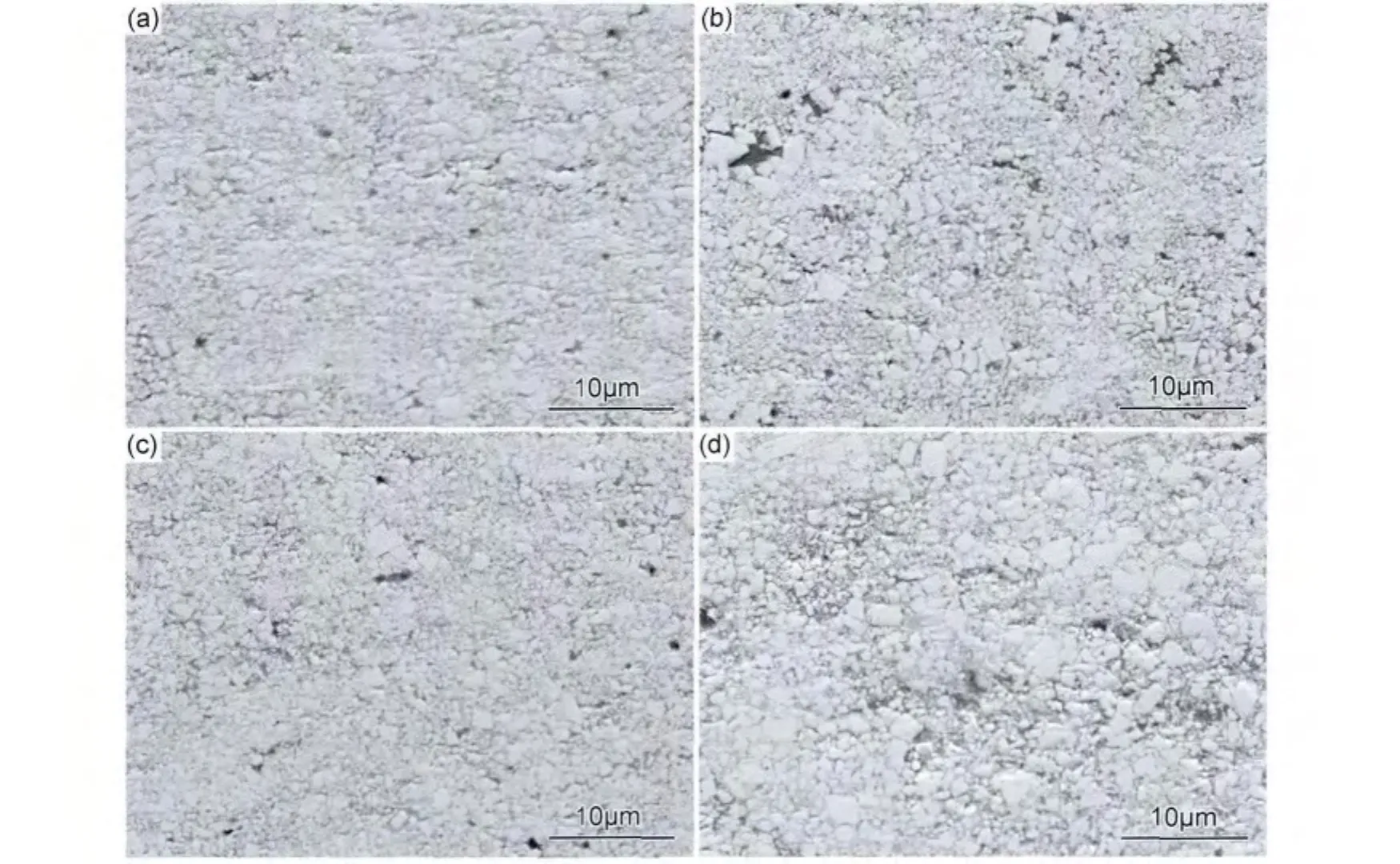
图3 WC-12Co涂层SEM图(a)HVOF喷涂纳米涂层;(b)HVO-AF喷涂纳米涂层;(c)HVAF喷涂纳米涂层;(d)HVO-AF喷涂微米涂层Fig.3 SEM images of WC-12Co coatings(a)nano coating under HVOF;(b)nano coating under HVO-AF;(c)nano coating under HVAF;(d)micro-coating under HVO-AF
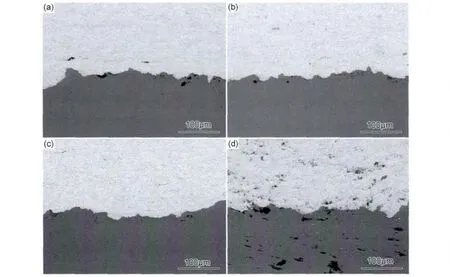
图4 WC-12Co涂层截面SEM图(a)HVOF喷涂纳米涂层;(b)HVO-AF喷涂纳米涂层;(c)HVAF喷涂纳米涂层;(d)HVO-AF喷涂微米涂层Fig.4 SEM images of WC-12Co coatings section(a)nano coating under HVOF;(b)nano coating under HVO-AF;(c)nano coating under HVAF;(d)micro-coating under HVO-AF
2.4 粉末及涂层的相结构
图5,6分别为 WC-12Co纳米粉末及 WC-12C涂层在四种喷涂工艺参数条件下的X射线衍射图谱。可知,WC-12Co粉末的XRD衍射图谱较为平整,WC的峰值很高,无其他杂质的峰值,表明实验所用 WCCo粉末较为纯净,经能谱分析可得,Co的质量分数为12%。对比图6(a)~(d)可知,纳米涂层的衍射峰较杂,而微米涂层的衍射峰较为平整,说明在喷涂过程中微米涂层未发生明显的分解。由XRD分析可知,涂层中均含有微量的W2C和Co6W6C,纳米涂层中W2C相的衍射峰明显高于微米涂层,尤其是在HVOF条件下(图6(a))。说明在喷涂过程中,随着 WC颗粒数量增加和尺寸减小,细小 WC颗粒与焰流的接触面积增大,焰流温度更高,使得熔化更加充分,导致脱碳更加严重[17]。对比分析图6(a),(b),(c)三种涂层,其中都有少量的非晶相,峰值较弱处有较强的荧光现象,说明在涂层中有部分Co单质的存在。在HVOF状态下,纳米 WC-12Co粒子分解较为严重,W2C相在涂层中出现较多,而在HVAF和HVO-AF状态下WC的分解很少,尤其是HVAF状态下,X射线衍射峰较为平整。表明焰流温度随着氮气量增加下降,在HVAF状态时焰流温度大约只有1500℃,使得WC的分解得到有效控制。
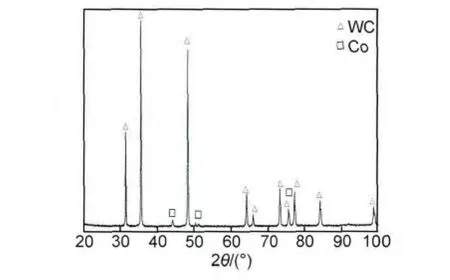
图5 WC-12Co纳米粉末XRD图谱Fig.5 XRD diffraction spectrum of WC-12Co nano powder

图6 WC-12Co涂层XRD图谱(a)HVOF喷涂纳米涂层;(b)HVO-AF喷涂纳米涂层;(c)HVAF喷涂纳米涂层;(d)HVO-AF喷涂微米涂层Fig.6 XRD diffraction spectra of WC-12Co coating(a)nano coating under HVOF;(b)nano coating under HVO-AF;(c)nano coating under HVAF;(d)micro-coating under HVO-AF
由涂层相分析可知,在HVOF状态下WC分解较多,降低了涂层的硬度,使得弹性模量下降;而HVOAF和HVAF状态下相组成差别很小,但 HVO-AF焰流温度比HVAF高,喷涂粒子在到达基体时具有更高的动能和热焓值,粉末颗粒熔融程度更高,对基体的撞击作用更强,使得颗粒与涂层之间结合更加紧密,而且WC分解较少,因而涂层的弹性模量更大,这就使三种纳米结构涂层弹性模量出现了差别。
3 结论
(1)HVO-AF制备的 WC-12Co纳米结构涂层,与基体结合良好,孔隙率低;纳米结构涂层相比微米结构涂层组织更加致密,涂层硬度和弹性模量显著提高,提升材料抵抗变形的能力。
(2)在HVO-AF状态下,焰流温度较高,WC分解较少,纳米WC-12Co涂层致密度最高,其弹性模量最大,可达到300GPa以上,结合涂层的显微组织和相结构分析可知,涂层的致密度越高,其弹性模量越大。
(3)HVO-AF可在较大范围内对焰流温度进行有效调节,使涂层具有不同的弹性模量,可根据实际对涂层性能的需求,选定HVOF,HVO-AF或HVAF状态制备所需涂层。
[1]裴延波,陈浩,王长江,等.WC-Co涂层的发展现状与展望[J].石油化工腐蚀与防护,2011,28(1):1-4.PEI Y B,CHEN H,WANG C J,et al.Present development and prospect of WC-Co coatings[J].Corrosion &Protection in Petrochemical Industry,2011,28(1):1-4.
[2]师昌绪,徐滨士,张平,等.21世纪表面工程的发展趋势[J].中国表面工程,2001,14(1):2-7.SHI C X,XU B S,ZHANG P,et al.Development of surface engineering in the 21st century[J].China Surface Engineering,2001,14(1):2-7.
[3]BARLETTA M,BOLELLI G,BONFERRONI B,et al.Wear and corrosion behavior of HVOF-sprayed WC-CoCr coatings on Al alloys[J].Journal of Thermal Spray Technology,2010,19(1-2):358-366.
[4]ARASH G,VARIS T,TURNEN E,et al.Behavior of HVOF WC-10Co4Cr coatings with different carbide size in fine and coarse partical abrasion[J].Journal of Thermal Spray Technology,2010,19(1-2):368-377.
[5]张武装,高海燕,黄伯云.纳米 WC-Co复合粉的研究[J].硬质合金,2002,19(2):129-133.ZHANG W Z,GAO H Y,HUANG B Y.Study on the powder of nanosize WC-Co[J].Cemented Carbide,2002,19(2):129-133.
[6]程应科,张建军,徐连勇.涂层弹性模量的测量方法[J].中国科技论文在线,2008,3(4):293-298.CHENG Y K,ZHANG J J,XU L Y.Investigation on measuring the elastic modulus of coatings[J].Sciencepaper Online,2008,3(4):293-298.
[7]SILVA M F V,HANCOCK P,NICHOLLS J R,et al.An improved three-point bending method by nanoindentation[J].Surface and Coatings Technology,2003,169-170(1):748-752.
[8]LI H,KHOR K A,CHEANG P.Young’s modulus and fracture toughness determination of high velocity oxy-fuel-sprayed bioceramic coatings[J].Surface and Coatings Technology,2002,155(1):21-32.
[9]XU L Y,JING H Y,HUO L X,et al.Measuring of Young’s modulus of coatings by high velocity arc spraying[J].Surface and Coatings Technology,2005,26(4):13-15,20.
[10]ZHA B L,WANG H G,SU X J.High velocity oxygen/air fuel spray[A].Thermal Spray 2003:Advancing the Science & Applying the Technology[C].Ohio,USA:ASM International,Materials Park,2003.789-791.
[11]查柏林,王汉功,苏勋家.超音速喷涂技术在再制造中的应用[J].中国表面工程,2006,19(5):174-177.ZHA B L,WANG H G,SU X J.Application of high velocity thermal spray in remanufacture engineering[J].China Surface Engineering,2006,19(5):174-177.
[12]王庆山.努氏硬度及其与维氏硬度的换算[J].机车车辆工艺,2001,(2):43-44.WANG Q S.Knoop hardness and its conversion to Vickers hardness[J].Locomotive & Rolling Stock Technology,2001,(2):43-44.
[13]SHAW L L,GOBERMAN D,REN R M,et al.The dependency of microstructure and properties of nanosrtuctured coatings on plasma spray conditions[J].Surface and Coatings Technology,2001,130(1):1-8.
[14]毛卫国,陈强,张斌,等.等离子喷涂热障涂层材料弹性模量与硬度的压痕测试分析[J].材料工程,2011,(10):66-71.MAO W G,CHEN Q,ZHANG B,et al.Investigations of elastic modulus and hardness of air plasma sprayed thermal barrier coatings by nanoindentation method[J].Journal of Materials Engineering,2011,(10):66-71.
[15]王群,丁彭雄,陈振华,等.超音速火焰喷涂微米和纳米结构WC-12Co涂层及其性能[J].机械工程材料,2007,31(4):17-24.WANG Q,DING P X,CHEN Z H,et al.Study of properties of conventional and nanostructured WC-12Co coatings deposited by HVOF[J].Materials for Mechanical Engineering,2007,31(4):17-24.
[16]李南翔.超音速火焰喷涂WC-Co涂层性能研究[D].大连:大连海事大学,2010.LI N X.Research on properties of HVOF sprayed WC-Co coatings[D].Dalian:Dalian Maritime University,2010.
[17]赵辉,王群,丁彰雄,等.HVOF喷涂纳米结构 WC-12Co涂层的组织结构分析[J].表面技术,2007,36(4):1-3.ZHAO H,WANG Q,DING Z X,et al.Microstructural analysis of nanostructured WC-12Co coatings sprayed by HVOF[J].Surface Technology,2007,36(4):1-3.
猜你喜欢
山东陶瓷(2021年5期)2022-01-17 02:35:46
上海涂料(2021年5期)2022-01-15 06:09:26
陶瓷学报(2021年1期)2021-04-13 01:33:08
军民两用技术与产品(2021年10期)2021-03-16 06:05:10
军事文摘(2018年24期)2018-12-26 00:57:40
数学物理学报(2018年4期)2018-09-14 03:40:54
中成药(2018年1期)2018-02-02 07:20:14
材料科学与工程学报(2016年4期)2017-01-15 13:35:39
材料科学与工程学报(2016年1期)2017-01-15 13:33:49
民用飞机设计与研究(2015年3期)2015-12-07 12:09:46