
某机载雷达本振参考源相位噪声试验*
2015-09-08 10:16雷鸣
电子机械工程 2015年4期
雷 鸣
(中国电子科技集团公司第三十八研究所, 安徽 合肥 230088)
某机载雷达本振参考源相位噪声试验*
雷 鸣
(中国电子科技集团公司第三十八研究所, 安徽 合肥 230088)
飞机作战环境的复杂化和作战性能的提升,对机载电子装备环境适应性的要求越来越高。某本振参考源在进行功能试验时,其相位噪声不符合指标要求。文中通过试验对该问题进行了详细分析。对试验结果进行的对比发现,相位噪声的恶化与晶体振荡器本身及其连接线缆的振动无关,而是因为安装夹具和振动台扩展台设计得不合理。文中对安装夹具和振动台进行了改进。改进后的测试结果表明,相位噪声达到了指标要求,该改进措施有效。
本地振荡器;相位噪声;晶体振荡器;功能试验
引 言
频率源技术是当代电子系统领域非常重要的一部分,在电子对抗或通信的很多领域,其相位噪声对系统的指标有很大的影响[1-2]。相位噪声是指由各种噪声引起的系统输出信号相位的变化,它是衡量频率稳定性的重要指标。
功能试验则是为了检验装备暴露在最恶劣的环境条件下时能否正常工作,在试验的开始、过程中和结束时,全面检验试件的功能[3],从而判断装备能否达到实际使用要求。而装备上振动夹具设计的优劣[4]、振动台扩展台的设置合理与否,都会影响到相位噪声测试的准确性。本文对某机载雷达的本振参考源进行了相位噪声测试,详细分析了其相位噪声不符合指标要求的原因,并提出了相应的改进措施。
1 试验对象描述
本振参考源采用的4个隔振器安装在夹具上,隔振器用来隔离夹具传递到本振参考源的振动,减小机械环境对电子设备可靠性的影响[5]。夹具为2块分离的安装板,连接到振动台的扩展台上。晶体振荡器通过盒体安装在本振参考源上。
对该本振参考源进行相位噪声测试,通过对比发现:在频率点540 Hz处,动态条件下的相位噪声虽达到了指标要求,但相比于静态条件下的相位噪声,却恶化了10 dB;在频率点1 kHz处,动态条件下的相位噪声不符合指标要求,且相比于静态测试条件下的相位噪声恶化了14dB。下面将进行试验对比分析,找出导致相位噪声恶化的原因。
2 试验对比分析
2.1试验工况设置
为了判断相位噪声恶化的主要来源,共设置了6组试验:2组静态试验和4组动态试验。静态试验即对处于静止环境下的本振参考源进行相位噪声测试;动态试验为在给定的振动条件下对本振参考源进行相位噪声和振动量值测试。
1)静态工况1。不做任何更改,进行相位噪声测试。
2)静态工况2。在本振与晶体振荡器之间增加1.5 m长的延长线,进行相位噪声测试。通过与静态工况1进行对比,可以得出增加延长线后相位噪声的变化情况。
3)动态工况1。不做任何更改,测试原设备在动态环境中的相位噪声和振动衰减效果。
4)动态工况2。对晶体振荡器的连接电缆进行适当的固定,进行相位噪声测试。通过与动态工况1进行对比,可以得出振动环境中电缆悬置对相位噪声的影响。
5)动态工况3。采用图1所示的2块加强铝板对晶振盒体底部壳体与侧壁连接筋进行固定,增加盒体结构刚度,测试本振参考源的相位噪声以及振动衰减效果。通过与动态工况1进行对比,可以探明晶振安装盒的刚度对相位噪声的影响。
6)动态工况4。通过延长线将晶体振荡器独立出本振参考源箱体,进行相位噪声测试。测试状态有2种:晶体振荡器静止,本振参考源箱体振动;晶体振荡器振动,本振参考源静止。

图1 晶振安装盒加固方式
2.2试验结果对比
前面测试了2组静态工况和4组动态工况下本振参考源的相位噪声,下面对这6组数据进行对比分析。与XS03和XS05相比,XS04本地振荡器在动态环境下的相位噪声较差。为了充分体现出对比的结果,这里将XS04选为分析对象。表1和表2分别列出了静态工况下和动态工况下各个关注点处的相位噪声。
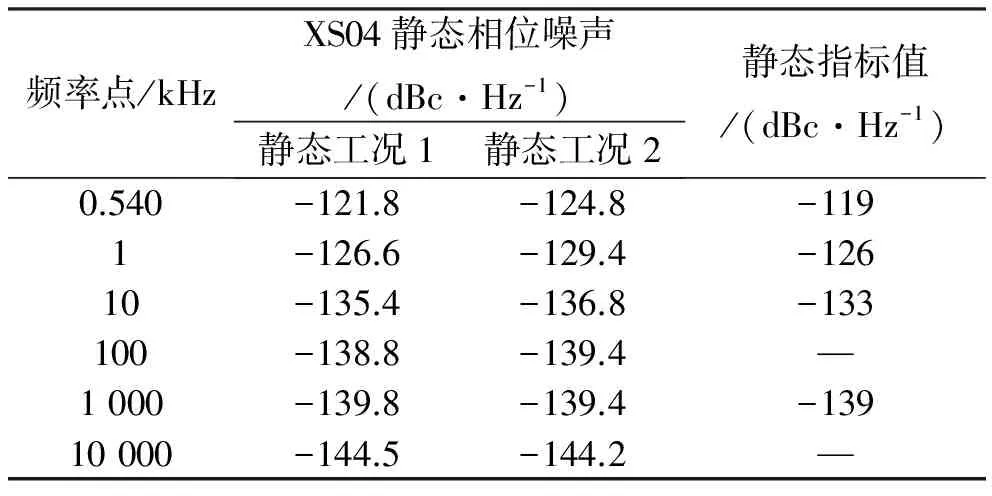
表1 静态工况下各个关注点处的相位噪声

表2 动态工况下各个关注点处的相位噪声
将静态工况1和静态工况2进行对比发现,在各关注点处这2种工况下的相位噪声变化很小。这种小范围的变化主要是由测试误差导致的,即这里可以认为增加延长线对本振参考源的相位噪声没有影响,在动态试验中可以不予考虑。将动态工况1与静态工况1下的相位噪声进行对比发现,相比于静态工况1,动态工况1下的相位噪声在频率点1 kHz处有明显的恶化。相比于动态工况1,在动态工况2、3、4下本振参考源的相位噪声没有发生太大的变化。这表明晶体振荡器本身、安装盒、晶体振荡器的连接线等对本振参考源的相位噪声恶化无影响,晶体振荡器的隔振措施非常好。
3 相位噪声敏感源分析
为了获取本振参考源系统的振动特性,在本振参考源与振动台上布置了10个加速度传感器。其中A1、A2、A3、A4号测试点位于本振参考源顶部的4个角点上;B1、B2、B3、B4号测试点位于安装底板4个隔振器附近;C1、C2号测试点位于振动台的扩展台上。
根据功率谱密度曲线算得的各测试点加速度均方根值见表3。在理论上,一个合格的安装夹具应与控制台面紧固在一起,不能明显地放大和减小振动。从表3可以看出,该安装夹具对振动有明显的放大作用,显然不符合要求。
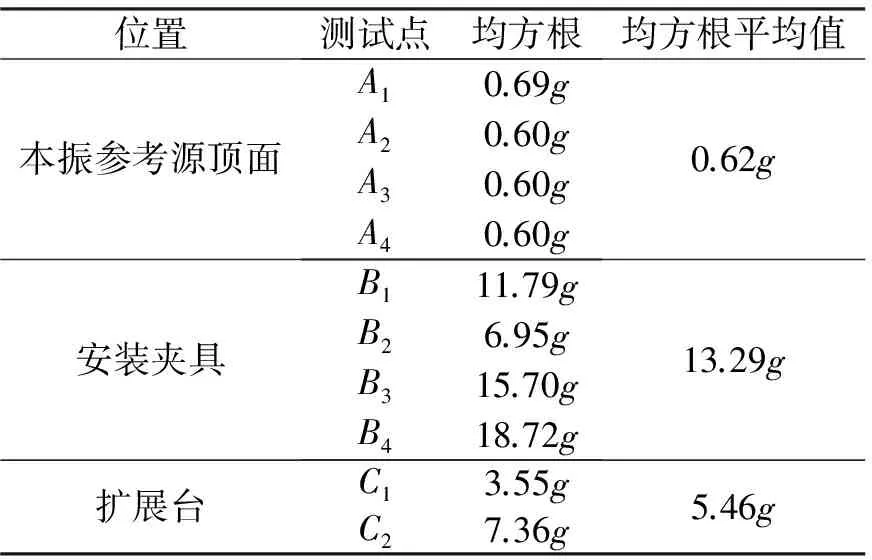
表3 动态工况1下各测试点的加速度均方根值
图2为动态工况1下振动台监控信号与功率谱曲线,这2处异常峰值频率正好与相位噪声测试中关注的频率点550 Hz和970 Hz非常接近,这将对本振参考源的相位噪声产生明显的影响。

图2 动态工况1下振动台监控信号与功率谱曲线
3.1底座安装夹具分析
为了探究安装夹具对相位噪声的影响,设置了动态工况5:在B4号点引入控制传感器,通过3点(B4号点和振动台扩展台上的2点C1和C2)平均控制来代替工况1的2点(振动台扩展台上的2点)平均控制驱动振动台。同时测试本振参考源的相位噪声和各测试点的功率谱曲线。
表4为工况5下各个测试点的加速度均方根值。由测试结果可知,在该状态下,安装夹具对振动的放大作用仍然很明显,但是相比于2点(振动台上的2点)平均控制时,放大作用有所减小。表5为动态工况5下各关注频率点的相位噪声值。从表5可知,各个频率关注点处的相位噪声值都达到了指标要求的结果。
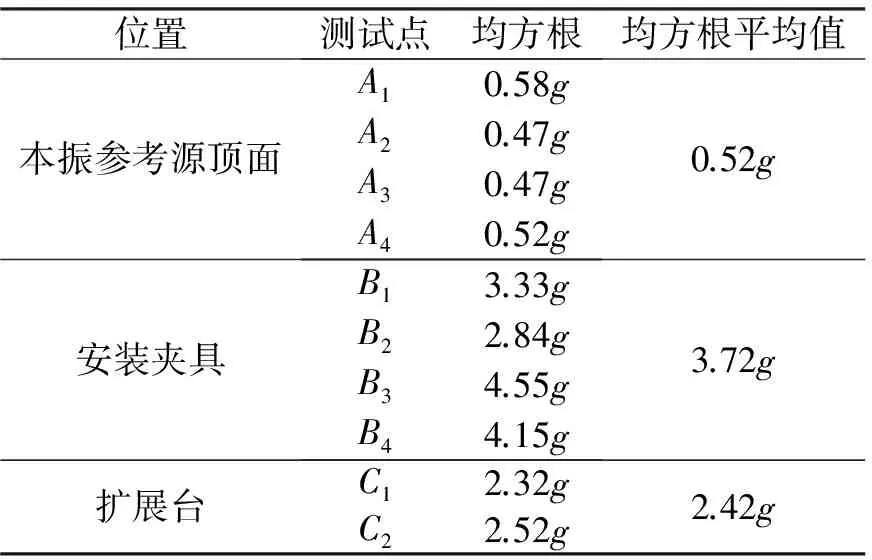
表4 动态工况5下各测试点的加速度均方根值
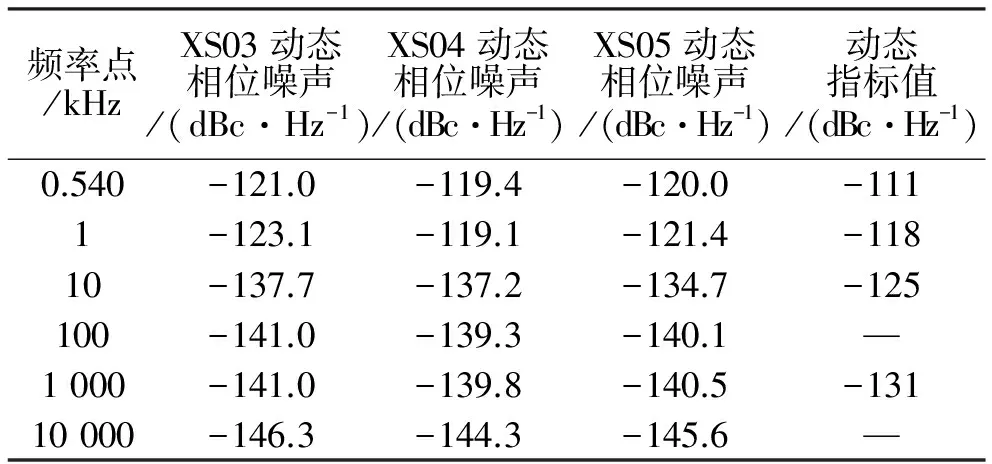
表5 动态工况5下各个关注点处的相位噪声值
3.2振动台扩展台分析
为了判断1 000 Hz处峰值产生的原因,在振动台连接扩展台和不连接扩展台这2种状态下进行了空台扫频测试,扫频范围为15 ~ 2 000 Hz。由测试结果可知,振动台连接扩展台时,在扫频范围内具有多阶峰值,且在550 Hz和970 Hz处峰值尤为明显;振动台不连接扩展台时,在1 700 Hz之后才开始逐渐出现第1阶。可见振动台在连接扩展台后,其频率特性发生了明显变化,根据本振参考源的测试条件和频率关注点的分布状态可以判断,这种状态下的振动台会极大地影响本振参考源的相位噪声。
4 改进措施
为了对本振参考源的相位噪声进行准确测试,根据上一节中的分析结果,做了如下改进,作为动态工况6:
1)以整块安装夹具代替2块分离的安装夹具,以增加安装夹具自身的刚度,并且在整块安装夹具上增加连接孔,以进一步增加安装夹具与振动台之间的连接刚度;
2)直接连接安装夹具与振动台动圈,以消除扩展台面在振动试验中对试验结果的影响。试验装置如图3所示。
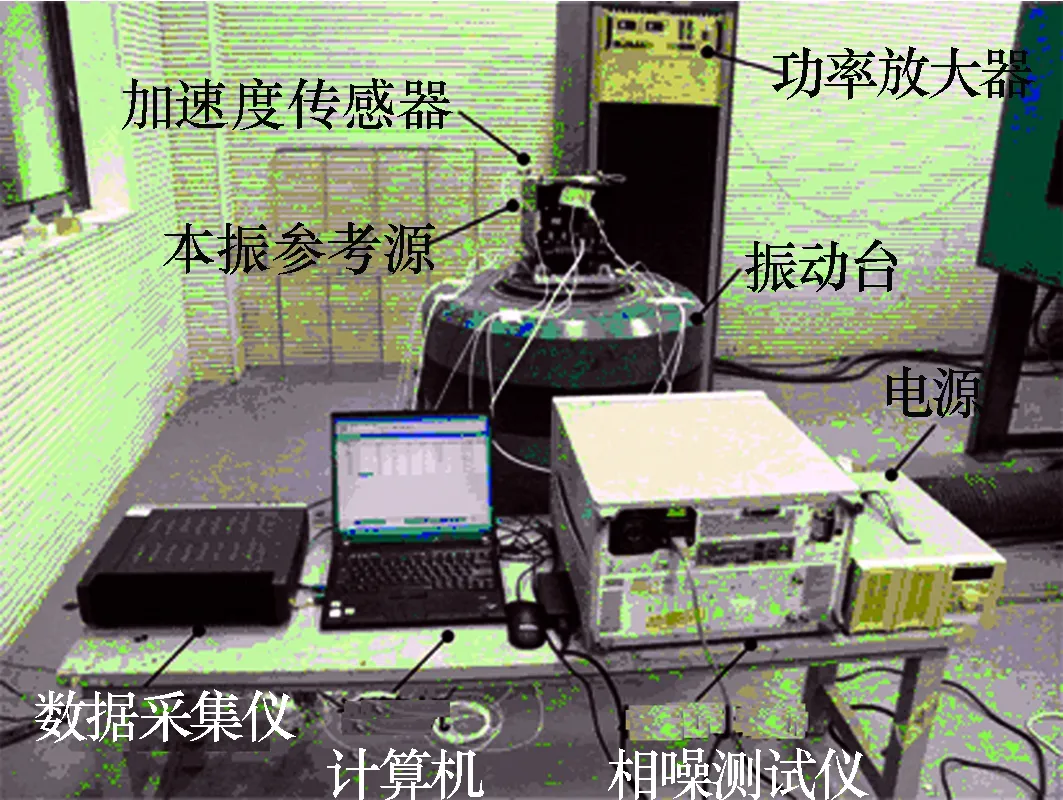
图3 试验装置
为了得到改进之后的振动台和安装夹具的特性,对仅仅安装有夹具的振动台进行空载扫频实验,测试结果如图4所示。从图4可知,在1 500 Hz之后才逐渐出现峰值,并且峰值频率都比较高,避开了相位噪声测试的关注点,适合进行本振参考源的相位噪声试验。

图4 安装夹具后振动台扫频曲线
对安装在改进后的夹具和振动台上的本振参考源的相位噪声进行了测试,测试结果见表6。从表6可知,各个关注点处的相位噪声均达到了指标要求。
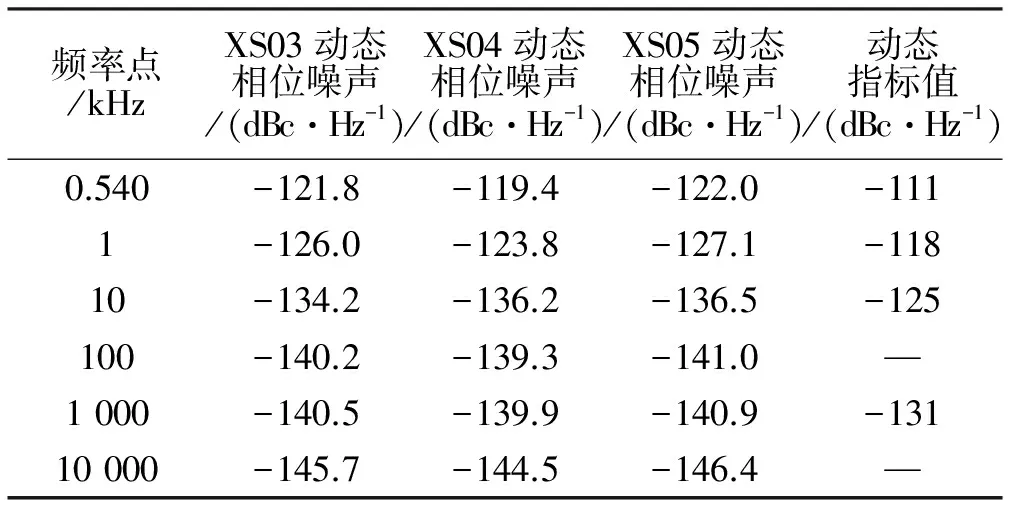
表6 动态工况6中各个关注点处相位噪声
5 结束语
本文通过设置合理的试验工况以及对试验数据的分析得出,本振参考源相位噪声恶化的主要原因为电缆的振动影响。对振动控制点个数的调整以及对振动台扫频试验数据的分析表明,安装夹具和扩展台的频率耦合导致了本振参考源相位噪声的恶化。通过调整试验方案,撤除振动台扩展台面,使本振参考源通过了机载平台条件下严酷的振动试验。该试验方案可为类似产品的振动试验设计提供参考。
[1] 高树廷, 刘洪升. 频率源综述[J]. 火控雷达技术, 2004, 33(1): 43-46.
[2] 赖一成. S波段低相位噪声参考源技术研究[D]. 成都:电子科技大学, 2013.
[3] 施荣明, 朱广荣,吴飒. GJB 150.16A—2009 军用装备试验室环境试验方法,第16部分:振动试验[S]. 北京:总装备部军标出版发行部, 2009.
[4] 李新帅, 张华国, 钟剑锋, 等. 某雷达模块的振动夹具设计[J]. 电子机械工程, 2014, 30(2): 23-25.
[5] 翟玮. 机载电子设备环境适应性设计[J]. 电子机械工程, 2012, 28 (5): 7-10.
雷 鸣 (1963-),男,高级工程师,主要从事机载雷达结构设计工作。
PhaseNoiseExperimentofLocalOscillatorinanAirborneRadar
LEIMing
(The38thResearchInstituteofCETC,Hefei230088,China)
With complication of battle environment and improvement of operational performance, environmental adaptability requirement of the airborne electronic equipment is increasing. The phase noise of a local oscillator can′t meet the requirement in the function test. This problem is analyzed in detail by test in this paper. Comparison of the test results shows that the phase noise degradation has nothing to do with vibration of the crystal oscillator itself and its connecting cables. Instead, it results from the unreasonable design of the fixture and the extended table of the vibration table. The design of the fixture and the extended table is also improved in this paper. The test results after improvement show that the phase noise of the local oscillator meets the requirement and the improvement is effective.
local oscillator; phase noise; crystal oscillator; function test
2015-04-30
TN752
:A
:1008-5300(2015)04-0012-03
猜你喜欢
水泥工程(2022年2期)2022-08-22
军民两用技术与产品(2022年1期)2022-06-01
哈尔滨工业大学学报(2022年5期)2022-04-19
哈尔滨轴承(2021年4期)2021-03-08
上海大学学报(自然科学版)(2020年4期)2020-05-24
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
振动工程学报(2015年1期)2015-03-01
噪声与振动控制(2015年4期)2015-01-01
组合机床与自动化加工技术(2014年12期)2014-03-01
