
基于参数模糊自整定的静电涂油机电气系统的设计
2015-07-11 06:11:46刘振潘炼田中捷杜然珑王玥
电气传动 2015年7期
刘振,潘炼,田中捷,杜然珑,王玥
(1.武汉科技大学信息科学与工程学院,湖北武汉430081;2.天津电气科学研究院有限公司,天津300180)
静电涂油机是冷轧薄板生产线的重要设备,并且广泛应用在退火、酸洗、拉矫、镀锌、纵切、横切等机组上。静电涂油机在高压静电的作用下,使液体防锈油均匀地吸附在金属板带材表面上。而其低压电气控制系统的性能将对薄板生产处理线的整体作业质量产生重要影响。根据现场的实际工艺要求,金属板带材表面的涂油量应在300~2 000 mg/m2的范围内变化,而且在设定好涂油量的情况下,应使其保持一种稳恒的涂油状态和涂油规格[1]。
在此之前,静电涂油机的调速驱动装置一般都采用直流电动机,但直流电动机结构复杂,体积庞大,维护困难。当今随着人们对功率电子器件研究的不断深入,异步电动机的变频调速技术已相当成熟,能达到与直流电动机调速相当的水平,并且它具有体积小巧,维护方便,故障发生率低等优点,该技术越来越受到人们的重视。
将这项发展较为成熟的技术引入到静电涂油机的电气控制系统中,通过变频装置输出的可变电源电压和电源频率来调节变频电机的实时转速,从而满足薄板生产处理线对不同涂油量的要求。改进之后的控制系统由测速装置间接地检测出计量泵的流量,经运算得出涂油量误差,再经微分运算,得出涂油量误差变化率,两者一并反馈给核心控制器,然后由核心控制器采取模糊PID 控制算法进行模糊控制,最终形成闭环实时控制系统[2-5]。
1 系统设计及组成
1.1 模糊控制系统的概述
在以往的自动控制理论中,控制系统的分析是和精确的数学模型分不开的。但往往在实际的现场生产过程中,由于被控对象的非线性、参数间的强耦合、外部不可控的干扰以及错综复杂的内在机理等因素,都会使得被控对象数学模型的建立变得异常困难或者根本不可能直接建立。
传统的控制方法对于那些不能直接获得精确数学模型的控制系统,往往难以取得令人满意的控制效果。模糊控制是基于人类易于理解的自然语言来对系统进行描述与刻画的,它可以建立在专家经验的基础上,是一种具有人工智能的控制系统。模糊控制根据已经积累的熟练操作人员的经验来构造模糊化的语言规则,运用模糊数学和模糊逻辑学,通过模糊逻辑推理,实现对非线性系统的控制[6]。
1.2 静电涂油机电气控制系统的组成
该电气控制系统是由上位机,可编程控制器以及各类现场应用设备组成的。上位机选用西门子WinCC软件来实现监控,可编程控制器选用西门子的S7-300 PLC,现场应用设备包括交流异步电动机调速系统、温度设定系统、液位监控系统、高压监控系统和操作台。WinCC与PLC的通讯采用工业以太网方式,PLC与现场设备的通讯采用Profibus-DP 现场总线方式。PLC 是整个控制系统的核心,它负责整个系统的正常运行并实现模糊PID 控制算法;交流异步电动机调速系统根据变频设备输出的可变电源电压和电源频率来调整变频电机的实时转速,进而驱动相关的泵类装置给出适宜的供油量;温度设定系统可以对各类油箱中的油温进行不同温度的设定;液位监控系统可以随时监控油箱中的液位高度,并连通液位报警线路,防止油液的溢出;高压监控系统连通高压报警线路,当高压变压器发生漏电事故,可以自动切断上下刀梁的高压供电。操作台面板上安置有触摸屏,触摸屏画面上设有涂油量设定、高压电压值设定等基本参数设定,触摸屏下方装有各种常用的操作按钮。静电涂油机的基本组成如图1所示。
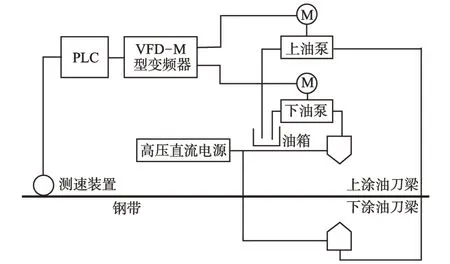
图1 静电涂油机的基本组成结构图Fig.1 Structure diagram of electrostatic oiler basic components
该静电涂油机的实际涂油量PV(mg/m2)可用下式表示:

式中:ρ为油比重,ρ=0.9 g/ml;n为计量泵转速,r/min;l为计量泵的流量规格,在本系统中,选用的是1.25 ml/r 的计量泵;v为钢带运行速度,m/min;w为带宽,m。
2 用模糊控制器调节PID 控制器的参数
2.1 PID模糊控制器
在现场的实际应用中,只利用模糊控制器作为唯一的控制机构,往往不能达到受控对象的所有预期指标,所以一个完整的模糊控制系统还需要某种传统的控制器作为补充,而采用能够对系统动态过渡过程进行快速处理的PID控制器便是一种较好的选择。
在通常情况下,PID 控制算法的各项常量系数是固定不变的,但如果想要使其能够搭配模糊控制器对复杂的非线性系统进行控制,就需要对其算法的各项相关系数进行适宜的实时调整,这项调整的关键任务便由模糊控制器来实现。
由计算机实现PID 控制算法,其离散PID 控制规律是
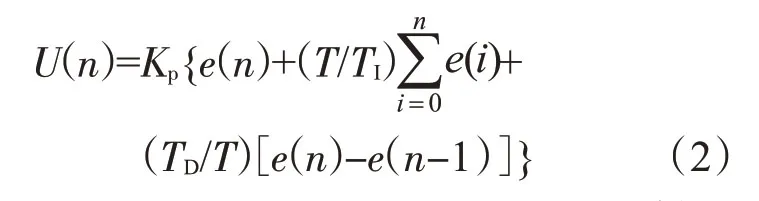
式中:U(n),e(n)分别为第n个采样时刻的控制器控制量和偏差量;T 为采样周期;TI,TD分别为积分和微分时间常数;Kp为比例增益。
由式(2)可以得到控制器输出第n 个和第n-1 个周期控制量之间的增量为
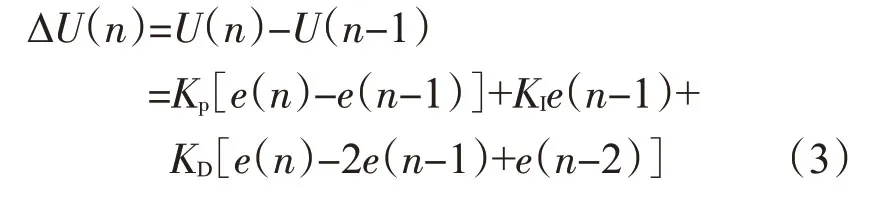
式中:KI为积分系数,KI=KpT/TI;KD为微分系数,KD=KpTD/T。
这是一个增量式,它只与前n次采样值有关,计算量少而实时性强。利用模糊控制对PID控制器的这3 个系数进行调整,便完善了PID 控制器的自适应性能。
2.2 量化因子及比例因子的作用
模糊控制器的输入必须经过模糊化才能适用于模糊控制器的求解,量化因子的主要作用就是将确定的输入量转换成一个模糊矢量。
在静电涂油机的液压供油系统中涂油量的偏差e的物理论域为e=[-60,+60]mg/m2,其模糊论域为n1=[-6,+6],则定义偏差e的量化因子Ke=6/60=0.1。同理,偏差变化率ec的物理论域为ec=[-5,+5]mg/(m2·s-1),其模糊论域为n2=[-5,+5],则定义偏差变化率ec的量化因子Kc=5/5=1。在输入量的实际论域发生变化后,只需调整相应输入量的量化因子便能够使其经模糊化后依然适用于之前的模糊论域,这样就使模糊控制器内部的重要模块结构未发生改变。
对于那些由模糊逻辑推理所得到的模糊值,是不能直接用来作用于被控对象的,比例因子的主要作用就是将这些模糊量转化为一个个可以被执行机构所能接受的精确量。定义模糊控制器的3个输出变量的比例因子Ku=2。
2.3 调节PID控制器3个参数的模糊规则
模糊控制规则是模糊控制器设计的重要内容,它在经操作人员归纳总结后一般以表格的形式呈现。模糊控制规则的建立是基于现场人员的实际操作经验归纳总结得出。
在静电涂油机的模糊控制器中,用ΔKP表示对系统PID 控制器原来设计参数KP的修正值。系统每隔10 s进行1次采样,将涂油量的偏差e和偏差变化率ec模糊化后分别用符号E,Ec表示,设输出模糊量为ΔKP,偏差e 的模糊分布用8 个模糊子集涵盖,分别为负大(NL)、负中(NM)、负小(NS)、负零(NO)、正零(PO)、正小(PS)、正中(PM)、正大(PL);偏差变化率ec和ΔKP的模糊分布均用7 个模糊子集涵盖,分别为负大(NL)、负中(NM)、负小(NS)、零(ZO)、正小(PS)、正中(PM)、正大(PL)。根据操作经验总结出的模糊规则如表1所示。
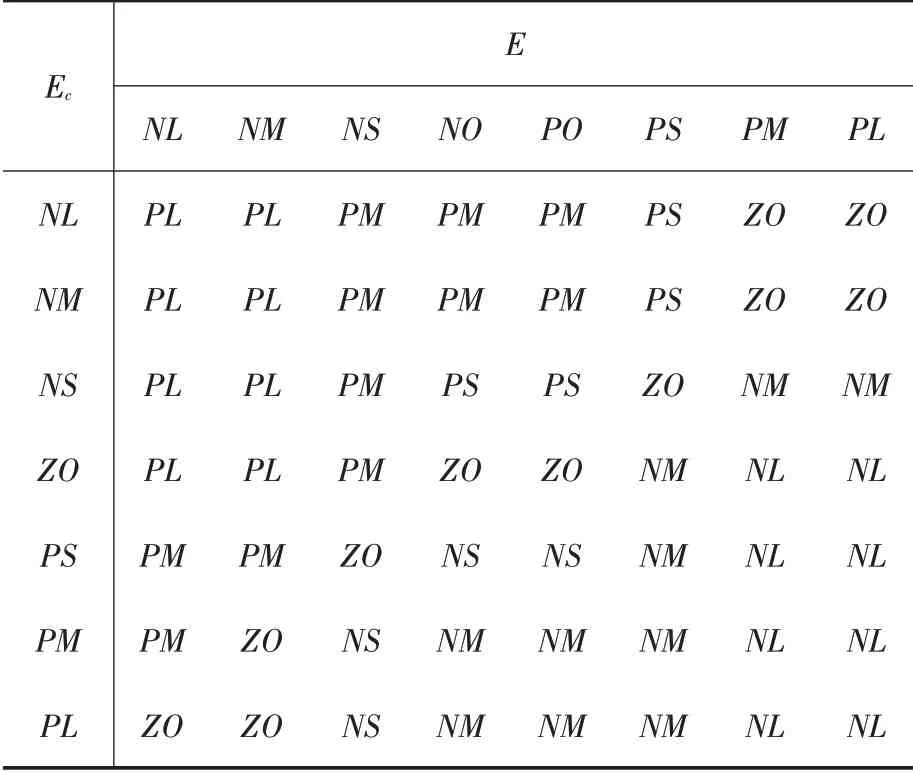
表1 调节ΔKP的模糊控制规则Tab.1 The fuzzy control rule of ΔKP
同理,可以依次总结出调节ΔKI和ΔKD的模糊规则,如表2、表3 所示。控制系统待调整的3 个系数实际所取的终值分别是KP+ΔKP,KI+ΔKI,KD+ΔKD。其中PID 调节器的参数初始值KP0,KI0,KD0可通过常规整定方法得到,本系统中KP0=2,KI0=0,KD0=4。
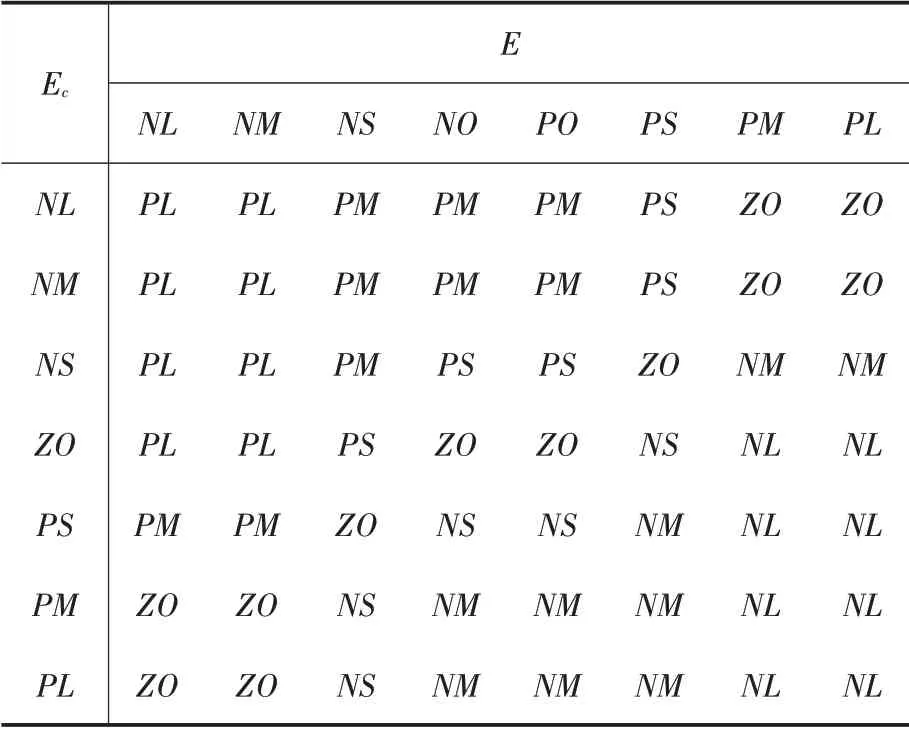
表2 调节ΔKI的模糊控制规则Tab.2 The fuzzy control rule of ΔKI
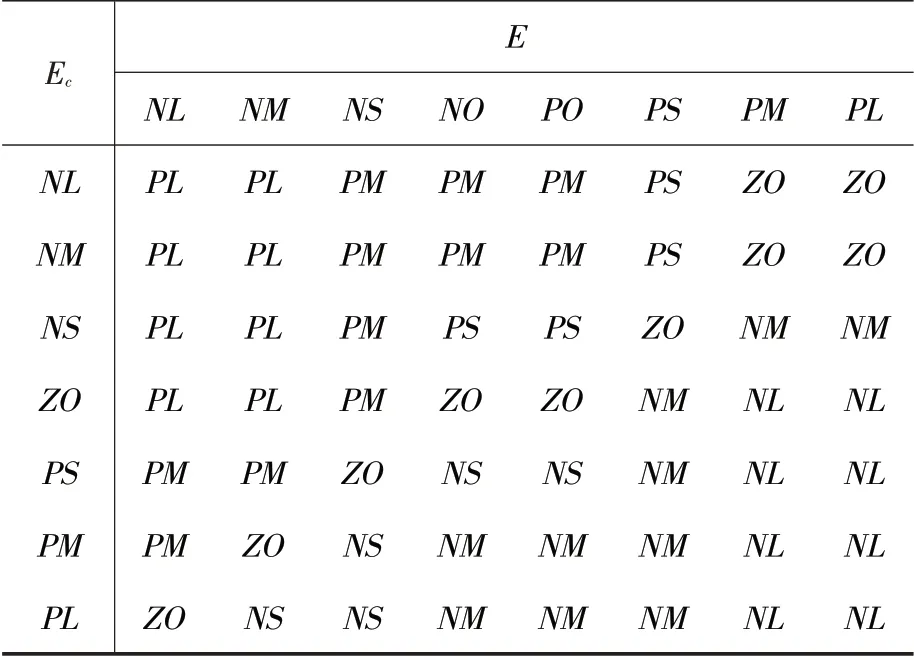
表3 调节ΔKD的模糊控制规则Tab.3 The fuzzy control rule of ΔKD
2.4 调节PID控制器3个参数的模糊控制器
根据上述控制规则,可以设计1 个模糊控制器,它和PID 控制器的连接如图2 所示。由图2 可以看出,PID 控制器的参数就是模糊控制器的输出,PID 控制器的输出就是整个控制器的输出。
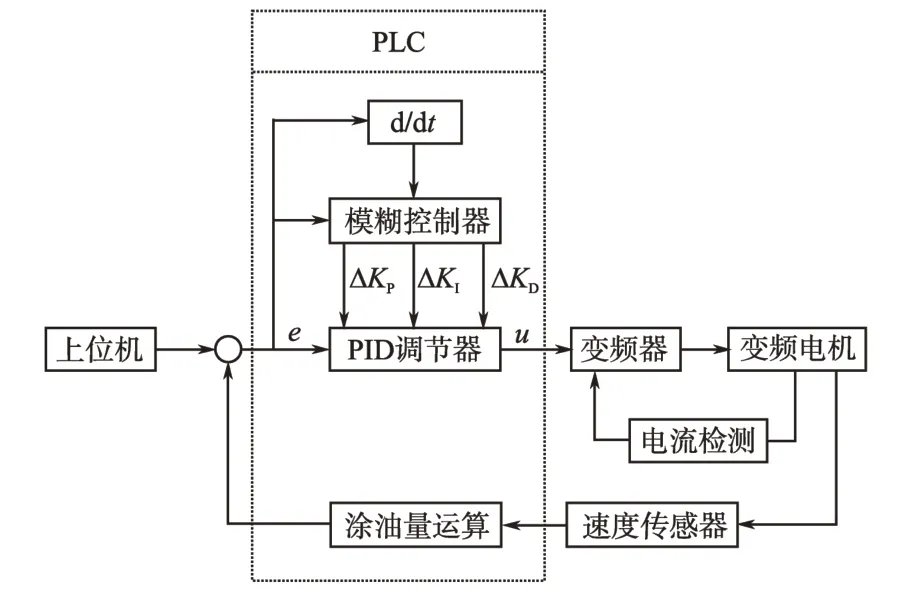
图2 模糊PID控制系统的结构原理图Fig.2 Block diagram of fuzzy PID control system
可以看出,核心控制单元PLC根据现场操作人员手动设定的涂油量与通过测速装置的反馈信号经涂油量运算后得到的实际涂油量,便可得到涂油量的偏差e和偏差变化率ec,由此再经过PLC内部的模糊PID 运算,便可将DC 0~10 V 的模拟量信号输出到变频器控制回路主频率输入的AVI端子,用以调节驱动计量泵的交流异步电动机,从而达到实时控制的目的。
3 提高控制系统实际应用效果的方法
为提高静电涂油机的现场喷涂效果,可以从以下几个方面加以考虑。
1)双精度过滤器的选择。考虑到在实际生产应用中厂方会根据自身情况,选用不同质量规格的防锈油。为了避免发生油液的堵塞,双精度过滤器安装有旁路连通装置,启用该装置可以使油液通过该通道进行初步的过滤,保障了过滤系统的正常可靠工作。
2)高压直流电源的良好接地。高压直流电源系统接地极应接至主电室专用接地极上,接地电阻≤1 Ω。
3)适宜油温的设定。根据现场实际应用的经验,供油箱温度设定值宜为40 ℃,加热油箱温度设定值宜为45 ℃。
4 结论
本文根据PID 控制和模糊控制的优缺点,在原本不太适用于PID 控制的非线性电气控制系统中,运用了模糊控制理论的参数修正,这样就使适用于线性控制系统的PID 控制理论依然派上了用场。在邯郸卓立精细板材有限公司的拉矫机组上,应用了该新型电气控制系统,其中涂油宽度为1.5 m,机组生产速度为180 m/min,当根据工艺要求将涂油量设定为300 mg/m2时,实际涂油量为303 mg/m2,驱动计量泵的交流变频电机的实际转速为73 r/min。正常生产过程中的涂油量误差不超过±5%。其中,由于计量泵内部的柱塞和柱塞套在长期使用后会出现间隙过大的问题,所以不可避免地造成计量泵在供油作业时出现误差。大量试验验证了基于参数模糊自整定的静电涂油机电气控制系统,具有良好的应用前景。
[1]田中捷,乔沙林.板带涂油机的发展与应用及国产静电涂油机的研制[J].机电一体化,1997,2(1):37-39.
[2]彭天好.VVVF技术在液压调速系统中的应用研究[J].机床与液压,2001,19(4):13-15.
[3]高全杰.静电涂油机液压系统设计与分析[J].湖北工学院学报,2002,6(2):155-157.
[4]朱庆民.静电涂油机的应用及改进[J].上海应用技术学院学报,2002,2(4):286-290.
[5]李佳.模糊自整定PID控制在过热气温控制系统中的研究与应用[D].哈尔滨:哈尔滨理工大学,2012.
[6]石辛民,郝整清.模糊控制及其MATLAB 仿真[M].北京:清华大学出版社,2008.
猜你喜欢
宝钢技术(2022年1期)2023-01-14 19:20:12
纺织报告(2022年6期)2022-07-18 07:06:56
河北工业科技(2021年1期)2021-12-23 05:45:06
实验与分析(2021年1期)2021-11-25 11:17:24
冶金设备(2021年2期)2021-07-21 08:44:24
实验与分析(2021年2期)2021-07-14 07:07:26
电子制作(2018年8期)2018-06-26 06:43:08
化工设计通讯(2017年8期)2017-03-03 06:11:28
西南交通大学学报(2016年3期)2016-06-15 20:29:35
电子制作(2016年21期)2016-05-17 03:53:01
