
绿色制造技术在工程机械的研究应用
2015-07-10 12:32蒙秋红谭明锋
建筑机械化 2015年1期
谢 萍,蒙秋红,谭明锋
(广西柳工机械股份有限公司,广西 柳州 545007)
绿色制造技术在工程机械的研究应用
谢 萍,蒙秋红,谭明锋
(广西柳工机械股份有限公司,广西 柳州 545007)
绿色制造是未来工程机械的重要发展方向,也是人类社会可持续发展的重要因素之一。本文简要阐述了绿色工程机械制造技术的概念及其具体内容,并基于绿色制造技术的内涵着重讨论两项成熟的、已经在工程机械成功应用的绿色制造技术和先进材料,即粉末涂装技术和非调质钢的应用。
工程机械;绿色制造技术;粉末涂装;非调质钢
工程机械作为制造业的重要组成部分,其制造方式的进步对发展绿色循环经济,降低资源能源消耗、减少“三废”排放,降低对生态环境的影响起着重要的推动作用。当前工程机械的许多制造环节仍存在大量的污染和浪费,例如热处理调质中使用的淬火油液、涂装前处理采用的酸洗磷化液,油漆中的重金属和“三苯”含量、电镀液中含致癌物质的六价铬等都对环境造成污染。因此大力发展工程机械绿色制造技术,减少加工过程对环境的影响,在降低能源和资源消耗的同时提高产品的质量,降低产品的成本,最终实现人类可持续发展,已成为工程机械企业责无旁贷的努力方向。本文基于绿色制造的理念,从技术制造层面探讨工程机械在产品加工过程中如何通过技术改造、新材料和新设备引进等途径最大限度地实现生产过程中的绿色制造和清洁生产。
1 绿色制造技术
目前关于绿色制造技术的定义有很多[1~7],通俗地讲,就是在保证产品基本功能、满足质量要求和目标成本的前提下,全面考虑环境影响和资源利用率的先进制造模式。它与传统制造技术的最大区别在于,使产品从概念设计、加工制造、服役使用到报废后处理整个生命周期内不产生环境污染或污染最小化,符合环保要求,对生态环境无害或危害极少,节约资源和能源,提高综合利用效率。
工程机械普遍存在着重、大、笨、粗的现象,制造过程周期长、成型工艺复杂、生产资料种类繁多、制造系统对环境污染大、退役后回收困难等问题。在实际应用中应根据制造系统的具体情况,尽量研究和采用物料与能源消耗少、废弃物少、噪声低和振动小、对环境污染小的技术方案和技术路线,工程机械实现绿色制造的途径主要有以下3种。
1)节约资源型制造技术 通过在生产过程中优化制造系统组成,节省原材料消耗,并提高资源综合利用率。例如,涂装时尽可能采用粉末涂装或电泳涂装,提高油漆的利用率;再制造时可采用表面修复技术,使局部损伤重新恢复功能,避免整体废弃,实现高效利用。
2)降低能耗型制造技术 尽量减少整个加工过程中的能源消耗。热处理是能耗较大的工序之一,采用非调质钢,减少了调质处理工序,可大幅度降低能耗,同时也提高了生产效率。
3)环境保护型制造技术 通过一定技术把生产过程中对环境和操作者有影响或危害的物质尽可能减少或完全消除。如在涂装过程中,采用粉末涂装可大幅度降低油漆中“三苯”和重金属含量,有利于工人身体健康;采用非调质钢,取消调质工序,减少油淬火油液、废气的排放,降低液体对自然环境的污染。
贯彻国家“发展循环经济、建设节约型社会”的战略决策,进行绿色产品的制造,并将绿色制造理念融入到产品设计之中,设计出更具节能减排、降噪环保的产品,同时更应关注从下料、机加、焊接、热处理、铸造到装配、涂装等制造过程中产生的对环境不利因素,采用“四新技术”(新技术、新材料、新工艺、新设备)将其影响降到最低,真正做到清洁生产。以下重点介绍2项成熟的、已经获得工业应用的绿色制造和新材料技术。
2 粉末涂装技术及应用
粉末涂装技术属于先进的涂装技术之一,粉末涂装的成膜质量好、投资和运行成本低。此外,粉末涂料是一种新型的不含溶剂、100%固体粉末状涂料,粉末利用可达95%以上,不产生废气、废水和废渣,是环境友好的绿色制造技术[8]。目前在家电电器行业、汽车行业、重型卡车行业等应用均比较普遍,但在工程机械行业应用较少。
2.1 喷涂原理
粉末涂装一般采用静电喷涂,粉末在静电场的作用下吸附到工件上,形成较厚的粉末层,喷涂过程中的落下的粉末经回收系统回收后,可重新用于喷涂,几乎没有浪费,然后在180~200℃温度烘烤,使粉末熔溶固化即可得到完好的涂层[8]。粉末涂装技术如图1所示。
2.2 技术特点
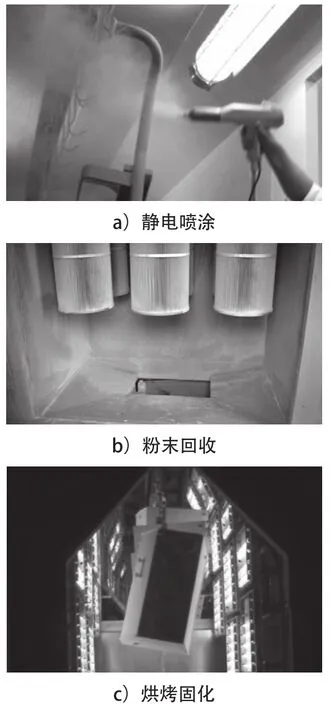
图1 粉末涂装技术
粉末涂料是一次性施工,无需底涂,即可得到足够厚度的涂膜,生产效率高。涂层致密均匀、结合力好、抗冲击强度高和韧性好,边缘覆盖率高,具有优良的耐老化性能和耐盐雾性能。此外,设备占用场地小,不消耗水资源,无需大型送排风机,不产生废气。粉末涂料与溶剂型涂料的制造特点比较如表1所示。
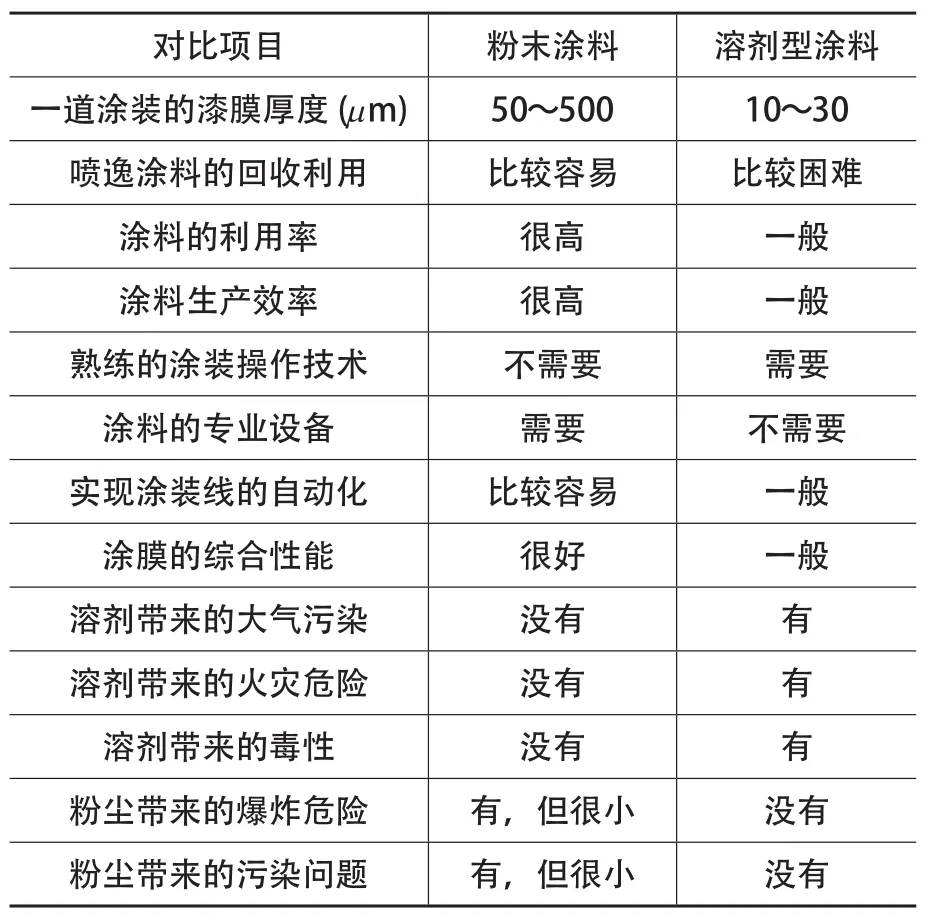
表1 粉末涂料与溶剂型涂料的特点比较
2.3 粉末涂装在工程机械的应用
工程机械零部件种类繁多、结构复杂、板厚不均一,就涂装而言,一般分为薄板件涂装、结构件涂装和小件涂装。目前粉末涂装技术主要成熟应用在薄板件涂装和小件涂装上,包括驾驶室、扶梯、钢管、油箱等。涂装后表面漆膜丰满度好、光泽度好、硬度和厚度高、抗划伤性能高,对粗糙不平的表面有良好的覆盖性,解决了原喷漆工艺中刮腻子及打磨所需的大量工艺时间,为整车不涂漆打下良好的基础。
相比于薄板件和小件涂装,粉末喷涂应用在结构件上的案例相对较少,主要原因是结构复杂和板厚不一导致烘烤不均匀,能耗较大,综合运行成本较高。但通过技术改造,如采用远红外烘烤技术何燃气辐射加热技术可有效解决厚板吸热量大、升温困难问题,可直接加热厚板上的粉末层,使粉末熔化和固化,形成良好的涂膜。目前应用粉末涂装技术的结构件主要包括:挖掘机动臂涂装线、叉车的车架、门架和装载机摇臂、油箱、扶梯及管路等[9]。
2.4 粉末涂装效果
1)降低原辅材料消耗,提高材料利用率 粉末涂装采用粉末涂料进行一次喷涂技术,代替油漆(底、面漆),同样可以得到满足性能要求的涂膜;粉末涂料可以回收利用,其利用率可达95%以上,而喷漆过程的油漆,其利用率一般是30%~50%,管子的油漆利用率更是低于15%,因此粉末涂装在成本上更为节约。图2给出了某工程机械厂油漆与粉末涂料年用量的对比数据[10],从图中明显看出,无论是喷涂管子、油箱或结构件,粉末的喷涂消耗量都远远低于油漆用量。
2)减少废弃物排放 粉末涂料是一种新型的不含有机溶剂、100%固体的粉末状涂料,采用多级过滤即可把超细粉过滤,达到环保排放要求,不存在废气、废渣、废水的排放。表2给出了某工程机械厂采用喷粉新技术后,油漆“三废”的减少量和成本降低量。
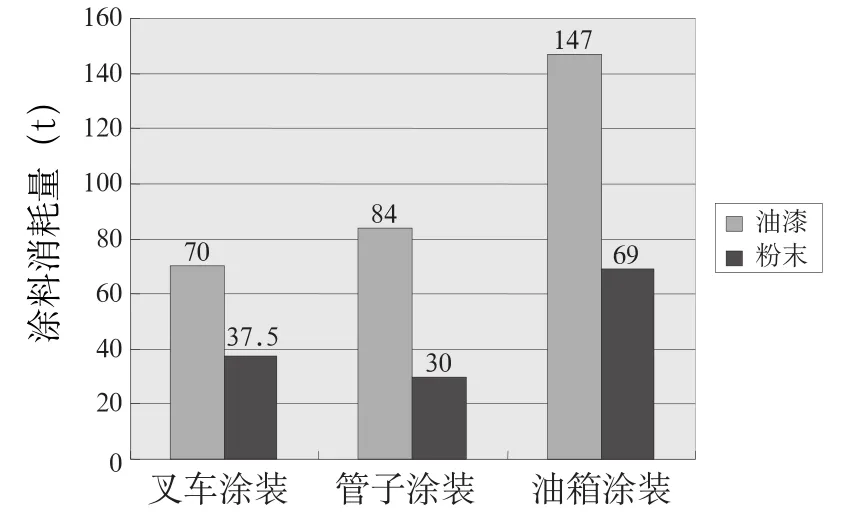
图2 油漆与粉末涂料年用量对比

表2 采用喷粉新技术后油漆“三废”的减少量
3)有益于职业健康 粉末喷涂借助空气作分散介质及溶剂,完全不含原喷漆制造中的涂料含有的苯、甲苯、二甲苯等对人体白细胞明显伤害的有害物质,大大有利于工人的职业健康保护。
4)能源消耗 粉末涂装与油漆涂装相比,减少了水池用水,减少了溶剂的使用,减少了油漆渣的产生,环境效果良好。
总的来说,粉末涂装技术作为一种新型的环保技术是绿色制造技术的关键技术之一,在工程机械行业的使用虽然才刚刚起步,但已经取得了良好的效果和成熟应用。
3 非调质钢在绿色制造中的应用
工程机械重要的零件长期以来采用调质钢经调质处理制造,生产能耗大、周期长,产品成本高、质量离散度大,同时调质生产中产生三废,对环境造成污染。
半轴、活塞杆、销轴等零件是工程机械中重要的工作零部件,国内工程企业包括柳工在内,仍普遍采用传统材料经调质处理生产,整个生产过程高能耗、高污染和低效能。制造技术层次对照汽车行业已处于落后态势,同时也不符合发展绿色、低碳经济的时代新要求。随着工程机械行业的发展和生产规模的不断扩大,工程机械产品采用非调质钢制造,取消制造过程中的调质工序以降低能耗和成本,已成为提升工程机械产品制造技术水平、稳定质量的一个重要研究方向。以下以半轴为例介绍非调质钢零件的开发应用。
3.1 非调质钢半轴设计选材
非调质钢是通过添加微量的V、Ti、Nb等元素,主要通过基体组织上弥散析出细微的碳化物及碳氮化物等来调整钢材的机械性能[11],采用锻后控制锻、轧后冷却方式,获得强化组织优化及分布,提高钢材的整体综合机械性能,各项机械性能与调质钢调质后相当。
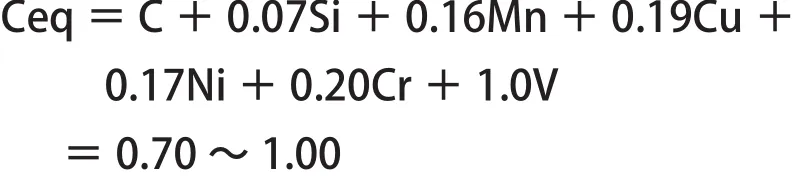
工程机械半轴主要承半轴是传动机构中非常重要的承力零件,采用悬浮式支撑结构,运转中主要承受纯扭矩作用,此外在工作中承受间断性冲击载荷。表层承受扭转应力最大,心部扭转应力为零。零件需要具备足够的强度、韧性;良好的抗疲劳性能。一般需要经过表面淬火处理获得一定的淬硬层。设计材料具备足够的淬透性,同时为降低淬火裂纹敏感性,其碳当量Ceq控制范围如下。
3.2 非调质钢半轴制造流程
图3给出了调质钢和非调质钢加工半轴的工艺流程对比,从制造流程可以看出,采用非调质钢加工零件,减少了调质处理工序,提高了生产效率,缩短了近30%生产周期;同时不存在由于调质过程产生的变形、开裂及组织缺陷质量问题。更为重要的是采用新材料后,可减少调质生产的环境污染,包括淬火油液、废气的排放,更节能环保。
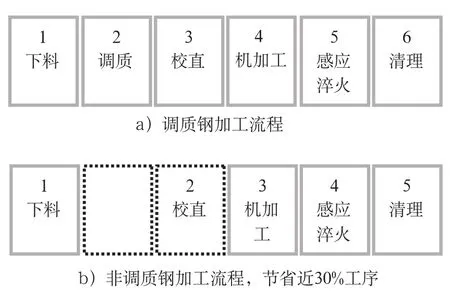
图3 调质钢和非调质钢加工半轴流程对比
3.3 非调质钢半轴开发应用
非调质钢半轴开发内容包括半轴机加工及热处理制造试验、CAE静扭强度与疲劳强度分析、非调质钢半轴试验室静态和动态台架疲劳寿命对比性试验、装机跟踪试验等。
装载机半轴属于大长径比的细长轴类零件,其在传统调质工艺淬火时易发生弯曲变形、开裂等缺陷,调质质量控制难度较大。在使用过程中,常因调质质量不达标而造成产品早期失效。通过适当调整钢中碳、硅、锰和钒等元素的含量,开发了一种半轴用非调质钢,加工过程中进行中频感应淬火,取消其它热处理。与20CrMnTi半轴(正火+渗碳淬火+回火)和40Cr半轴(调质+中频感应淬火)相比,非调质钢半轴具有更佳的淬透性,能获得更大的表面硬化层深度[12~13]。
图4给出了调质钢40Cr和非调质钢半轴材料的淬透性对比,从图中可以看出,非调质钢由于添加Cr和B元素,提高非调质钢的淬透性,在相同工艺参数下,可以在后续的中频感应淬火中稳定地获得更大的马氏体硬化层深度,见图5。

图4 调质钢40Cr与非调质钢淬透性曲线
非调质钢表面感应淬火后得到有效硬化层深度为7~10mm,组织是非常细致的淬火马氏体组织,见图6。
半轴静扭强度试验依据汽车半轴技术条件,在最大加载扭矩为60 000Nm的静扭试验机上进行,静扭强度试验结果见表3。
对非调质钢半轴的静扭断口进行微观形貌分析,见图7。图7a显示断口起伏较小,有明显的纹线,纹线从表面向内发散;图7b为断口距表层8mm处形貌,显示为解理断裂;图7c显示心部为沿晶断裂。
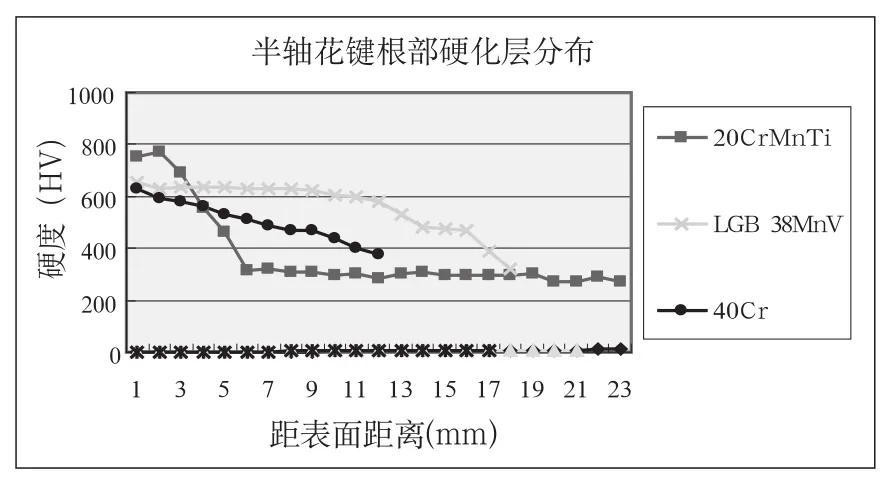
图5 三种材料半轴热处理后硬度分布对比
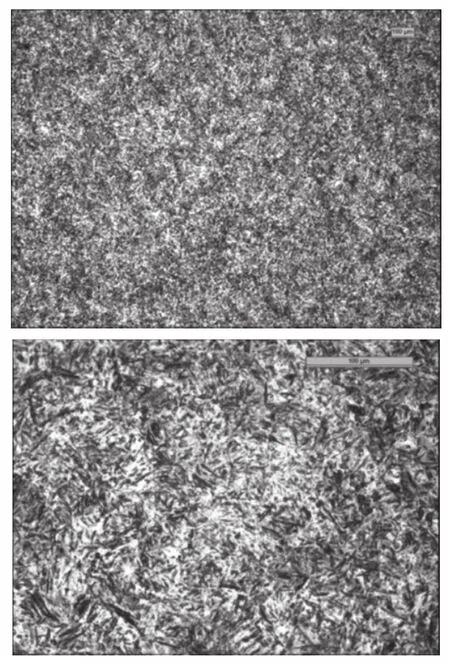
图6 非调质钢半轴表层淬火组织

表3 三种材料静扭试验结果
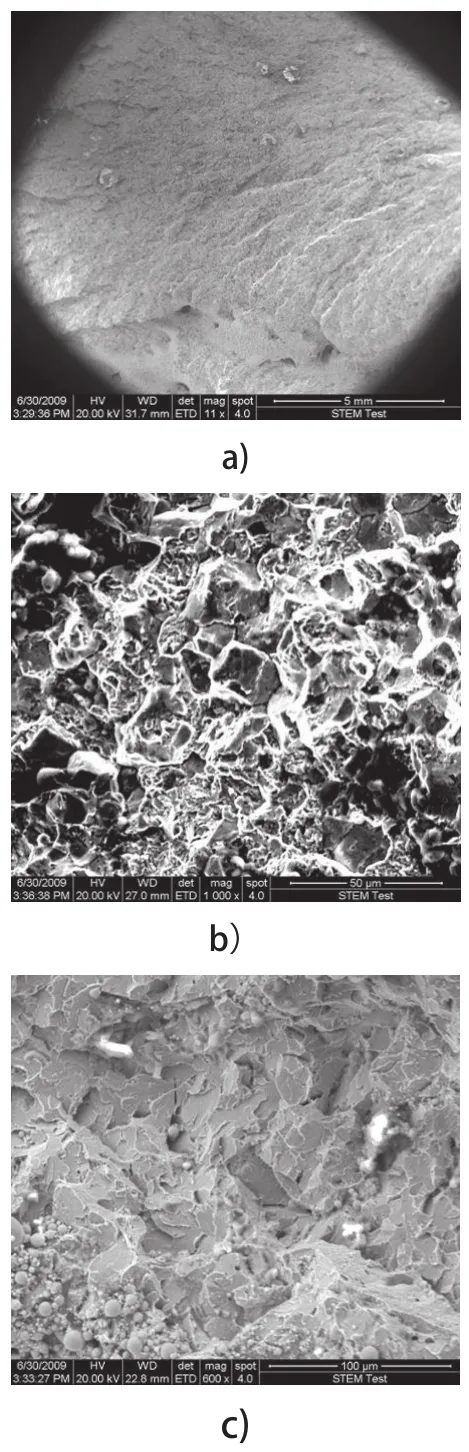
图7 非调质钢半轴静扭断口SEM照片
疲劳试验结果显示20CrMnTi、40Cr、非调质钢制造的装载机半轴加载12 000Nm经30万次疲劳后均完好。20CrMnTi半轴提高载荷到16 000Nm疲劳寿命平均为12.8万次,40Cr和非调质钢半轴提高载荷到22 000Nm经过45万次完好。
3.4 非调质钢使用效果
表4给出了工程机械某产品非调质钢使用情况。未使用非调质钢前,每吨调质耗电约750kWh,调质件每年约18 730t,每年需在调质工序耗电1 400万kWh。使用调质钢减少调质工序后,每年节约用电约247万kWh。
此外,取消调质工艺,减少了产品因热处理造成的质量缺陷损失,零部件质量的可控性和稳定性增强,同时可节约大量能源,减少废气、废水的排放,并缩短制造周期,降低产品制造成本。根据已装机的超过4万根非调质钢半轴的用户跟踪信息,最长工作时间超过10 000h,均未发生失效[14]。试验和应用结果表明,非调质钢替代调质钢制造工程机械半轴是完全可行和可靠的。
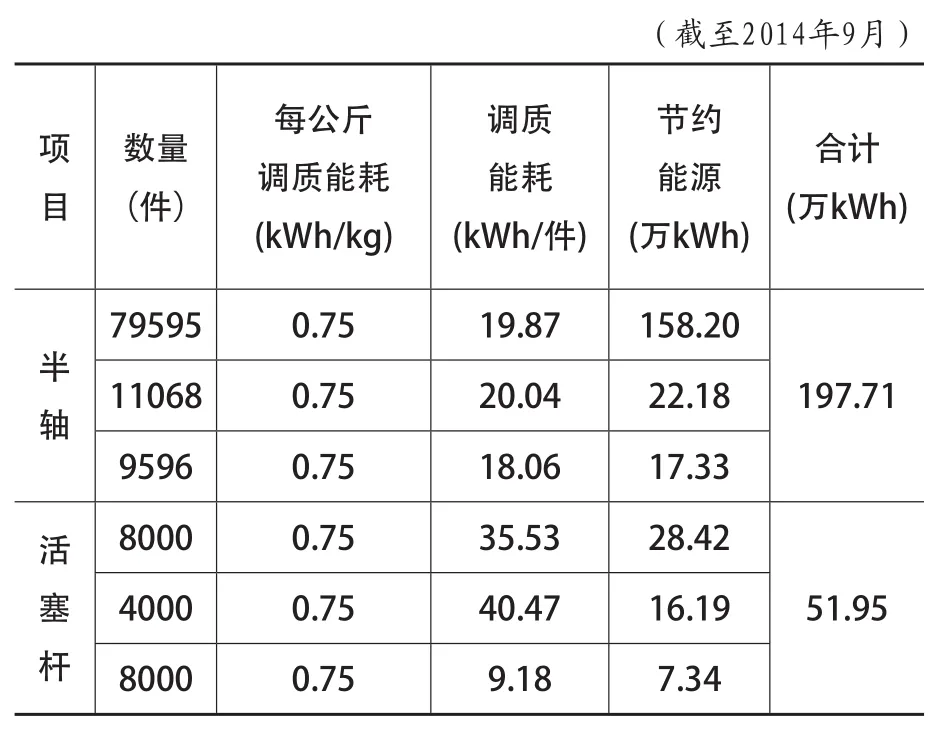
表4 工程机械某产品非调质钢使用情况统计
4 结 语
1)粉末涂装作为一种新型的环保技术是绿色制造技术重要表现形式之一,相比溶剂型涂料涂装的传统制造技术,粉末涂装具有低污染、利用率高和投资回报率高等优点,使其在工程机械涂装领域得到了快速发展。
2)非调质钢作为一种“绿色材料”,具有节约能源、减少工件变形和开裂、减少环境污染等优点,受到世界各工程机械产品绿色制造的普遍重视,并开始应用于工程机械领域。
3)虽然非调质钢研究应用有巨大的潜力,但由于我们对非调质钢的了解和研究还相当不足,加之工程机械产品种类多,工况和服役条件复杂,需要根据产品的不同需求,研究适合产品所需要的钢种和工艺方法。
以上绿色制造技术在工程机械其他产品线的生产制造过程中逐步推广和应用,将有利于提高工程机械的产品质量,降低能耗和运营成本,在全球经济环境下进一步提高我国工程机械产品的竞争力,减少污染物对环境的影响,为人类的可持续发展将发挥不可低估的作用。
[1]刘 飞,曹华军.绿色制造的研究现状与发展趋势[J].中国机械工程,2000,(2):105-110.
[2]储开字,范孝良.21世纪绿色制造的生产模式及发展趋势[J].煤矿机械,2009,(11):1-2.
[3]胡兴志,程云风.绿色制造是我国制造业发展的必由之路[J].华北科技学院学报,2009,(2):36-37.
[4]李克勤,郑爱武.绿色设计的材料选择探讨[J].湖北农机化,2001,(4):27-28.
[5]刘 趣.机械零件的绿色制造途径[J].陕西科技大学学报,2003,(10):10-12.
[6]张淑敏.基于绿色制造的机械加工制造技术[J].新技术新制造,2007,(10):9-11.
[7]梁 贤.深入推进我国机械业的绿色设计与绿色制造[J].河南科技,2010,(16):12.
[8]宋延超,薛 伟,江 丽.粉末喷涂在工程机械行业中的应用[J].现代涂料与涂装,2014,17(3):37-40.
[9]王国安,陈言光,李国强.粉末涂装技术在工程机械的应用[J].装备制造技术,2009,(11):101-102.
[10]王国安,陈言光,李国强.钢管粉末涂装技术[J].装备制造技术,2009,(12):112-114.
[11]朱蕴策.汽车工业可持续发展的材料及热处理技术[J].金属热处理,2010,35(1):15-18.
[12]董成瑞,任海鸥,金同哲.微合金非调质钢[M].北京:冶金工业出版社,2000.
[13]汪 炜,张先彬,宋家兵.非调质钢活塞锻后余热处理的组织和性能[J].金属热处理,2007,32(2): 90-92.
[14]蒙秋红,王国安,邓颖章,等.三种不同材质的装载机半轴性能对比研究[J].工程机械,2013,44(11):24-29.
(编辑 吴学松)
Research and application of green manufacturing technology in construction machinery
XIE Ping, MENG Qiu-hong, TAN Ming-feng
国家863计划(2104AA041502)
TU605
B
1001-1366(2015)01-0059-06
2014-11-21
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
橡塑技术与装备(2022年6期)2022-06-02
装备制造技术(2021年4期)2021-08-05
——对2018年广州市一道中考题的研究
中学数学研究(广东)(2021年6期)2021-04-20
决策探索(2019年17期)2019-09-20
水上消防(2019年3期)2019-08-20
山东冶金(2019年3期)2019-07-10
饲料工业(2016年1期)2016-03-22
油气田环境保护(2015年4期)2015-12-28
汽车实用技术(2015年8期)2015-12-26
