压力机滑块抗偏载理论分析及设计软件的开发
2015-07-01 09:32周胜德
锻压装备与制造技术 2015年4期
周胜德,刘 莹
(齐齐哈尔二机床集团有限责任公司,黑龙江 齐齐哈尔161005)
1 引言
压力机滑块运行精度是决定工件质量的重要因素。通常滑块运行精度主要由压力机制造厂零件加工精度和部件装配精度来保证。但是,在压力机使用过程中,由于偏心载荷引起的滑块变形及倾斜也是影响压力机使用精度的重要原因。本文对压力机滑块抗偏心载荷能力进行理论分析,准确计算出压力机滑块的允许偏载范围,并在此基础上开发了一个实用的设计软件。
2 偏心载荷的影响
滑块承受偏心载荷将产生力矩,使滑块做倾斜运动,从而产生阻力。双动压力机比单动压力机阻力大,四点压力机比单点压力机阻力大。压力机经常处于偏心载荷运动状态将会产生如下影响[1]:
(1)影响压力机的动态精度,如平行度和垂直度;
(2)影响模具寿命,刃口间隙较难保证;
(3)加大滑块和导轨的局部压力,加快局部磨损;
(4)加快柱塞导向铜套侧向磨损,间隙加大造成漏油;
(5)加速曲柄、齿轮、键等受力零件的疲劳。
3 偏心载荷的影响
3.1 满足强度要求的允许偏心载荷的确定
假设压力机公称压力Pg,滑块左右压力点间距L。压力机在偏心载荷P作用下,A、B处产生的最大力不应超过偏载的公称压力Pg在A、B处产生的力,如图1 所示。
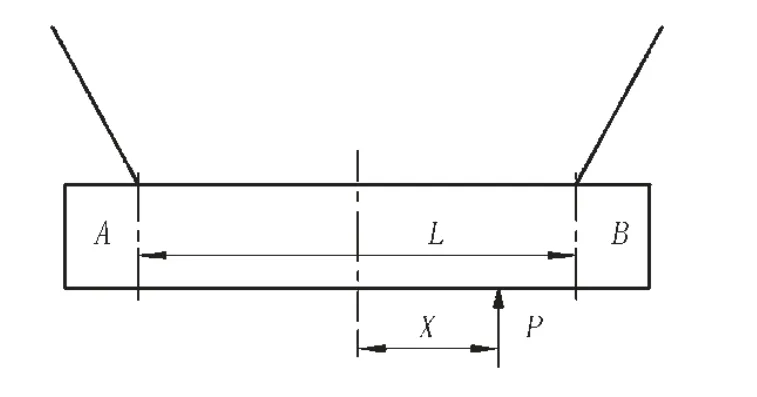
图1 多点压力机承受偏心载荷示意图
依据此原则,不偏载Pg在A、B处产生的力为

偏心载荷P在A、B处产生的力为

压力机安全使用时,最大力PB需满足以下件:

得到

3.2 满足精度要求的允许偏心载荷的确定
参阅有关技术资料可知,滑块一级、二级、三级运行动精度分别为1/8000、1/5000、1/3400。依据此指标,来分析满足各级精度的滑块允许的偏心载荷[1]。
如图1所示,假设左右杆系的刚度系数皆为K(K值可以通过实测确定)。偏心载荷P将引起左右杆系变形量不一致,从而导致A、B两点位置不水平,引起滑块倾斜。各级精度所允许的A、B两点相对位移量为:
一级精度:δⅠ=L/8000
二级精度:δⅡ=L/5000
三级精度:δⅢ=L/3400
在PA、PB作用下,A、B两处杆系的变形量为

则相对位移量为

分别将各级精度的相对位移量代入式(8),得到各级精度的滑块允许偏心载荷为

4 设计软件的实现
结合我厂与德国Hagel Automation GMBH 联合设计制造的大型多工位压力机DL-4 2500 的相关参数,应用开发的设计软件实现压力机滑块允许偏载曲线的绘制。
压力机相关参数如下:公称压力Pg=2500t,滑块左右压力点间距L=5820mm,滑块前后压力点间距L=2320mm,采用的杆系刚度系数K=435t/mm,滑块运行精度δⅠ=L/8000。
由本软件生成的压力机滑块允许偏载曲线,如图2 所示。
5 结论
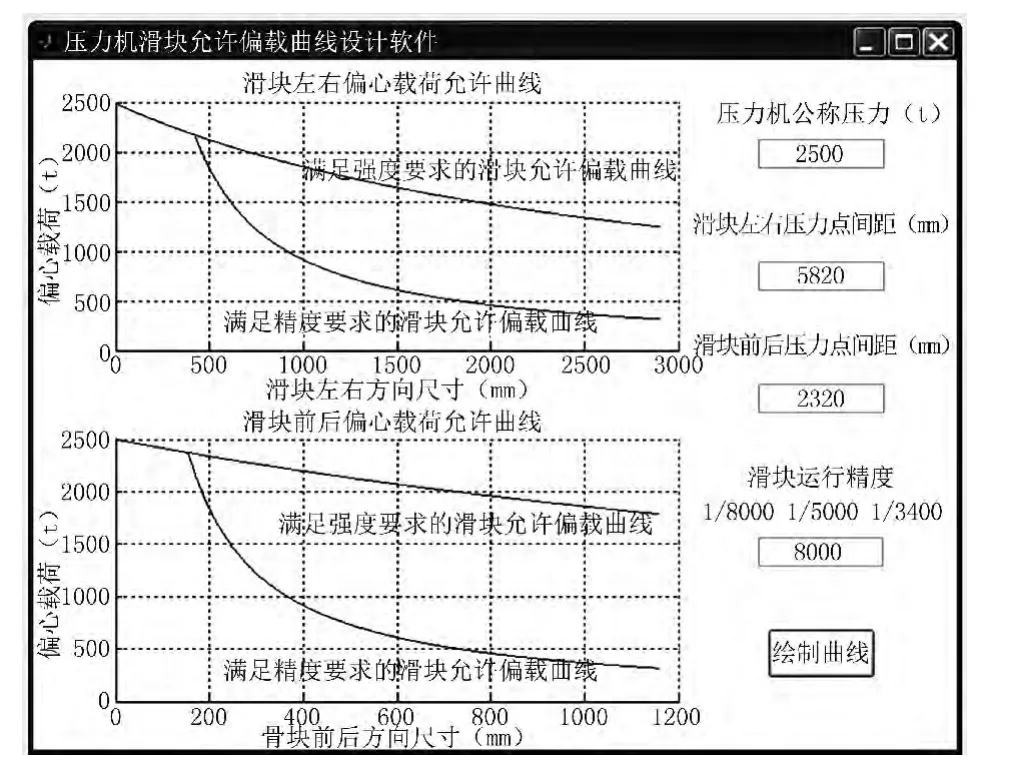
图2 压力机滑块允许偏载曲线
从满足强度要求及精度要求的滑块允许偏载曲线来看,随着偏载位置的加大,滑块允许承受的偏心载荷急剧减小,极大限制了压力机的使用范围。因此,在压力机实际使用过程中,用户应尽量避免偏载使用,尤其是偏载位置过大的情况,因为这将严重影响压力机的使用精度。相关资料表明,要保证压力机良好的运行状态,使用压力机时,最大负荷不超过公称压力的70%~75%[2][3]。
[1]詹俊勇,仲太生,王军领,等.双点压力机抗偏载能力研究[J].锻压装备与制造技术,2013,48(2):30-32.
[2]小松式机械压力机设计资料.齐齐哈尔二机床集团有限责任公司内部资料,1987.
[3]何德誉.曲柄压力机[M].北京:机械工业出版社,1981.
[4]张友根.油缸驱动肘杆机构合模部件开模瞬时停顿的研究[J].液压气动与密封,2013,(2).
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
建筑与预算(2022年5期)2022-06-09
建筑与预算(2022年3期)2022-04-22
重型机械(2020年3期)2020-08-24
快乐语文(2018年7期)2018-05-25
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
锻压装备与制造技术(2015年2期)2015-06-26
小说月刊(2015年9期)2015-04-23