二次缝合机的开发
2015-06-28 14:57杨霞
有色金属加工 2015年3期
杨 霞
(中色科技股份有限公司,河南 洛阳 471039)
二次缝合机的开发
杨 霞
(中色科技股份有限公司,河南 洛阳 471039)
文章主要介绍了二次缝合机的设计目的、结构组成、工作原理及工艺流程。
二次缝合机;结构;原理;工艺流程
随着市场对铝板带材产品质量要求的不断提高,带材精整设备及精整处理技术的重要性日益突出。其中,连续生产工艺也逐渐成为需求非常广的一项生产技术。该技术是确保整个精整机组作业时间和生产节奏的关键环节,同时,其头尾连接性能的好坏,会直接影响到连续生产中产品的质量和成品率。
为实现连续生产,一般配置焊接机、冲剪式缝合机等带材联接设备,其中冲剪式缝合机因其结构简单、性能可靠、维护方便而被广泛采用。传统的缝合机为单次缝合,即缝合机利用单排“凸”字形刀具,在较大压力下将两层带材进行单次冲开并锁扣。这种结构多适用于非连续生产工艺,对于连续生产工艺,存在缝合段被拉断的风险以及低效率问题。基于这些原因,我公司开发设计了一种二次缝合机,对带材头尾快速进行二次缝合,并使缝合头更加牢固。
1 二次缝合机工作原理与工作载荷分析
1.1 工作原理与结构组成
缝合机根据缝合接口形式可分为两类:一类为简单冲裁后人工穿丝连接材料,即冲裁式缝合机;另一类为锁扣式缝合机,即缝合后靠带材相互搭接。由于前者在缝合过程须人工参与,而后者缝合过程无须人工参与,因此应用日益广泛。下面以铝合金锁扣式二次缝合机为例进行探讨,其结构如图1所示。
在铝板带精整机组中,缝合机装设在尽量靠近开卷机一侧,从而避免带材重复穿带,提高生产率。该缝合机由前夹紧装置、侧导辊对中机构(1)、缝合机本体、侧导辊对中机构(2)、后夹紧装置等组成(图1)。为保证设备安装调整的方便性,这些机构分别通过过渡底座集中安装在同一个大底座上,其中,缝合机本体与大底座之间通过滚轮和轨道连接,以便实现缝合机本体沿机列方向可来回移动。前、后夹紧装置和缝合机本体竖直方向的开合通过液压缸作用实现,两个侧导辊对中机构沿带材宽度方向的开合通过液压马达带动丝杠螺母实现,缝合机本体沿机列方向的移动通过液压缸实现。另外,为保证带材运行的顺畅性和机组其它相关设备动作的及时性,缝合机本体上还配置有料头压下辊和打孔装置。
将二次缝合机与单次缝合机对比,缝合机冲裁部分的结构与工作原理相同,二次缝合机增加了前后夹紧装置和侧导辊对中机构。单次缝合机工作时机列处于非生产状态,因此冲裁动作执行之前的料头料尾的对中及搭接由人工执行,效率低。二次缝合机的侧导辊对中机构弥补了这一缺点,适用于连续生产的机列(缝合时工艺段不停产),缝合前能对料头料尾自动对中,快速搭接。二次缝合机进行第二次缝合时,带材缝合段不动,缝合机本体由油缸推动前进。为避免带材缝合段随着本体的运动产生移动,二次缝合设计了前后夹紧装置,在第一次缝合动作开始之前,至第二次缝合结束直至缝合机本体由油缸拉回原位,前后夹紧装置一直处于夹紧状态。
侧导辊对中机构用于板材对中,操作侧及传动侧有丝杠同步机构,使导尺同步动作,开口度由交流变频电机或液压马达驱动调整,配有编码器检测开口度,根据带材宽度不同调整开口度的大小。
液压夹紧机构用于缝合动作进行时夹紧带材,使带材不随设备移动,同时能保持工艺段带材的张力。该机构由左右两油缸同时伸缩带动活动机架上下移动,从而实现上下夹紧块的加紧和松开。操作侧及传动侧有丝杠同步机构,使左右两油缸同步动作。夹紧力主要是克服带材上下表面与夹紧块之间的摩擦力,因此,夹紧力=带材张力×摩擦系数×2,油缸的大小根据夹紧力即可确定。
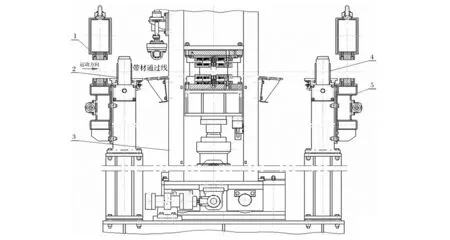
1-前夹紧装置;2-侧导辊对中机构(1);3-缝合机本体;4-侧导辊对中机构(2);5-后夹紧装置图1 二次缝合机Fig.1 Double row strip joiner
1.2 缝合力的理论计算
缝合力P由剪切力P1和带材塑性弯曲力P2组成。剪切力P1可用诺沙里圆盘剪剪切力计算公式计算【2】:
(1)
(2)
式中,P—缝合力 ,N;
n—切口数量 (带材最大宽度/刀具宽度 = 28,故应29个切口);
h—剪切带材厚度,mm;
ε—带材相对切入率,ε=1.25δ;
δ—带材的延伸率;
α—剪切角°;
式中, △—缝合刀具的重叠量,26mm;
R—刀具半径,13mm;
b—带材宽度,mm;
S—压板间距,S=54mm;
根据提供的铝合金材料特性,经计算,P=1228kN。
2 工艺流程
结合图1,缝合前,侧导辊对中机构(1)和(2)根据带材宽度调好开口度,带材经过时该机构进行导正纠偏。带材料头和料尾在缝合本体带材通过线处快速搭接,前夹紧装置和后夹紧装置通过液压缸同时压下,后夹紧装置有一定的带材张力保持作用。缝合机本体进行冲裁动作时,液压缸有塞腔接通压力油,工作形式为上刀固定,下刀油缸升降。带材入出口各设有导板,缝合前导板先搭接带材的头部和尾部,避免缝合时带材之间相对滑动。缝合机本体采用单排“凸”字形刀具,在较大压力下将两层带材冲开并锁扣。同时设备还配有脱模机构,使带材缝合后能顺利从刀具中脱出。为了保证缝合处的强度和机列的稳定运行,缝合机在缝完第一道后,前夹紧装置和后夹紧装置保持夹紧状态不松开,保证带材不移动,缝合机本体延机列运行方向通过液压缸作用移动200mm缝第二道,然后移动缸迅速缩回,缝合机本体退回原位,等待下次带材的缝合。
3 结束语
二次缝合机属于板带材精整设备技术领域,主要应用于有色金属拉弯矫直机组、连续退火线机组、清洗机组等。考虑到经济性,一般机组多采用单次缝合,但缝合段被拉断的风险较大,而连续生产机组对该设备的可靠性要求更强,所以二次缝合机是更优的选择。
本文对二次缝合机的设计目的、结构特点、工艺流程及实际应用做了简要阐述,为今后对该机型的选用起一定的参考作用。
[1] 侯定坤.带材缝合机的缝合力计算.有色金属加工[J].有色金属加工,2003(5):45-47.
[2] 吴诗淳.冲压工艺学[M].西安.西北工业大学出版社,1987.
[3] 王祝堂.田荣璋.铝合金及其加工手册[M].长沙.中南大学出版社,2002.
[4] 周国盈.带钢精整设备[M].北京.机械工业出版社,1979.
Development of Double Row Strip Joiner
YANG Xia
(China Nonferrous Metals Processing Technology Co., Ltd., Luoyang 471039, China)
The paper presented the purpose of design, structural components, working principle and process flow for double row strip joiner.
double row strip joiner; structure; principle; process flow
2014-12-31
杨霞(1982-),女,工程师,主要从事冶金设备机械设计工作。
TG333.4
A
1671-6795(2015)03-0046-02
猜你喜欢
低温物理学报(2022年1期)2022-10-19
电工技术学报(2022年19期)2022-10-14
鞍钢技术(2022年3期)2022-06-12
科技创新与应用(2022年14期)2022-06-02
汽车零部件(2022年5期)2022-05-30
有色金属加工(2021年6期)2021-12-15
有色金属加工(2021年4期)2021-08-11
科学与财富(2021年35期)2021-05-10
科技与创新(2018年9期)2018-05-07
科技创新与品牌(2017年9期)2017-10-20