AOD炉炉衬激光测厚系统中伺服电机的控制
2015-06-12 12:04:06王天飞王宏志李立敏徐成胜
长春工业大学学报 2015年6期
王天飞, 邱 东, 王宏志, 李立敏, 徐成胜
(1.长春工业大学 电气与电子工程学院,吉林 长春 130012;2.长春工业大学 计算机科学与工程学院,吉林 长春 130012)
0 引 言
在冶金工业中,氩氧精炼(AOD法)是炉外精炼的主要方法之一,但生产成本高,这主要是由于炉衬寿命低、炉龄短造成的。尤其是在采用氩氧精炼法冶炼低碳铬铁的过程中,由于冶炼温度高、冶炼时间长、反应剧烈等原因,炉衬寿命偏低问题更加突出。为保证炉衬长寿工作和AOD炉正常稳定运行,降低生产成本,必须及时掌握炉衬的蚀损状态。AOD炉生产现场环境恶劣,炉衬检测通常是在炉口上方10~15m应用二维伺服系统控制激光测头来测量炉衬厚度。通过炉衬厚度数据与冶炼厚度安全数据比较,及时对炉衬进行溅渣护炉,适时更换,从而延长炉衬使用寿命,达到节约生产成本的目的[1]。为了提高测厚系统的测量精度,可以在测量技术和数据处理方法上着手。文中主要研究提高激光测厚系统中二维伺服系统的控制精度,并在软件上进行了仿真研究。
1 数字伺服系统组成
数字控制伺服系统组成如图1所示。

图1 数字伺服控制系统
首先伺服电机驱动激光头以恒定的速度按照指定的轨迹对AOD炉炉衬进行全方位的扫描测厚,得到AOD炉全部炉衬厚度信息。然后对AOD炉炉衬进行局部定位测厚,此时要求伺服电机能够控制激光测头以较快的速度到达给定位置。具体为:首先设定目标位置,然后定位获得空间位置偏差,通过计算机控制产生PWM脉宽调制信号,对直流伺服电机进行驱动,驱动伺服电机控制激光测头按要求的速度到达指定位置进行测厚[2]。
此控制系统的应用对象是吉林铁合金股份有限公司AOD炉,鉴于钢厂的环境特殊和电机的具体要求,AOD炉炉衬激光测厚系统中的驱动电机选用一种盘型直流伺服电动机。另外还具有以下特性:
l)占用空间小;
2)单位体积输出功率大、精度高,高速连续运行能耗小;
3)加速快;
4)耐热性能好。
2 直流电动机数学模型
额定励磁下他励直流电动机等效电路如图2所示[3]。

图2 额定励磁下他励直流电动机等效电路
由图2得主电路电压的微分方程为

电力拖动系统的微分方程为

由式(1)、式(2)可得电流与电压间的传递函数为

感应电势与电流间的传递函数为

式(3)和式(4)的动态结构图如图3(a)、(b)所示,由此可得直流电动机动态结构图,如图3(c)所示[4]。

图3 直流电动机在额定励磁下的动态结构框图
因此,得直流电动机的传递函数为:



3 控制系统仿真
又知电机的实际参数为Ce=Cm=0.2N·m/A,L=0.5H,J=1.2kg·m2,R=2.0Ω,所以
AOD炉激光测厚系统的精度越高,越有利于延长炉役,节约成本,这就要求控制系统能够控制伺服电机以稳定的转速运行,使激光测头到达指定位置测量AOD炉炉衬厚度。其中,伺服电机的转速控制影响到激光测头能不能准确到达指定位置和测量数据的精度。在对AOD炉炉衬进行全方位扫描过程中,要求伺服电机以恒定的转速控制激光测头对AOD炉炉衬进行测量。在定点测量时,要求伺服电机以较快的转速控制激光测头到达指定位置进行测量。因此,伺服电机转速的控制精度对AOD炉炉衬激光测厚系统的精度至关重要。
文中主要应用PID、模糊和模糊PID三种控制方法对AOD炉激光测厚系统中直流伺服电机转速控制进行了仿真。
3.1 常规PID控制
常规PID控制系统图如图4所示[5]。

图4 PID控制系统仿真图
系统输入为单位阶跃信号,阶跃时间为0s,采样时间T=0.1s,仿真时间t=80s,调节PID控制器参数,取kp=3,ki=1,kd=3时,系统输出最优。系统输出n波形如图5所示。

图5 系统输出n波形
从图5可以看出,输入为单位阶跃信号时,系统输出超调量为50%,峰值时间是10s。系统响应时间为50s。
3.2 模糊控制
二维模糊控制系统仿真模型如图6所示[6-7]。

图6 模糊控制系统仿真图
输入e和ec,通过已经建立的模糊规则整定后控制系统稳定运行。选定NB、NM、NS、ZO、PS、PM、PB7个模糊子集,隶属函数均选三角形。根据e、ec的论域确定量化因子ke,kec以及比例因子ku。模糊规则的建立原则:e不小时,去除误差为主;当e小时,系统稳定性为主,防止系统超调。基于此原则和专家经验建立的模糊控制规则见表1。

表1 模糊控制控制规则
系统输出波形如图7所示。

图7 单位阶跃信号下模糊控制输出
从图7可以看出,输入为单位阶跃信号时,系统输出超调量为30%,峰值时间是6s,系统响应时间为20s。
3.3 模糊PID控制
输入e和ec,通过已经建立的模糊规则整定后获得新的PID参数,从而控制系统稳定运行。其中e、ec、kp、ki、kd均采用三角形隶属函数。
3.3.1 kp整定原则
当响应在上升过程中(e为P),增大kp;当超调时(e为N),降低kp。当误差在零附近时(e为Z),分3种情况:
1)ec为N时,超调越来越大,此时,降低kp;
2)ec为Z时,为了降低误差,增大kp;
3)ec为P时,正向误差越来越大,增大kp。
3.3.2 ki整定原则
采用积分分离策略,即误差在零附近时,增大ki;否则,ki取0。
根据以上原则,再结合专家经验来实现模糊规则库的编辑[8]。模糊规则见表2~表4。

表2 模糊PID kp模糊控制规则

表3 模糊PID ki模糊控制规则
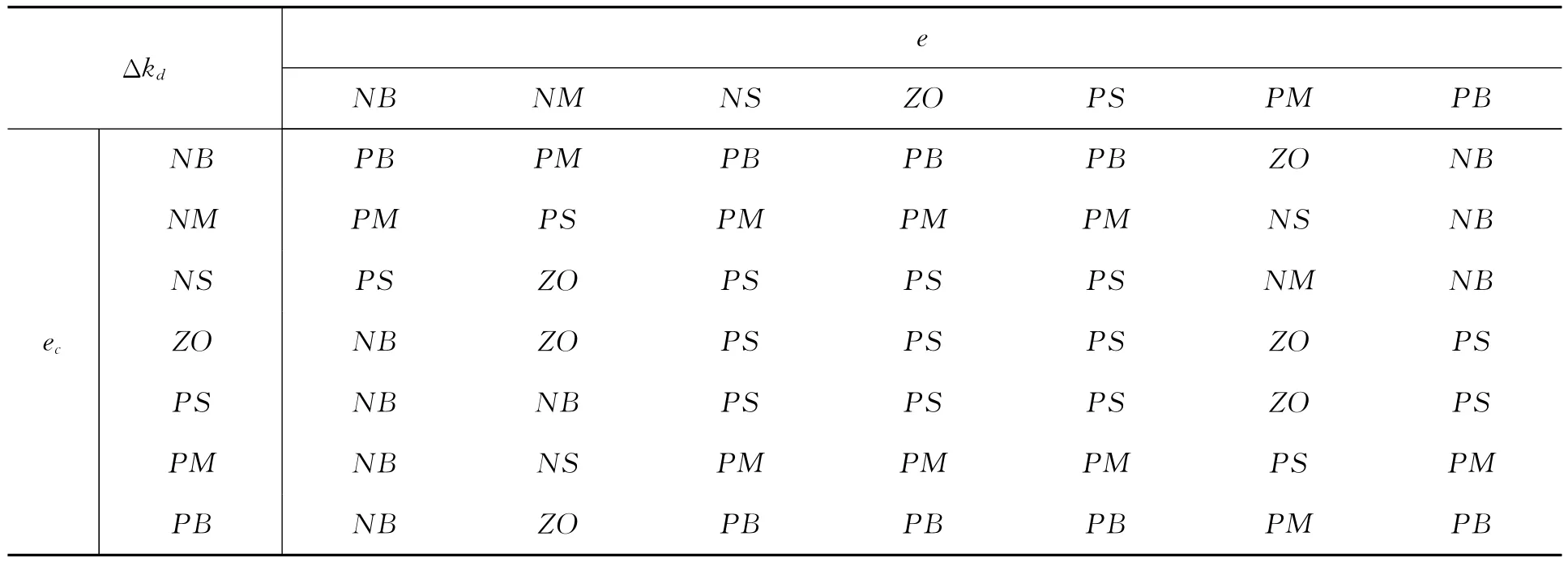
表4 模糊PID kd模糊控制规则
模糊PID控制系统仿真图如图8所示。
单位阶跃信号下模糊PID控制系统输出如图9所示。

图8 模糊PID控制系统仿真图

图9 单位阶跃信号下模糊PID控制系统输出
从图9可以看出,模糊PID控制伺服电机时,系统输出超调量为0,系统响应时间为10s。
4 结 语
通过传统PID、模糊、模糊PID三种控制方法对AOD炉激光测厚系统中伺服电机的控制仿真,可以得出:在AOD炉激光测厚系统中伺服电机的控制上,模糊控制器较传统的PID控制器有更快的响应速度和更小的超调,抗干扰能力强[9]。模糊PID控制器结合了两者的优点,响应速度更快,超调量更小,抗干扰能力更强,能够很好地满足AOD炉激光测厚系统中伺服电机控制的需要。
[1] 郭军.氩氧精炼技术生产中低微碳铬铁的研究[J].铁合金,2012,43(5):1-6.
[2] 李国芳,潘松峰,王晓.基于模糊PID的无刷直流电机调速系统的建模与仿真[J].工业控制计算机,2014(9):64-66.
[3] 马银辉,丁建设,徐德松.基于MATLAB的PID参数自调整模糊控制器的设计与应用仿真[J].发电设备,2005(2):112-113,124.
[4] 林祥勇.伺服驱动加工定位控制方式[J].长春工业大学学报:自然科学版,2014,35(1):49-54.
[5] 常满波,胡鹏飞.基于MATLAB的模糊PID控制器设计与仿真研究机车电传动[J].机动车传动,2002(5):34-36.
[6] 张泾周,杨伟静,李想.模糊自适应PID在高空模拟舱中压力控制的应用研究[J].工业仪表与自动化装置,2010(1):21-24.
[7] 高阳,陈焰,司兴登.基于模糊PID参数自整定真空冶炼炉温度控制系统的研究[J].贵州大学学报:自然科学版,2013,30(1):43-46.
[8] 尹志宇,姜兴华.一种新型Fuzzy-PID控制器的研究[J].河北师范大学学报:自然科学版,2008(2):40-42.
[9] 赵瑞萍.直流无刷电动机控制系统的设计与仿真[D].哈尔滨:哈尔滨工程大学,2006.
猜你喜欢
黑龙江大学自然科学学报(2021年4期)2021-11-19 07:05:06
微特电机(2020年11期)2020-12-30 19:42:32
山东冶金(2018年6期)2019-01-28 08:14:30
电子制作(2018年17期)2018-09-28 01:57:00
天津教育·下(2018年9期)2018-07-13 08:25:47
通信电源技术(2018年3期)2018-06-26 06:33:36
新世纪水泥导报(2016年1期)2016-07-01 08:37:41
工业设计(2016年6期)2016-04-17 06:42:53
中国资源综合利用(2016年10期)2016-01-22 08:36:10
天津冶金(2014年4期)2014-02-28 16:52:35