
返修次数对S355J2W+N钢焊接接头疲劳性能的影响
2015-06-12 12:03:30刘秋菊
长春工业大学学报 2015年5期
刘秋菊, 赵 旭
(长春轨道客车股份有限公司,吉林 长春 130062)
0 引 言
在铁道车辆转向架焊接生产制造中,由于各种原因导致焊接接头时常产生不允许的或超出标准要求的焊接缺欠,必须进行焊接返修予以清除[1-4]。然而,对焊接接头经多次返修后拉伸强度、弯曲强度、冲击性能变化的研究较多[5-7],未见到对接头疲劳性能变化的相关研究。文中通过对轨道车辆常用材料S355J2W+N焊接接头多次返修后疲劳性能的分析,找出了返修次数与接头疲劳性能之间的联系,从而为生产制造中制定工艺规程和分析产品安全性能提供必要的依据。
1 试验材料和方法
1.1 试验材料
试验用母材金属为S355J2W+N热轧钢板,化学成分见表1(采用焊接填充材料为NiCu1-IG焊丝)。
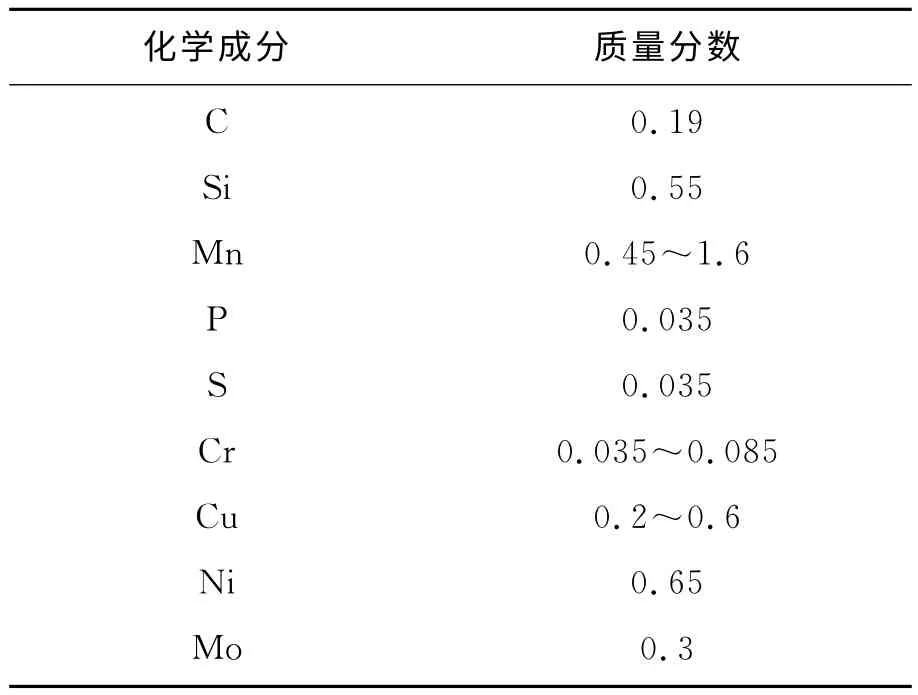
表1 S355J2W+N钢板化学成分质量分数 %
1.2 试验方法
试验采用MAG焊,保护气体为(Ar)82%+(CO2)18%混合气体。焊接试板的尺寸为600mm×150mm×16mm,采用单面焊双面成形焊接,坡口为带钝边的V形坡口,钝边为2mm,坡口间隙为2.0~3.0mm,坡口角度为60°。
试验共制备4组试件,编号分别为A0、A2、A4、A6,其中A0为焊接后不返修,A2、A4、A6试件分别进行2次、4次、6次返修焊接。返修焊接前先对焊缝指定位置用角磨机打磨处理,保证重新制备的坡口底部与侧壁过渡圆滑,不得留有尖角,并且重新制备的坡口深度控制在13~15mm,坡口角度在40°~60°。按照工艺要求完成返修焊接后,试件经无损检测(外观检测、表面检测和内部检测)合格后,和A0试件共同进行退火处理,退火温度为550℃,保温时间3h。
1.3 疲劳试样制备
根据GB/T15248-2008标准,测定给定应力下接头的疲劳寿命,选取应力水平σmax=410MPa,试验设备为GPS-200型微机控制高频疲劳试验机,循环应力比为r=0.1,加载频率约为135Hz,平均载荷为6.37kN,试验在室温、空气介质中进行。在试验过程中,当疲劳裂纹尺寸足够大导致载荷加不上去时,自动卸载停振,并记录循环次数。疲劳试样加工尺寸如图1所示。
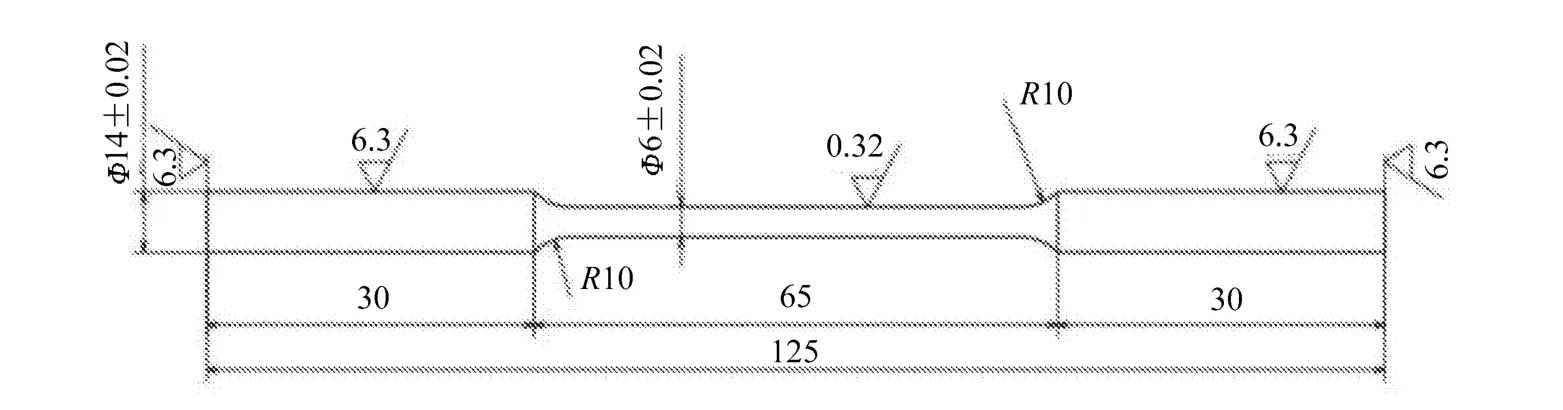
图1 疲劳试样加工尺寸
2 试验结果和分析
2.1 疲劳试验数据分析
A0、A2、A4、A64组接头,每组至少做11个试样(取有效数据8个,n=8)。根据GB/T24176-2009标准对疲劳试验数据进行统计分析,统计数据见表2~表5。
统计分析计算如下:
1)计算相关系数ρ,以确定对数疲劳寿命是否服从正态分布。当|ρ|>ρmin时,失效概率Pi和对数疲劳寿命xi在正态概率坐标上是线性关系,对数疲劳寿命服从正态分布;反之,则对数疲劳寿命不服从正态分布:

式中
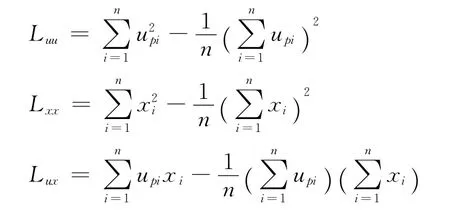
2)计算分布参数。
对数疲劳寿命:xi=lgNi
3)估计疲劳寿命。中值疲劳寿命(具有50%可靠度的疲劳寿命)为。根据n=8值,从相关系数起码值表查出ρmin=0.707,4组数据|ρ|均大于ρmin,因此对数疲劳寿命服从正态分布。
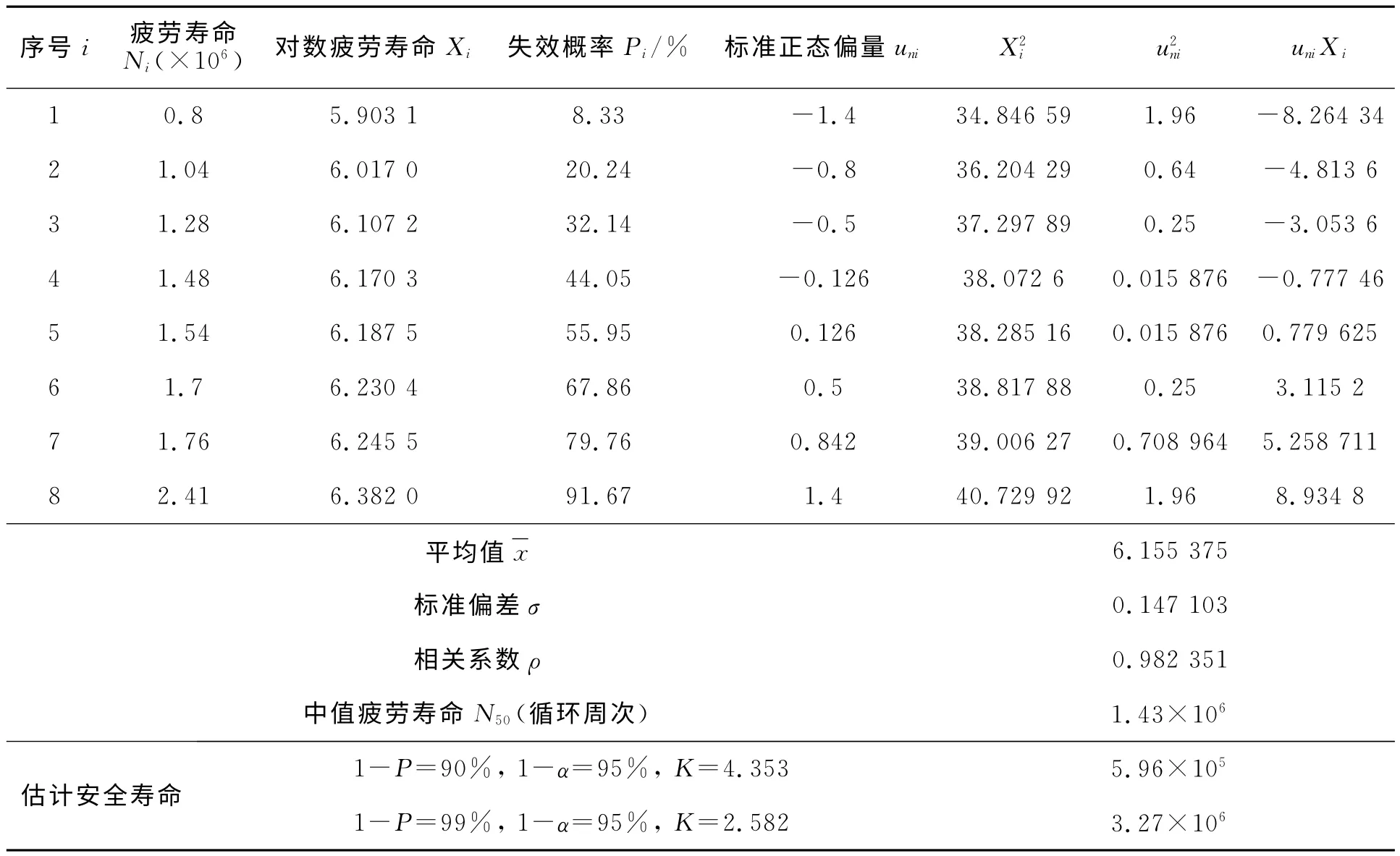
表2 A0试样疲劳实验数据统计
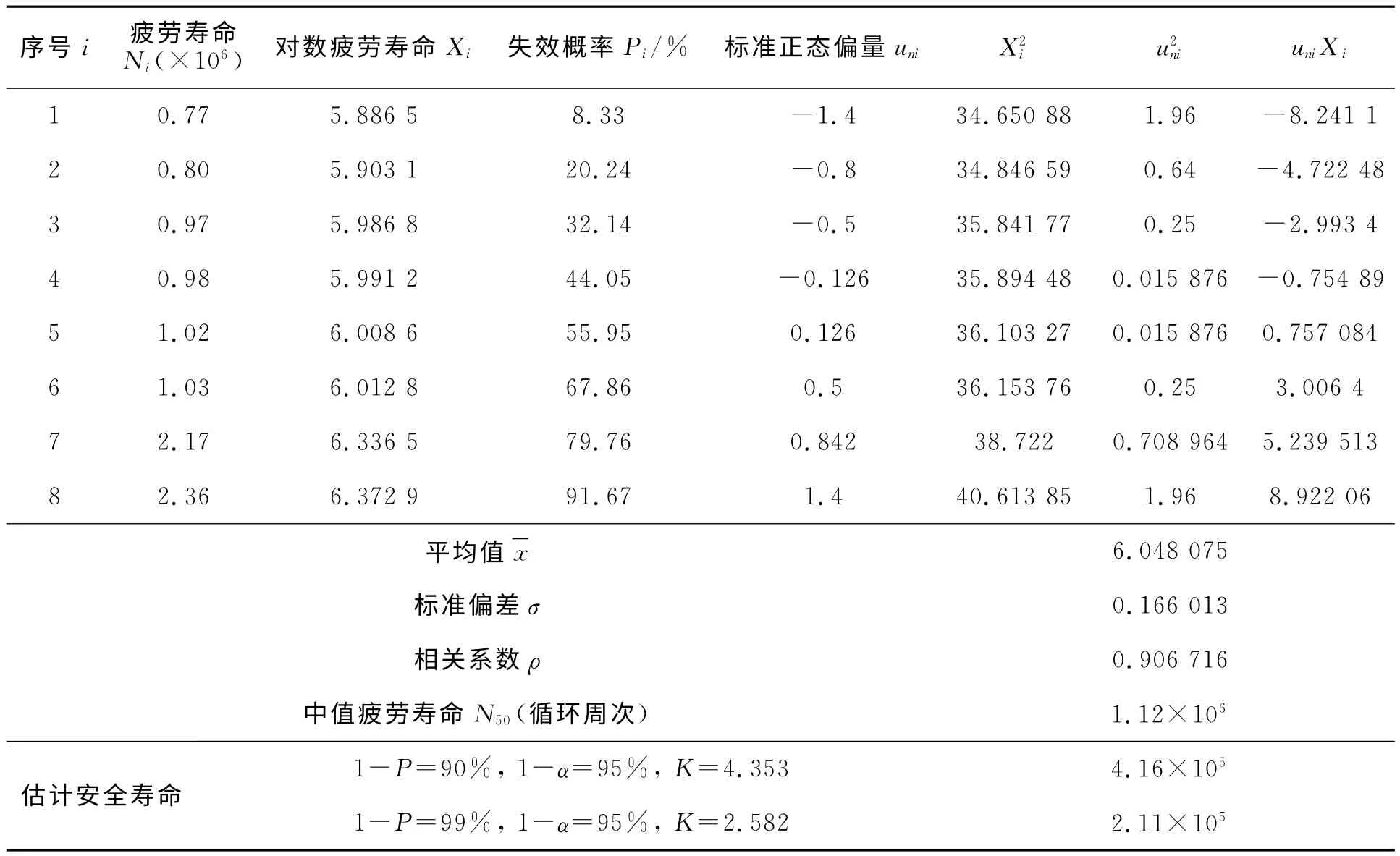
表3 A2试样疲劳实验数据统计
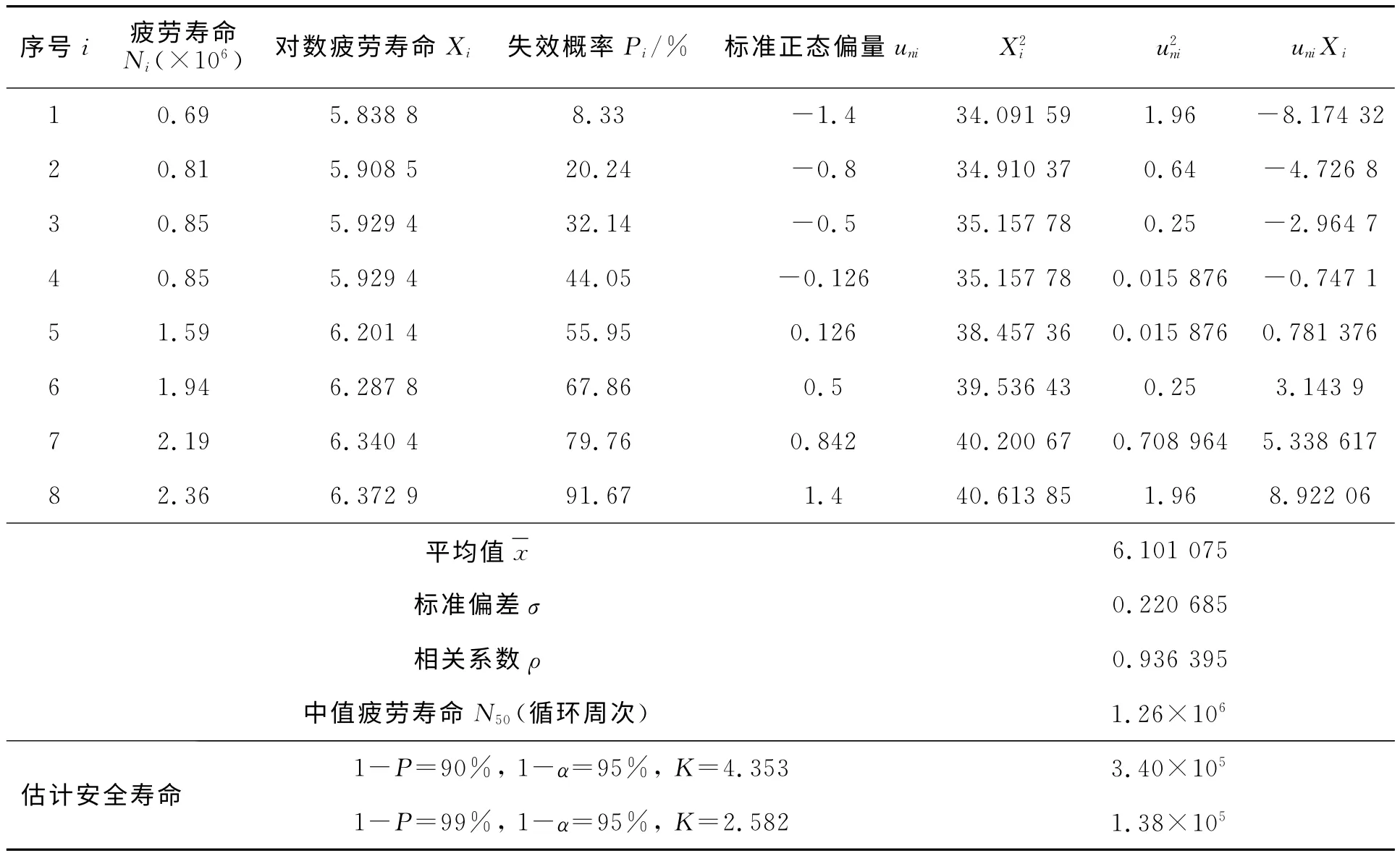
表4 A4试样疲劳实验数据统计

表5 A6试样疲劳实验数据统计
4组接头中值疲劳寿命的对比如图2所示。
从图中可以看出,随着焊接返修次数的增加,接头疲劳寿命有降低的趋势。2次返修的接头(A2)中值疲劳寿命与未经返修的接头(A0)相比降低22%;4次返修的接头(A4)中值疲劳寿命与未经返修的接头(A0)相比降低12%,6次返修的接头(A6)中值疲劳寿命与未经返修的接头(A0)相比降低43%。其中,A4接头中值疲劳寿命与A2接头相比升高11%,出现这种现象可能是4次返修的疲劳试验数据分散度较大,个别无效数据也计入统计等。而6次返修的接头(A6)中值疲劳寿命明显降低,这可能与多次施加的热过程有关。

图2 中值疲劳寿命对比
在置信度为95%、存活率90%的情况下,2次返修的接头(A2)估计安全寿命与未经返修的接头(A0)相比降低30%;4次返修的接头(A4)估计安全寿命与未经返修的接头(A0)相比降低43%,6次返修的接头(A6)估计安全寿命与未经返修的接头(A0)相比降低52%,如图3所示。
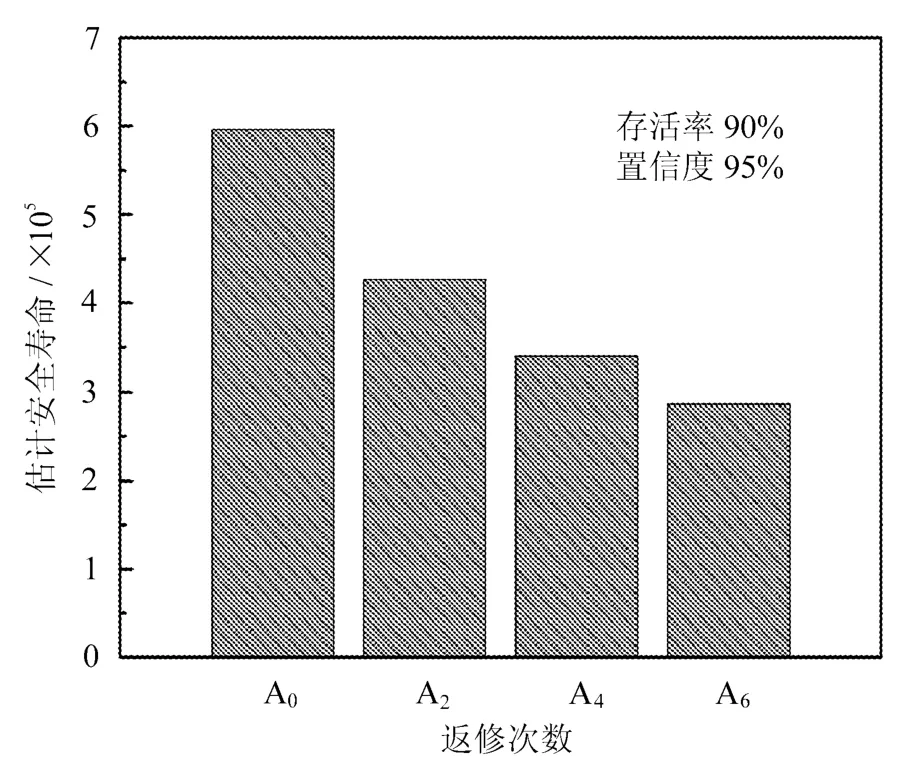
图3 估计安全寿命(存活率90%)
在置信度为95%、存活率99%的情况下,2次返修的接头(A2)估计安全寿命与未经返修的接头(A0)相比降低36%;4次返修的接头(A4)估计安全寿命与未经返修的接头(A0)相比降低58%,6次返修的接头(A6)估计安全寿命与未经返修的接头(A0)相比降低57%,如图4所示。
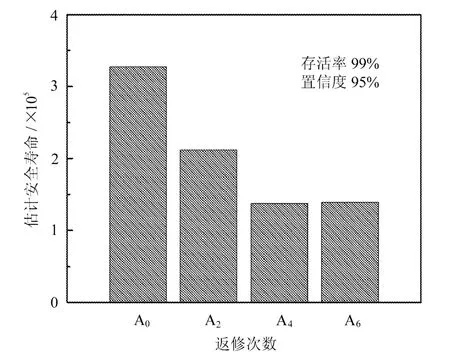
图4 估计安全寿命(存活率99%)
2.2 疲劳断口分析
未经返修处理的和经过返修处理的疲劳试样断裂位置大致可以分为两类:一类在焊缝处断裂;另一类在远离焊缝的母材处断裂。对焊接接头疲劳试件断口(A4)进行观察,断口形貌分别如图5和图6所示。
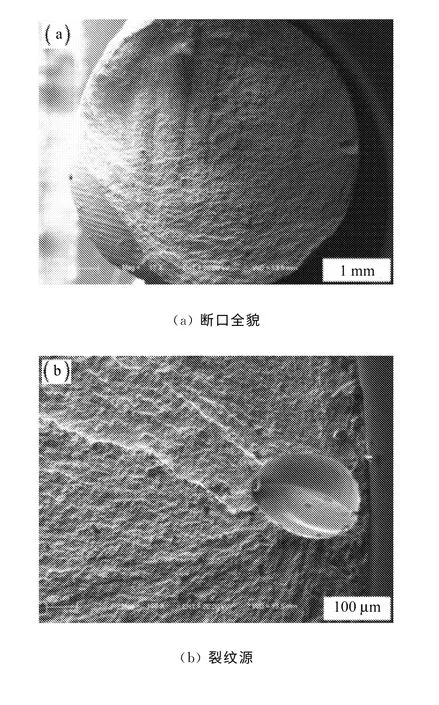

图5 焊缝区断裂的试样断口形貌
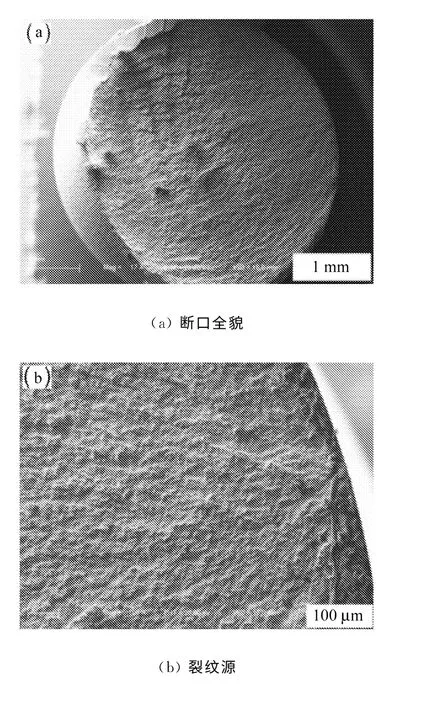
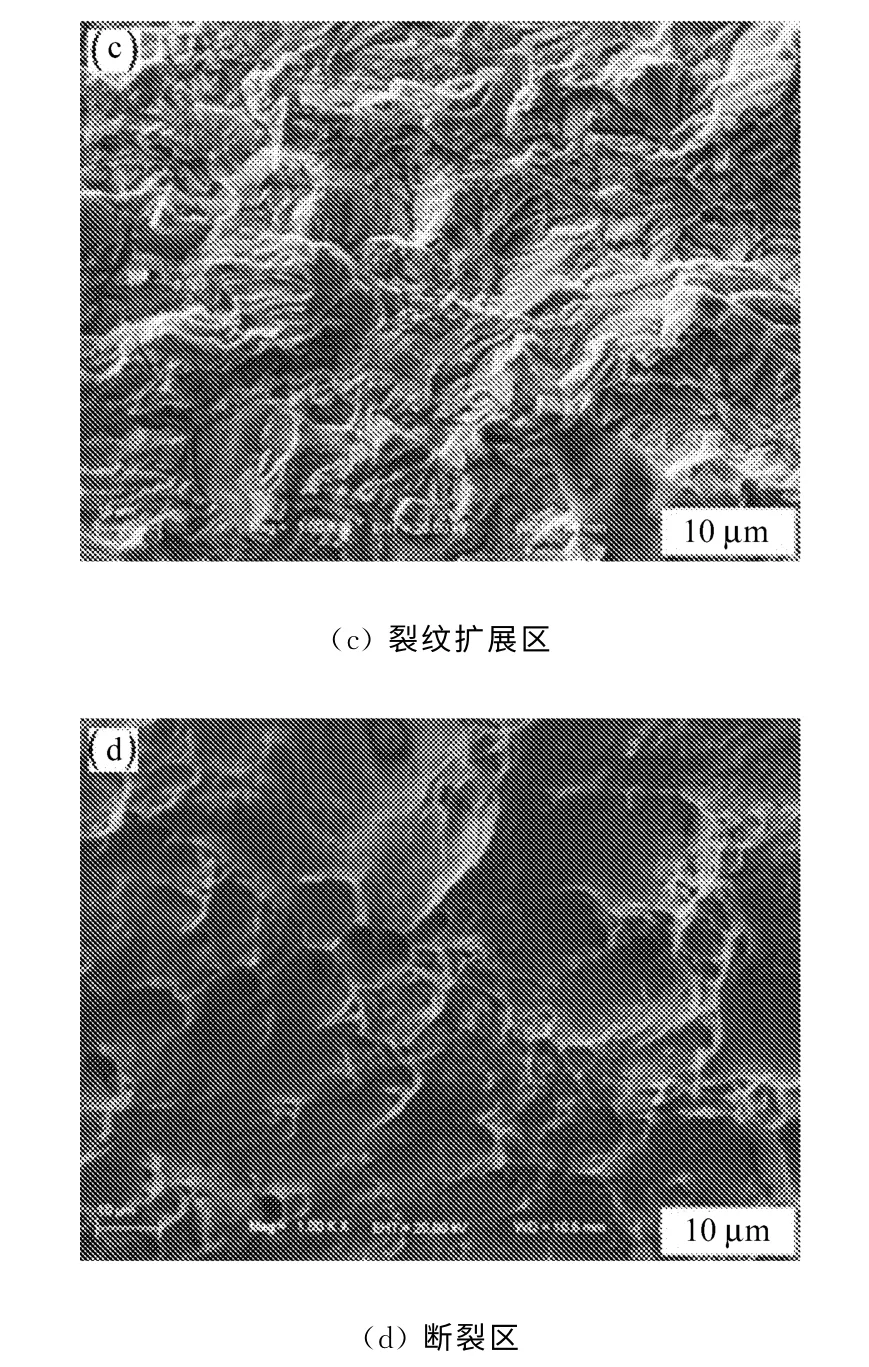
图6 母材区断裂的试样断口形貌
可以看出,断口均明显分成疲劳裂纹源区、疲劳裂纹扩展区和最后断裂区3部分。在焊缝处断裂的试样断口均可观察到气孔,疲劳试验过程中由于此处存在应力集中而成为疲劳裂纹的起裂点,气孔的位置比其尺寸对接头疲劳强度影响更大,试样表面或近表面的气孔对疲劳寿命的影响最大;母材处断裂的试样断口裂纹起源于表面,在循环应力作用下,试样表面形成驻留滑移带,随后形成挤出脊和侵入沟,最终形成微裂纹。试样从断裂开始点向四周辐射出类似贝壳纹的疲劳裂纹,每经历一次加载循环,裂纹尖端即经历一次锐化-钝化-再锐化的过程,裂纹扩展一段距离,断口表面上就产生一道辉纹,疲劳辉纹清晰且很粗;随着裂纹的扩展,试件的承载面积逐渐减小,相应地所受到的载荷逐渐增大,导致扩展区疲劳辉纹的间距逐渐增大,同时其大小随着循环次数的增加而变大;最后断裂区断口形貌均为韧窝。由于本试验焊接条件为多层多道焊,在重复热作用下,接头中部热影响区的粗晶区相当于受到正火处理,组织细化。在焊缝强度较高的匹配条件下试样在母材处断裂。
3 结 语
随着焊接返修次数的增加,接头疲劳寿命有降低的趋势。2次返修的接头中值疲劳寿命与未经返修的接头相比降低22%;4次返修的接头中值疲劳寿命与未经返修的接头相比降低12%;6次返修的接头中值疲劳寿命与未经返修的接头相比降低43%。疲劳试样断裂位置可分为在焊缝处断裂和在远离焊缝的母材处断裂,断口均明显分成疲劳裂纹源区、疲劳裂纹扩展区和最后断裂区3部分。
[1] 李芾,傅茂海.高速客车转向架发展及运用研究[J].铁道车辆,2004,10:1-7.
[2] EN15085.轨道应用-轨道车辆和车辆部件的焊接认证体系[Z].欧洲,2008.
[3] 张乐乐,李培,刘晨.焊接缺陷对转向架强度的影响[J].中国铁道科学,2010(2):69-74.
[4] 刘志平,崔岩,王立夫.地铁车转向架焊接工艺[J].焊接技术,2011(8):44-46.
[5] 宫平,常力.多次返修对S355J2W+N钢焊接接头性能的影响[J].焊接技术,2011,40(2):29-31.
[6] 刘博维.S355J2W耐候钢焊接接头组织及性能研究[D].北京:北京交通大学,2012.
[7] 白志范,李桂中,王超.S355J2W+N钢焊接接头显微组织与力学性能[J].吉林大学学报:工学版,2011,41(s2):202-204.
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
数学物理学报(2022年2期)2022-04-26 14:08:06
新世纪智能(数学备考)(2021年9期)2021-11-24 01:14:34
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
新世纪智能(数学备考)(2020年9期)2021-01-04 00:25:12
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
中学生数理化·高一版(2018年10期)2018-11-08 11:06:56
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
大型铸锻件(2015年4期)2016-01-12 06:35:27
