乙丙橡胶生胶物理机械性能研究
2015-06-11 01:30王积悦于潋曼杜学松王万龄
弹性体 2015年1期
王积悦,赵 晶,于潋曼,杜学松,王万龄
(1.中国石油吉林石化公司 研究院,吉林 吉林 132021;2.中国石油吉林石化公司 物资采购公司,吉林 吉林 132022;3.中国石油吉林石化公司 碳纤维厂,吉林 吉林 132021)
乙丙橡胶(EPDM)具有优异的耐老化性、耐臭氧性、耐高低温等性能,广泛应用于各种橡胶制品领域。目前EPDM已经成为20世纪80年代以来合成橡胶发展最快的胶种,其用途和用量还在不断扩大,因此已经有越来越多的科研机构将其归类为通用橡胶品种。以德国朗盛、日本三井、美国埃克森等公司为代表的各大公司不断加大市场开发力度,新装置、新工艺、新牌号层出不穷。出现了高乙烯含量、超高门尼粘度、双峰结构、长链支化、超低粘度、高不饱和度、充油EPDM、充炭黑EPDM、液体EPDM、四元EPDM等诸多新型品种,广泛应用在汽车部件、防水卷材、电线电缆、耐热胶管胶带、汽车密封件、润滑油添加剂以及聚烯烃改性等方面[1-2]。
EPDM在不同领域的配方研制及制品生产,目前已经有大量论文及专利面世,但对EPDM生胶的物理机械性能研究却一直少有涉及。EPDM的性能指标包括乙烯含量、门尼粘度、亚乙基降冰片烯(ENB)含量、充油份数、相对分子质量分布等。不同牌号生胶以上指标相差较大,一般认为,EPDM的门尼粘度是影响加工性能的主要因素;EPDM生胶在不添加补强剂的情况下物性较低,但具体实验数据并没有任何报道。本工作研究了不同牌号EPDM的开炼机包辊性能,塑炼时间对门尼粘度的影响,以及EPDM生胶的物理机械性能。
1 实验部分
1.1 原料
EPDM:J-5105,中国石油吉林石化公司研究院200 t/a中试装置产品;EPDM:J-3080、4045,中国石油吉林石化公司有机合成厂产品;炭黑N330:卡博特公司产品;石蜡油:牌号2280,美国太阳石油公司产品;促进剂M、促进剂TMTD:濮阳蔚林化工股份有限公司产品;其它为市售橡胶助剂。各牌号EPDM主要技术指标如表1所示。
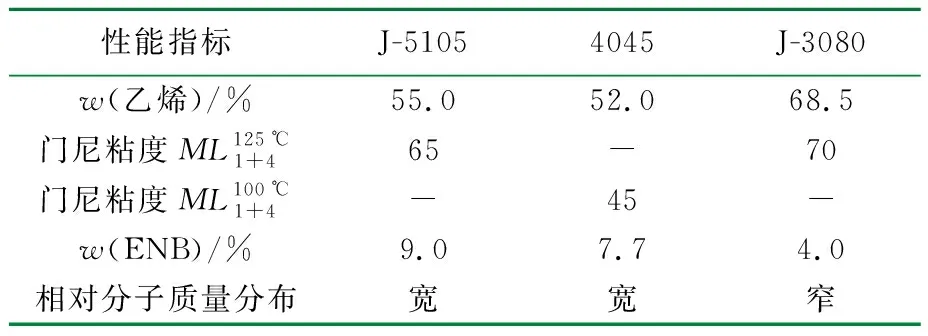
表1 各牌号EPDM主要性能指标
1.2 设备仪器
XSS-300转矩流变仪:上海科创橡塑机械设备有限公司产品;6寸开炼机:ZG-160,东莞正工机械有限公司产品;拉力机:AI-7000S,台湾高铁检测仪器有限公司产品;平板硫化机:XLB-400×400,青岛锦九州机械有限公司产品。
1.3 试样制备
密炼通过XSS-300转矩流变仪完成,转速80 r/min,混炼胶在130 ℃出胶;密炼胶冷却降温后,在开炼机上加入硫化体系,三包六卷后下片停放。平板硫化条件为160 ℃×20 min。
1.4 性能测试
生胶门尼粘度按GB/T 1232.1—2000进行测定;硬度按GB/T 531—2008进行测试;物理机械性能按GB/T 528—2009进行测试。
2 结果与讨论
2.1 开炼机包辊性能
采用6寸开炼机,在较薄辊距下,分别加入吉林石化公司生产的EPDM4045、J-3080、J-5105,考察其开炼机下的包辊性能。
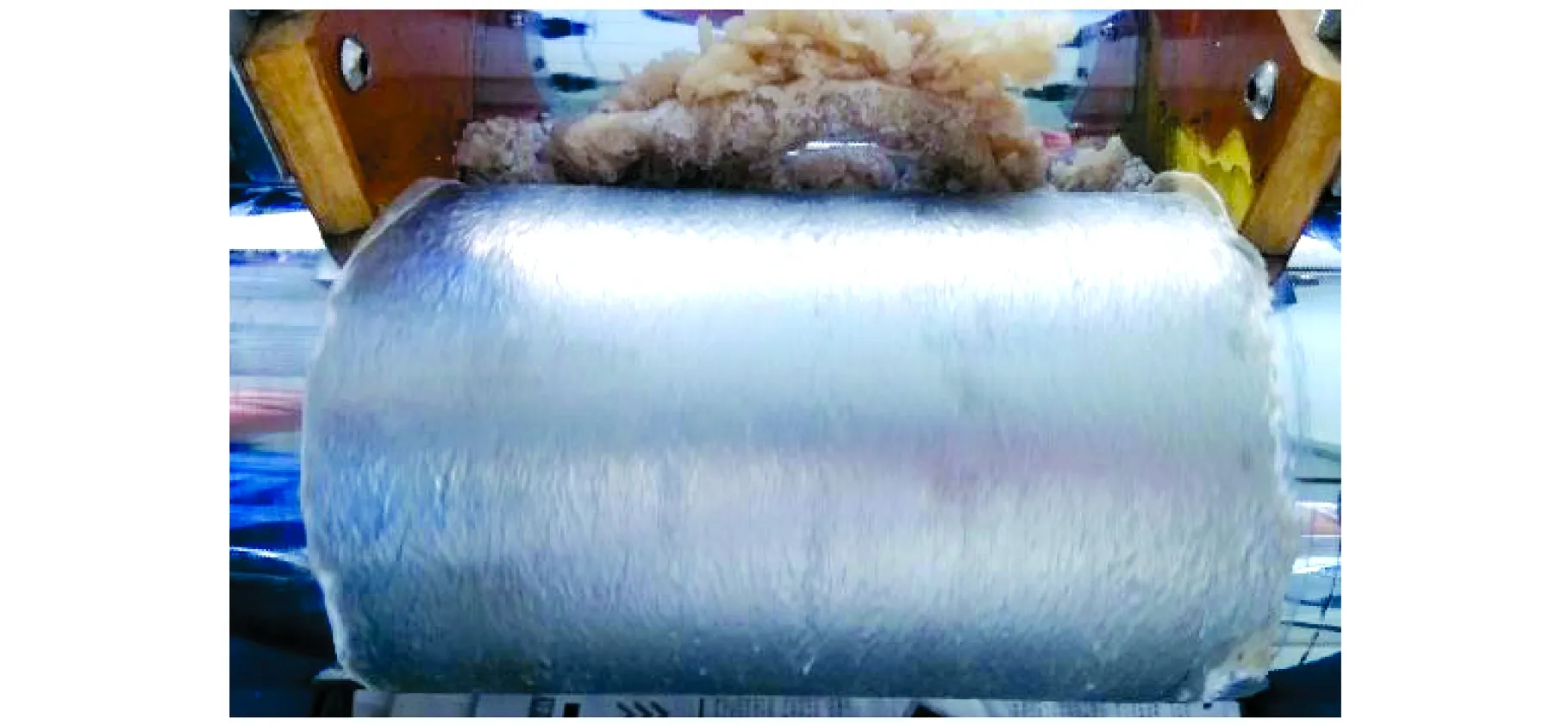
图1 4045优异的开炼机包辊性能

图2 J-5105良好的开炼机包辊性能
J-3080乙烯含量高,相对分子质量分布窄,生胶开炼加工性能差,在提高辊温至50 ℃后,在小辊距下反复薄通仍无法包辊,如图3(a)所示,当放宽辊距后有出现很明显的缺胶现象,如图3(b)所示。

(a) 在小辊距下反复薄通仍较难包辊

(b) 在放宽辊距后有缺胶现象图3 J-3080的开炼机包辊性能
2.2 开炼机塑炼时间对门尼粘度的影响
一般认为,EPDM的塑炼效果较差,不像天然橡胶和丁苯橡胶那么容易塑炼。门尼粘度高的EPDM塑炼时,由于分子链断裂,门尼粘度有所下降。低门尼粘度的EPDM,只是在塑炼初期门尼粘度稍有下降。因此EPDM不像天然橡胶那样需要专门进行塑炼,只是在混炼前先将EPDM在低温下薄通即可[3]。
由于高乙烯含量J-3080的生胶开炼机包辊性能差,所以采用4045、J-5105进行实验,考察不同塑炼时间下,生胶门尼粘度的变化。辊温稳定在45 ℃,塑炼期间每分钟各进行1次左右3/4割刀。塑炼时间分别为5 min、10 min、15 min、20 min、25 min,测试其门尼粘度变化情况,结果如图4和图5所示。
从图4和图5可以看出,高门尼粘度的J-5105在开炼机塑炼开始的5 min内,门尼粘度略有下降,然后稳定在50左右;随着时间增加,即使长达25 min塑炼,门尼粘度亦没有任何变化。而低门尼牌号4045,塑炼时间对其门尼粘度则没有任何影响。
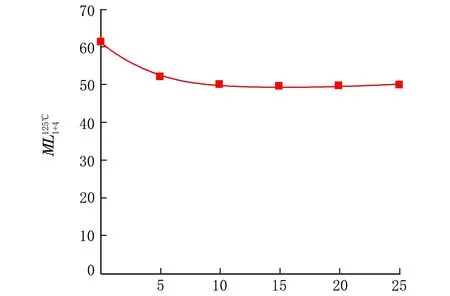
塑炼时间/min图4 J-5105开炼机塑炼时间对门尼粘度的影响
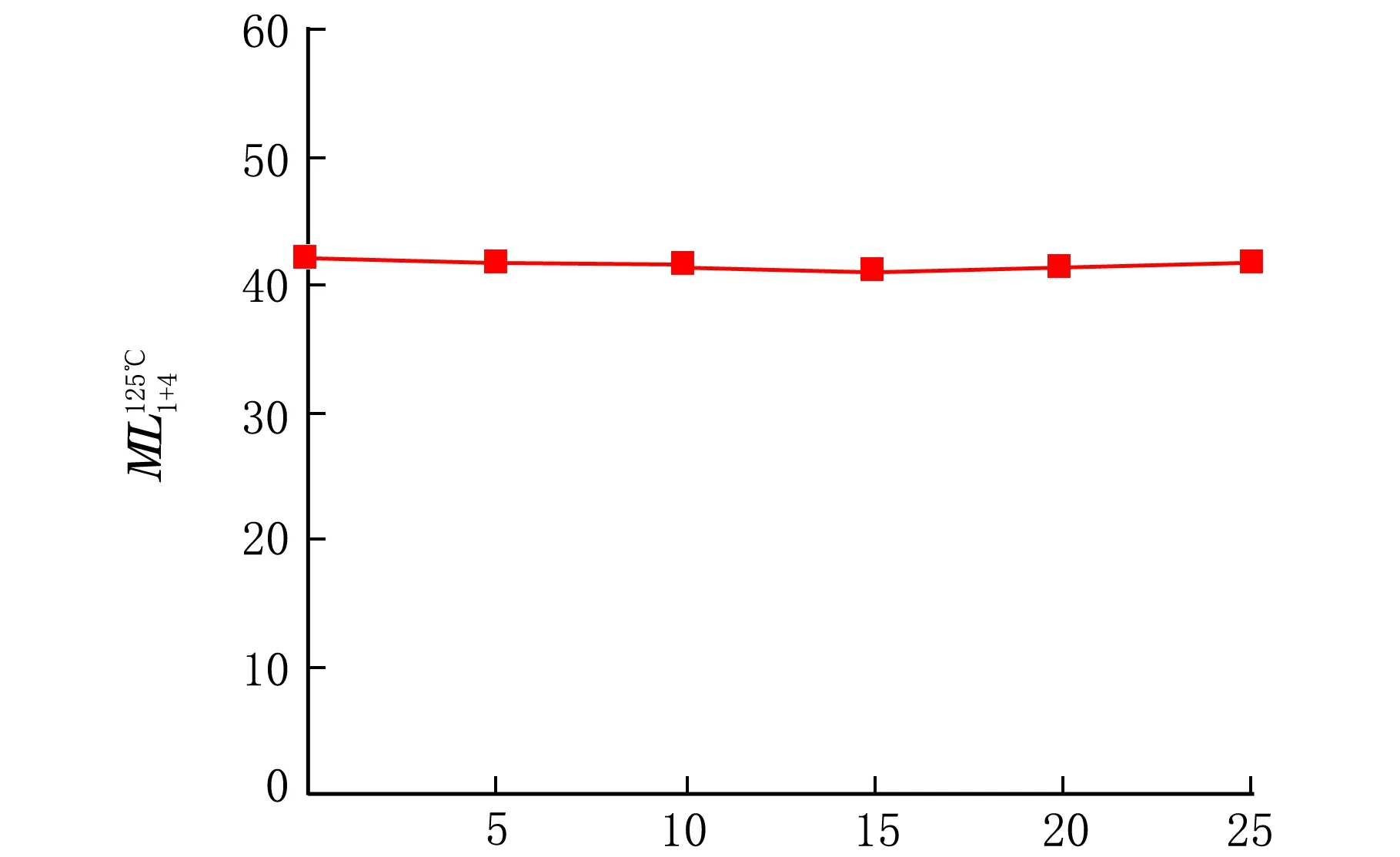
塑炼时间/min图5 4045开炼机塑炼时间对门尼粘度的影响
2.3 密炼机塑炼对J-3080门尼粘度的影响
由于高乙烯含量J-3080在开炼机上无法顺利完成包辊,故采用XSS-300转矩流变仪,在常温下对其进行5 min、10 min、15 min、20 min、25 min密炼,测试其门尼粘度变化值。
实验表明,短时间的密炼机塑炼,对高硬度的J-3080起到了非常好的破碎效果。原坚硬的三角楔形胶块经30 s密炼机塑炼后,迅速粉碎成颗粒状,如图6(a)所示;5 min后开始呈现粉末状态,如图6(b)所示,随时间增加粉末粒径逐渐变细,但门尼粘度经测试没有明显变化,如图7所示。
(a) 30 s后(颗粒状)

(b) 5 min后(粉末状)图6 J-3080密炼机塑炼效果

密炼时间/min图7 J-3080密炼时间对门尼粘度的影响
尽管30~60 s的塑炼对J-3080生胶门尼粘度并无明显影响,但起到了非常充分的破碎作用,能为后炼加工中的炭黑及软化剂掺混打下良好基础。尤其冬季温度较低,高乙烯含量的J-3080牌号会有部分结晶现象,此时加工前进行暖胶并在密炼投料前给予一定时间的塑炼,能有效促进炭黑吃粉及助剂的分散。
2.4 生胶物理机械性能
一般认为,EPDM属非结晶橡胶,如同丁苯橡胶一样,如不加补强填充剂,则硫化胶的拉伸强度很低,约6~8 MPa。因此,一般情况下只有加补强填充剂才有使用价值。为测试EPDM生胶的物理机械强度,将4045、J-5105在开炼机下包辊,采用基础配方中的硫化体系,但不添加补强剂及软化剂,测试其物理机械性能。配方及测试的物理机械性能见表2和表3。
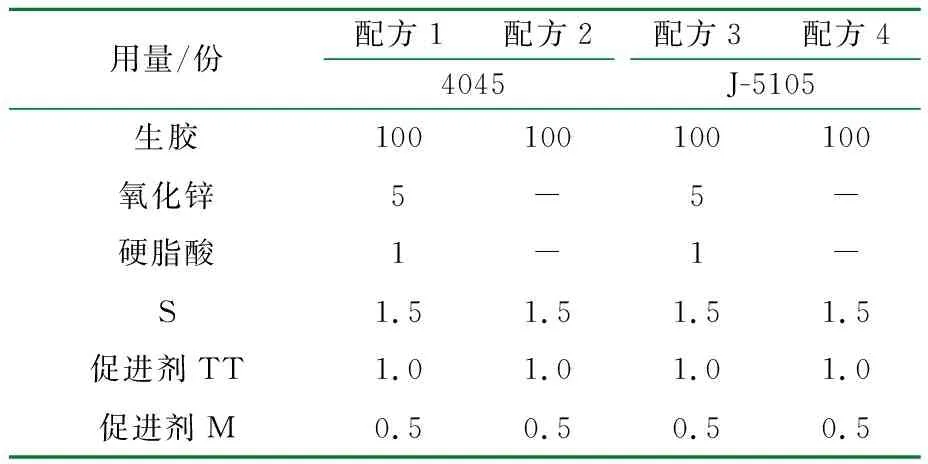
表2 EPDM生胶配方
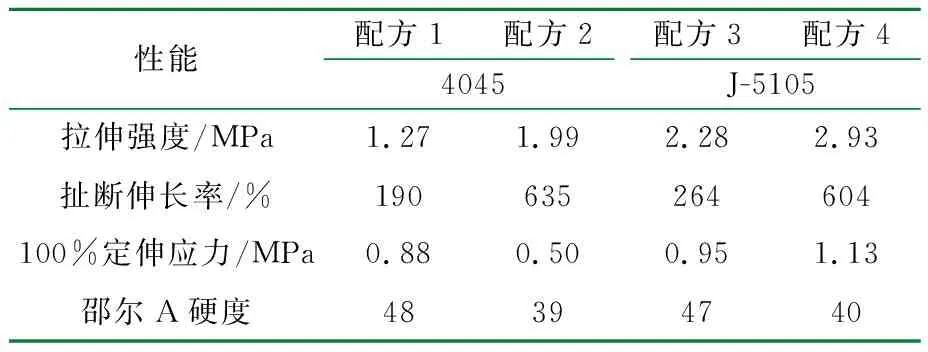
表3 EPDM硫化胶的物理机械性能1)
从表2和表3可以看出,仅添加硫化剂、不添加活性剂及补强剂的EPDM硫化胶拉伸强度极低,远远小于一般认为的6~8 MPa,仅有1~3 MPa。添加活性剂后,EPDM的物理机械性能并没有改善,且扯断伸长率出现了大幅度下降。
3 结 论
(1) 相对分子质量分布较门尼粘度大小对加工性能的影响更大。即使高门尼牌号,但在较宽的相对分子质量分布下,仍能赋予橡胶很好的包辊性能和混炼加工性能。
(2) 开炼机塑炼对高门尼牌号EPDM,在开始几分钟内降低门尼粘度;然后会趋于稳定;而对低门尼牌号EPDM,塑炼时间对其门尼粘度则没有影响。
(3) 密炼机塑炼对高乙烯含量EPDM生胶门尼粘度并无明显影响,但能起到非常充分的破碎作用。
(4) 不添加补强剂的EPDM硫化胶拉伸强度极低,仅有1~3 MPa,没有使用价值。
参 考 文 献:
[1] 焦玲.EPDM的生产技术及市场分析[J].化学工业,2007,25(7):43-50.
[2] 韩秀山.EPDM的消耗结构及发展趋势[J].中国橡胶,2001,17(3):22-23.
[3] 谢遂志,刘登祥,周鸣峦,等.橡胶工业手册:第一分册[M].北京:化学工业出版社,1989:286.
猜你喜欢
炼油与化工(2022年3期)2022-06-30
化工管理(2022年17期)2022-06-28
科技研究·理论版(2022年7期)2022-03-23
合成材料老化与应用(2020年2期)2020-05-28
合成材料老化与应用(2020年1期)2020-03-16
数学小灵通(1-2年级)(2018年9期)2018-11-19
浙江工业大学学报(2017年5期)2018-01-22
中国铸造装备与技术(2017年6期)2018-01-22
凿岩机械气动工具(2017年1期)2017-05-17
科技与创新(2015年22期)2015-12-02