浅谈全压塞抗生素瓶抽真空压塞装置及其工艺
2015-06-07 05:51田耀华
机电信息 2015年23期
田耀华
浅谈全压塞抗生素瓶抽真空压塞装置及其工艺
田耀华
(上海新亚药业有限公司,上海201203)
针对需抽真空保护粉针剂的特殊性,阐述了全压塞抗生素瓶抽真空压塞装置(以真空压塞机为重点)及其工艺,凸显了国内外此设备独有的创新性。
全压塞;抽真空;装置;工艺
0 引言
类似注射用盐酸头孢替安、注射用盐酸头孢甲肟等粉针剂,其生产工艺具有特殊性。例如,含有缓冲剂无水碳酸钠时,其溶解时因产生CO2,故要求密封瓶内制成负压;又如,有氧化性的药品,其对密封瓶的残氧量有一定要求。为确保药品的安全性和有效性,常在抗生素瓶粉体分装覆膜胶塞全压入后,再进行抽真空并迅速压塞密封等操作工艺。
原先靠手使用土制有机玻璃盒进行抽真空与压塞处理,其均在B级洁净区域内完成,速度慢、劳动强度大、交叉污染严重,且有机玻璃盒不能进行灭菌处理。新版GMP(2010版)颁布后,凡涉及到法定药品标准中列有无菌检查项目的产品均归入无菌生产的管理范围,此类非最终灭菌产品均需在B级背景下的A级区域生产,这就需要摒弃原先的手工操作方式,去寻找新的专门设备。然而,经查询科技文献与相关展会,国内外尚无此专用设备。
我司与相关制造商沟通协商后,订制了一款类似单层冻干机的设备,即全压塞抗生素瓶抽真空压塞装置,其利用密闭设备产品在A级层流保护下生产,且设备能方便清洗与灭菌。
本文着重通过对全压塞抗生素瓶抽真空压塞装置(以真空压塞机为重点)的阐述,介绍我司相关技术人员在订制与试车过程中的相关创新点。
1 装置简介与相关问题
全压塞抗生素瓶抽真空压塞装置由真空压塞机与进出料系统组成,其布置如图1所示。
1.1 系统工艺
从分装机出来全压塞后的抗生素瓶(盖有覆膜胶塞)→缓冲装置→进出料系统的整列机理瓶→放框→对排成列的瓶阵自动套框→传送带输送至真空压塞机小门(开启)前→经进出料系统推杆推进真空压塞机板层→真空压塞机小门关闭→对板层下抗生素瓶抽真空并压塞→真空压塞机小门开启→经压塞后的抗生素瓶由真空压塞机内的推杆推出→脱框→进出料系统缓冲装置→通过传送带传送到轧盖机的进料端。其中,脱出的框子由进出料系统硬隔离中的传送带返回。
整个过程均在A级层流保护下进行,必要的人工干预均通过硬隔离上的手套进行。
1.2 需解决的相关问题
由于全压塞的上胶塞为覆膜胶塞,在进入密闭真空压塞机内完成抽真空并迅速压塞工艺时,易产生的问题包括:
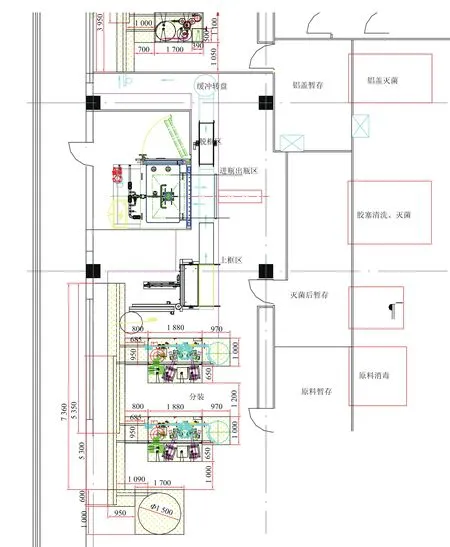
图1 全压塞抗生素瓶抽真空压塞装置布置图
(1)倒瓶:推瓶或抽真空不均匀时,瓶子倾倒;
(2)跳塞:抽真空瞬间,胶塞跃出瓶口后,无法再回瓶口内;
(3)粘塞:真空压塞机层板在抽真空瞬间吸附胶塞,使胶塞无法再回瓶口内,粘在层板上;
(4)由于抽真空瞬间,胶塞离开瓶面时间或距离不同导致整箱内每瓶抽真空量不同。
为解决上述问题,且符合相关法规要求,我司相关技术人员在与制造商交底和反复试车过程中,对此设备进行了创造性地设计改进,并应用于实际生产。
2 真空压塞机的结构
真空压塞机的结构与管路简图如图2所示。
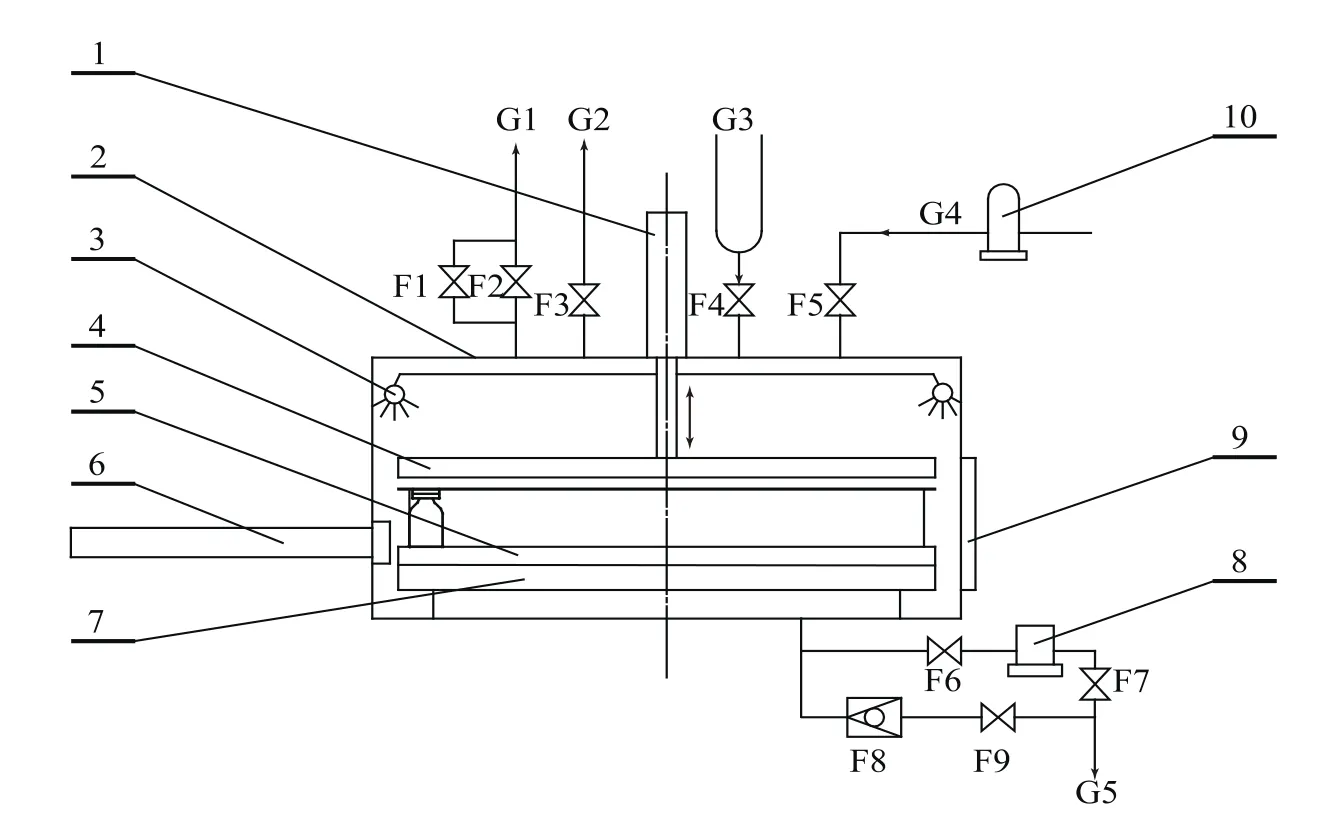
图2 真空压塞机的结构与管路简图
真空压塞机包括:液压升降柱、箱体、喷淋球、层板、盛瓶框板组件、推框杆、箱内支承板、水泵、前门、过滤器、真空管路、纯蒸汽管路、注射用水管路、复压管路、出水管路。其中:
(1)液压升降柱:在箱体上方,杆部在箱体内,且杆部有不锈钢波纹管保护。
(2)箱体:为四方形承压容器。
(3)层板:置于箱体内,上平面与液压升降柱固定,能上下升降。
(4)盛瓶框板组件,如图3所示:由B1缓冲板、B2螺钉、B3销、B4底框、B5弹簧、B6弹簧座组成。其中,缓冲板上置有20个螺钉、销,将其组成盛瓶框板组件的上部分;底框由不锈钢方钢制成框,框四周开有20个孔,孔内组装上弹簧与弹簧座,将其组成盛瓶框板组件的下部分。盛瓶框板组件的上部分能插入盛瓶框板组件的下部分。
(5)推框杆:在箱体外面,杆部在箱体内,且杆部有不锈钢波纹管保护。
(6)箱内支承板:在箱体内的底部上,其上部为平板,下有支承座。
(7)前门:在箱体前面,其由充气密封条、气动升降开门机构组成。
(8)真空管路:由管路、阀件F1/F2组成,其置于箱体上方。
(9)纯蒸汽管路:由管路、阀件F3组成,其置于箱体上方。
(10)注射用水管路:由管路、阀件F4组成,其置于箱体上方。
(11)复压管路:由管路、阀件F5、过滤器组成,其置于箱体上方,且过滤器出口处于B级洁净区内。
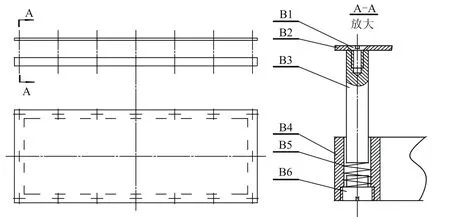
图3 盛瓶框板组件结构图
(12)出水管路:由管路、阀件F6/F7/F9、单向阀F8、水泵组成,其置于箱体底部。
3 梯度法抽真空及其工艺过程
3.1 梯度法抽真空
整个抽真空过程的梯度法抽真空工艺如图4所示。
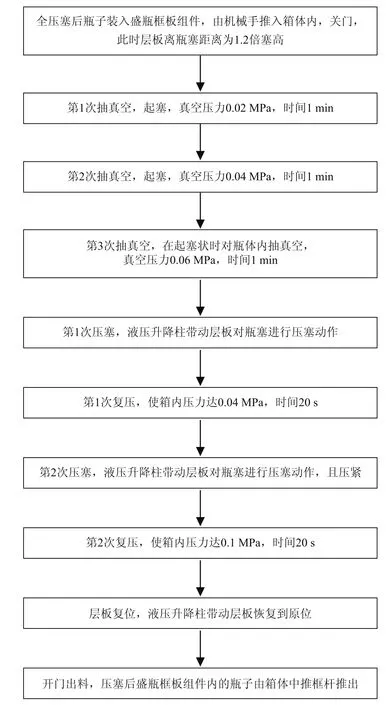
图4 梯度法抽真空工艺流程
3.2 工艺过程
当分装入粉体且全压塞的抗生素瓶在A级层流保护下,通过输送轨道,在机械装置作用下整列并套入带缓冲板的盛瓶框板组件内,由机械手推入箱体内,置于前门上的气动升降开门机构下行,充气密封条充气,完成关门且密封。此时,箱体内的层板离瓶塞距离应为1.2倍左右塞高。
3.2.1 抽真空压塞
3.2.1.1 第1次抽真空
真空管路中,阀件F2打开(F1关闭),开始抽真空,箱体内压力为0.02 MPa,时间为1 min。此时,盛瓶框板组件内的盖塞抗生素瓶在真空作用下,其胶塞被拨出(即起塞),起塞过程中受缓冲板自重而起到起塞定位力作用,盛瓶框板组件内多列抗生素瓶胶塞协同性起塞,此时胶塞被大部分拔出(未全部拨出瓶口)。
3.2.1.2 第2次抽真空
真空管路中,阀件F2打开(F1关闭),开始继续抽真空,箱体内压力为0.04 MPa,时间为1 min。此时,盛瓶框板组件内的盖塞抗生素瓶在继续真空作用下,其胶塞被继续拨出(即起塞),起塞过程中受缓冲板自重而起到起塞定位力作用,此时盛瓶框板组件内多列抗生素瓶胶塞协同性起塞,胶塞被全部拨出瓶口。
3.2.1.3 第3次抽真空
真空管路中,阀件F2/F1开启,开始继续抽真空,箱体内压力为0.06 MPa,时间为1 min。此时,盛瓶框板组件内的盖塞抗生素瓶在继续真空作用下,瓶内的空气被抽走。抽真空时,受缓冲板重力的阻力作用,胶塞不再继续上升,贴合缓冲板表面。1 min后阀件F2/F1同时关闭。其中,阀件F2/F1同时开启,是为了平衡真空压力。
3.2.1.4 第1次压塞
液压升降柱带动层板下行。下行过程中,在压着缓冲板下行的同时,缓冲板下行压着胶塞,将胶塞压入抗生素瓶口中。由于缓冲板下弹簧的缓冲作用,其将平衡盛瓶框板组件内胶塞又协同性地一起压入抗生素瓶口中。此时胶塞被大部分压入抗生素瓶口中(未全部压入)。
3.2.1.5 第1次复压
复压管路中,阀件F5打开,复压管路另一端位于B级洁净区,此时洁净空气通过过滤器过滤后,进入箱体内,箱内压力达0.04 MPa时,阀件F5关闭。
3.2.1.6 第2次压塞
液压升降柱带动层板继续下行。下行过程中,在压着缓冲板下行的同时,缓冲板下行压着胶塞,将盛瓶框板组件内的胶塞全部压入抗生素瓶口中。3.2.1.7 第2次复压
复压管路中,阀件F5再次打开,复压管路另一端位于B级洁净区,此时洁净空气通过过滤器过滤后,进入箱体内,箱内压力达0.1 MPa时,阀件F5关闭。
3.2.1.8 层板复位
液压升降柱带动层板上行,使其到达原始位置。同时,层板在缓冲板下弹簧的复位作用下,也使其到达原始位置。
3.2.1.9 开门出料
置于前门上的充气密封条放气,气动升降开门机构上行,完成开门。在推框杆作用下,把盛瓶框板组件内已抽完真空且压塞后的抗生素瓶推出箱体。
以此循环完成生产。
3.2.2 清洗灭菌
在每批次生产完成后,需对箱体内部进行清洗灭菌。
3.2.2.1 关门
置于前门上的气动升降开门机构下行,充气密封条充气,完成关门且密封。
3.2.2.2 清洗
(1)粗洗。打开注射用水管路上阀件,70 ℃注射用水进入喷淋球后,以水压0.25 MPa对箱体内部进行冲洗,时间5 min,关闭阀件F4,打开出水管路中的阀件F9,污水放入地漏,放水后关闭阀件F9。(2)浸泡。再次打开注射用水管路上的阀件F4,70 ℃注射用水进入喷淋球后,以水压0.25 MPa对箱体内部放水,放水15 min后,关闭阀件F4,用水对箱体内部浸泡25 min,打开出水管路中的阀件F6,开启出水管路中的水泵与阀件F7,使污水快速放入地漏。(3)漂洗。再次打开注射用水管路上的阀件F4,以水压0.25 MPa对箱体内部进行冲洗,时间5 min,关闭阀件F4,打开出水管路中的阀件F9,污水放入地漏,放水后关闭阀件F9。
3.2.2.3 灭菌
(1)打开真空管路中的阀件F2,对箱体抽真空1次,时间3 min,抽完后关闭阀件F2。
(2)打开纯蒸汽管路中的阀件F3,用纯蒸汽对箱体进行灭菌,灭菌工作参数:压力1.06 MPa、温度122 ℃、灭菌时间30 min。
3.2.2.4 干燥
灭菌后,打开出水管路中的阀件F9,冷凝水放入地漏,放水后关闭阀件F9。打开真空管路中的阀件F2,对箱体抽真空2次,每次时间3 min,抽完后关闭阀件F2。
4 结语
针对需抽真空保护粉针剂的特殊性,本文阐述了全压塞抗生素瓶抽真空压塞装置(以真空压塞机为重点)及其工艺。此装置的特点:通过梯度法抽真空工艺,即3次抽真空、2次压塞、2次复压工艺,依托盛瓶框板组件对整框全压塞后的抗生素瓶在抽真空、压塞过程中保持平衡与协同,实现对全压塞后的抗生素瓶抽真空并迅速压塞,使得瓶内药品处于真空状,且抽真空过程均在A级层流保护下的密闭设备进行,确保对类似注射用盐酸头孢替安、注射用盐酸头孢甲肟粉针剂瓶装产品残氧量的控制。该装置属国内外仅有的设备,是我司相关技术人员在此方面的创新先例,现已申请了发明专利(201410430206.8)。
2015-07-31
田耀华(1960—),男,上海人,高级工程师,《机电信息·制药装备》编审,研究方向:制药工程及制药装备的应用与技术。
猜你喜欢
心肺血管病杂志(2018年11期)2018-12-18
天然气工业(2018年11期)2018-12-03
中国铸造装备与技术(2017年6期)2018-01-22
保健文汇(2017年5期)2017-02-01
中国继续医学教育(2017年16期)2017-01-29
工业设计(2016年4期)2016-05-04
现代商贸工业(2016年35期)2016-04-09
专用汽车(2016年9期)2016-03-01
机电信息(2014年26期)2014-02-27
机电信息(2014年26期)2014-02-27