连续型臭氧消毒在纯化水系统中的应用
2015-06-07 05:51:36刘乾辉孙美娟
机电信息 2015年23期
刘乾辉 孙美娟
连续型臭氧消毒在纯化水系统中的应用
刘乾辉 孙美娟
(上海奥星制药技术装备有限公司,河北石家庄050000)
对连续型臭氧消毒系统及其电气控制系统进行了详细的分析,验证了臭氧消毒在纯化水系统中的有效应用,可节约人力和公共工程成本,提高供水质量和生产效率。
臭氧消毒;纯化水;制药用水;应用
0 引言
制药用水系统的分配单元是整个储存与分配系统的核心单元。由于分配系统没有纯化功能,因此,需要定期通过消毒手段来控制水中微生物的负荷。
与传统的巴氏消毒相比,臭氧消毒的方法更能有效地杀灭水中的微生物,并可有效降解生物膜,经紫外灯破除后的臭氧无残留。与巴氏消毒相比,臭氧消毒具有操作简单、水温无波动、无需工业蒸汽、消毒时间短等优势[1]。臭氧消毒可以作为纯化水常温储存与分配系统的主要消毒措施。
笔者通过实践测试,在纯化水储存与分配系统上配置臭氧发生器和臭氧破除设备,可通过连续自动地控制系统进行定期消毒。连续一年的运行与验证数据表明:设备具有良好的消毒效果。
1 连续型臭氧消毒系统
国外多利用电解法产生臭氧。其原理是用低压直流电电解水,使特制的阳极界面氧化产生臭氧。电解法在阳极析出臭氧,阴极析出氢气。臭氧发生器可产生较高浓度的臭氧,且产物中无有害氮氧化物[2]。臭氧产生后溶解在水中,经循环系统回到储罐。当水中臭氧浓度达到8 ppb时,微生物即停止繁殖;水中臭氧浓度超过50 ppb时,能有效杀死微生物和细菌[3]。ISPE建议水中臭氧浓度控制在20~200 ppb。
水电解臭氧消毒系统主要由水电解臭氧发生器、紫外灯、变频输送泵、换热器、取样阀、隔膜阀、管道管件等主要循环部分组成。同时,使用温度传感器、压力传感器、臭氧传感器、电导率传感器、TOC在线监测仪器等实现对水质的实时监控,通过数据存储卡和实时打印机对整个生产消毒过程数据进行记录,实现数据的存储和可追溯性。
整个分配系统安装3个在线臭氧探头,分别对纯化水罐、管网入口端和管网回水端的臭氧浓度进行实时在线监测。由于纯化水罐为常压容器,通过呼吸器与外界进行气体交换,为避免臭氧进入室内对人体健康造成危害,利用臭氧加热易分解的特性,在呼吸器出口安装臭氧破除器,对气体中的臭氧进行加热破除。
连续型臭氧消毒系统(图1)正常生产时,臭氧发生器和紫外灯均开启,使纯化水罐始终处于一定浓度的臭氧保护状态下,选择波长为253.7 nm的紫外灯射线对臭氧从循环管网系统中进行完全破除,并通过传感器对紫外灯后、循环管网前的臭氧浓度进行实时监测,保证管网各个用点的纯化水中无残留臭氧。将设备设定为周期性消毒,当消毒周期期满后,系统启动消毒程序,自动将紫外灯关闭,监测纯化水罐体、管网入口及管网回水的臭氧浓度,监测数值均达到设定值以上并保持一定时间,消毒步骤自动结束,紫外灯自动开启,破除进入循环管网中的臭氧,直至管网回水处的臭氧传感器检测浓度低于设定值,此时系统恢复运行状态。制;以各种传感器为反馈元件,以变频电机、调节阀、开关阀为执行元件,可对系统进行自动控制。
PLC与触摸屏之间通过总线通讯,通过数字量、模拟量输入模块采集信号,监控整个系统的运行状态,通过数字量、模拟量输出模块控制各个阀门、变频器及臭氧发生器启停,通过模拟量输入模块采集管网流量、臭氧浓度等传感器信号,通过模
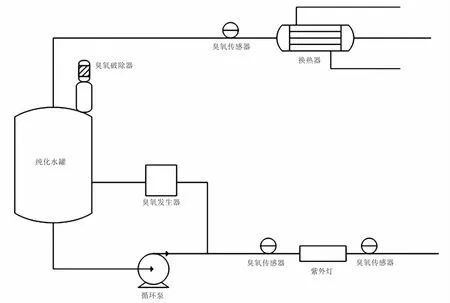
图1 连续型臭氧消毒系统
2 电气控制系统
为了使客户安全方便使用,连续型臭氧消毒系统采用多级用户权限的数控系统,采用触摸屏作为人机界面,可以进行系统的参数设置、存储,并可对装置的运行状态进行实时监控。以可编程控制器为控制核心,可以对运行及消毒过程进行高精度控拟量输出模块控制循环泵频率、臭氧发生器的产能调节。
模拟量输入模块是专门外接模拟量输入信号,并通过内部电路将其转化为PLC可处理的数字信号的一种特殊模块。臭氧传感器将化学信号转化为4~20 mA的电流信号。工业上采用最广泛的是用4~20 mA电流来传输模拟量信号,主要的原因是电流信号不容易受干扰,并且由于电流源内阻无穷大,使得导线电阻串联在回路中不影响信号精度,即便是普通双绞线,依然可以传输数百米。电流上限取20 mA,可以满足设备防爆的要求,20 mA的电流通断引起的火花能量不足以引燃瓦斯;电流下限选择4 mA,可以方便地检测传感器是否断线,因为传感器正常工作时信号电流不会低于4 mA,如果信号线因故障断路,环路电流则降为0 mA,以此判断线路故障并及时报警,提醒设备操作维护人员对设备进行检修。
在连续型臭氧消毒系统装置中,臭氧传感器的信号值经由模拟量输入模块采集、转化为数字量后,由CPU进行处理,可在触摸屏上显示。在生产、消毒过程中,如果遭遇臭氧浓度异常情况,PLC将发出相关报警,并可在触摸屏上提示操作人员采取相应的解决方法。
臭氧具有强氧化能力,使用时要注意橡胶制品等物品的远离,以免被腐蚀。另外,臭氧会刺激人的呼吸系统,严重者会对人体造成伤害[4]。为保证运行安全,在制水间内布置手持式臭氧浓度监测仪,如因特殊故障(如臭氧破除器故障)造成室内臭氧浓度过高,可以及时监测报警,提醒员工采取适当措施。
3 结语
《中国药典》规定每毫升纯化水中细菌、霉菌、酵母菌总数不能超过100个,为保证纯化水微生物限度合格,药品生产管理规范对纯化水储罐、管道材质、设计均有严格要求,并需要经过清洗和消毒验证。经过对设备的工艺验证,臭氧消毒简便高效地保证了纯化水系统的水质合格。
与常规消毒相比,臭氧消毒具有高效、高洁净、方便、经济等特点,避免了其他消毒方法产生的二次污染。其中,连续型臭氧消毒方法操作简单,极大地节约了人力和公共工程成本,可有效地提高供水质量和生产效率。连续型臭氧装置系统设计科学、合理,具有广阔的市场前景。
[1] 何国强,易军,张功臣.制药用水系统[M].北京:化学工业出版社,2011:149-151.
[2] 夏志清,杨君,丁从文.臭氧消毒简介[J].化学教育,2006(10):8-9.
[3] 何国强,易军,张功臣.制药流体工艺实施手册[M].北京:化学工业出版社,2013:223-225.
[4] 李继红,李秀敏,冯艳秋.臭氧在纯化水制备过程中的应用[J].辽宁农业职业技术学院学报,2003(3):22-23.
2015-06-19
刘乾辉(1985—),男,河北人,助理工程师,从事制药设备自动控制系统的研究工作。
猜你喜欢
中国环境科学(2023年8期)2023-08-29 09:26:48
黑龙江大学自然科学学报(2022年4期)2022-11-17 08:07:36
作物学报(2022年9期)2022-07-18 00:58:42
华东师范大学学报(自然科学版)(2019年3期)2019-06-24 05:29:09
测控技术(2018年12期)2018-11-25 09:37:42
环境保护与循环经济(2017年9期)2017-03-16 03:15:13
电子制作(2016年21期)2016-05-17 03:53:12
浙江大学学报(工学版)(2015年2期)2015-05-30 07:05:02
中国环境监测(2015年3期)2015-04-26 00:56:00
电测与仪表(2015年11期)2015-04-09 11:46:30