
模具数字化设计制造技术应用现状与展望
2015-05-30 08:15中航工业成都飞机工业集团有限责任公司王晓康万世明何万飞
航空制造技术 2015年9期
中航工业成都飞机工业(集团)有限责任公司 王晓康 万世明 唐 实 何万飞
航空产品批量小、品种多、形状复杂、生产周期短,不但要求其外观质量高,而且要求其配合精度高、形状和尺寸一致性好。传统飞机制造技术中,钣金零件的理论外形和尺寸通过模线、样板和标准样件等模拟量传递到工艺装备,工艺流程和工艺参数的设计也主要依赖于工程设计人员的经验,零件的制造周期长、返工率高、制造精度难以提高。因此,传统模具设计制造技术很难满足这些产品的生产需求。
模具是现代工业生产中的重要行业之一,其设计和制造水平的高低成为衡量一个国家综合制造能力的重要标志[1]。数字化快速设计和制造是决定模具制造周期和成本的两大核心技术。随着数字化设计制造技术在航空钣金模具中的应用,CAD、CAE、CAM以及CAPP、ERP、PDM等软件成为钣金零件制造过程中使用的主要工具,这些工具集成后可大大缩短航空钣金模具设计、制造周期,降低模具的生产成本,提高模具的设计质量和可靠性,最终提高航空钣金模具制造的精度、质量与效率。
模具数字化设计制造涵义
模具的数字化设计与制造技术是指利用数字化技术完成模具设计和制造的全过程,包括模具的三维可视化设计、虚拟装配、仿真、虚拟制造、虚拟检测、虚拟成形,并通过数字化机床加工出模具的整个过程。它是先进制造技术的核心之一[2]。

图1 C/S模式的冲压模具快速设计与管理系统
目前,模具设计制造呈现数字化、并行化、集成化和知识化趋势,数字化技术已成为实现快速创新开发的核心技术。模具数字化设计制造的基本构思是利用数字对模具开发过程中的各种信息(包括图形、数据、知识、技能)进行定量表达、存储、处理和控制,实现对模具性能预测和可制造性分析,使制造业逐步从传统生产型向知识型模式转化。数字化已逐渐成为产品生命周期中不可缺少的驱动因素,从而使数字化制造技术的发展成为必然。模具的数字化设计、分析与加工技术是模具数字化设计与制造的支撑技术,是实现模具数字化制造的重要途径[3]。
模具数字化设计制造现状
1 快速设计系统的开发和应用
(1)冲压模具快速设计与管理系统。
三维CAD技术、知识工程技术的发展以及模具设计的标准化,为模具快速设计提供了良好的基础平台和技术基础。把这些技术引入到模具设计中,把模具设计的知识、经验、原理和规范融合到三维CAD系统,设计人员根据产品设计模型和工程设计要求,按照模具设计流程设计冲压模具,实现冲压模具的快速设计。如图2所示,为冲压模具快速设计过程中模具架调用。
对模具设计过程中的三维模型、图纸和设计数据进行管理,提高模具设计速度,缩短模具设计周期,降低模具设计成本。利用和保存自身在模具设计中的资源,缩短新机研发周期,加快新产品的开发进度。
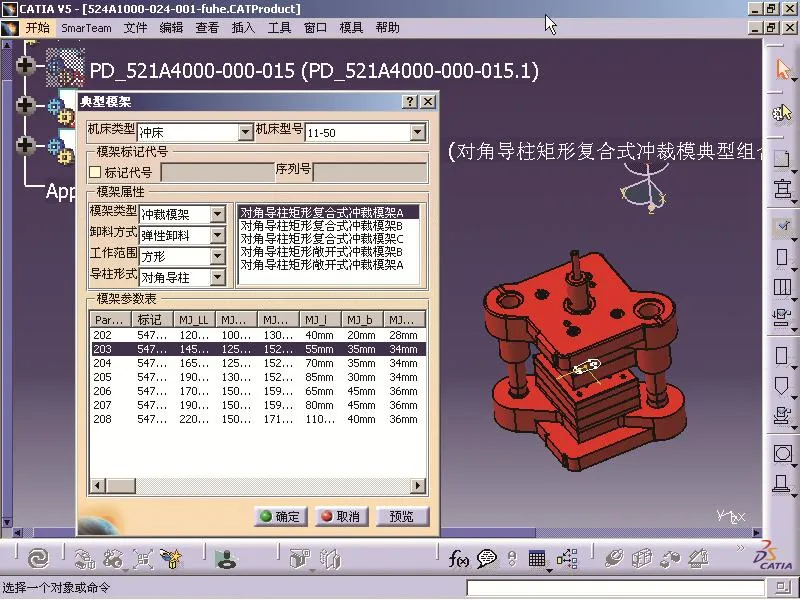
图2 冲压模具快速设计过程中模具架调用
(2)基于回弹修正的橡皮囊液压成形模和型材下陷压模快速设计系统的开发和应用。
回弹现象大多出现在钣金件橡皮囊液压成形和型材下陷成形中,主要表现为钣金零件弯边因回弹角大而不贴模、型材压制后下陷区域回弹后变浅等。由于造成回弹现象的影响因素多且复杂,单靠经验难以消除,长期以来一直困扰着科研生产,迫切需要解决。
有关回弹的计算和工程数据已有积累,并以手册、资料和经验方式存在,需要将钣金零件模具设计的经验与CATIA进行融合,开发基于回弹修正的飞机钣金模具快速设计系统。
为了缩短液压成形类及下陷类零件模具的设计和制造周期,提高该零件成形精度,规范工装设计参数,急需将现有的模具设计数据进行整理,存入相应的数据库,在模具设计的过程中,利用CAD软件(CATIA)直接调用数据库数据,将模具参数、回弹参数直接利用软件体现到模具三维数模中去。对业务过程进行分析,并考虑模具的参数化过程,模具快速设计系统的总体业务流程如图3所示。
设计人员输入零件信息获取得到零件数模,然后设计人员根据需要选择手工或自动从参数数据模块获取回弹参数,生成工艺数模,然后在工艺数模(也可以从第三方软件导入)基础上进行模具的快速设计,在设计过程中设计人员也可以选择手工或自动从参数数据模块获取模具相关参数,如图4所示。
2 CAE在模具设计中的作用愈来愈受重视
利用有限元方法对复杂钣金件实际成形过程进行模拟,可以了解其成形规律,考察各种工艺参数对成形质量的影响,并最终得到成形过程工艺参数选择的一般原则和优化方案,指导成形方案的制定和模具关键参数的确定。
PAMSTAMP软件是钣金成形模拟领域应用比较成熟、广泛和专业的仿真分析软件,可进行快速毛料反算、成形精确模拟分析、模具的可行性评估与优化。
目前,CAE仿真分析软件已经应用于除手工成形模具和检验模具外的几乎所有模具设计。
对于薄壁深腔件、不规则盒类零件等难以用经验公式计算成形性能的钣金件,仿真分析显得尤为重要,如复杂形状钣金零件拉深、充液成形,如图5、图6所示。
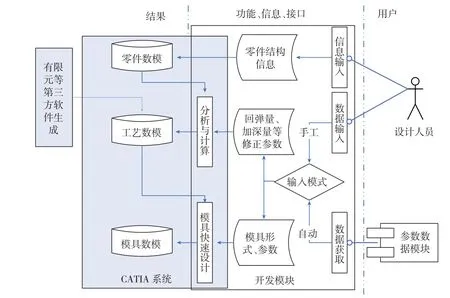
图3 模具快速设计系统总流程
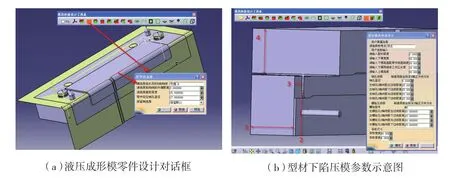
图4 模具快速设计示意图

图5 普通拉深仿真分析结果

图6 充液成形仿真分析结果
(1)普通拉深模用于成形盒类、筒形件及其他异形薄壁件,由于零件通常为非典型形状,按传统手工计算方式难以准确判断制件的成形性能,必须辅以仿真分析进行判断和优化,见图7。
(2)充液成形是一种较普通拉深成形而言更为先进的成形技术,常用于成形形状更为复杂、有更高的表面质量要求的制件。
(3)大型双曲度钛合金蒙皮曲率变化大,靠经验难以准确判断到底是采用普通热压成形还是拉深成形,并难以确定采用普通热压模具结构时是否需要加压延筋,以及当采用热拉深模具结构时工序件如何取制、展开形状如何计算、模具各运动零部件间如何确定合理间隙值等。
3 模具制造过程依赖数字仿真
模具数字化制造的一个重要特征是模具开发和性能的可预测性。模具制造过程数字仿真的目的是借助于建筑在数学、物理学基础上的计算模型和计算机预演手段,揭示制造过程的本质,获得知识及进行模具设计,实现对模具制造、装配乃至模具整个生命周期过程的预测和优化控制能力。
数字化加工实际上就是通过对制造过程进行精确定量和数字化的描述来完成对模具的制造。数字化加工需要解决的核心问题包括如何将制造的连续物理现象、模糊不确定现象、制造过程的物理量离散化,进而实现数字化。
目前,大多数企业采取的手段主要为几何仿真、物理仿真,部分企业实现了虚拟制造。
4 PDM作用愈发凸显
PDM是一种帮助管理人员管理产品数据和产品研发过程的工具,该系统在技术部门的应用最初是由于大量应用CAX技术从而导致大量电子数据的产生,它必然引起企业文化以及工作模式的变化。随着数字化、信息化进程的推进,越来越多的企业将意识到采用PDM技术来存取和管理生产的重要性。

图7 钛合金热拉深仿真分析实例
模具数字化设计制造技术应用展望
1 模具MBD技术呈加速推广之势
MBD技术是用集成的三维实体模型来准确、完整、规范、有效地表达产品定义信息的方法,产品的制造信息和设计信息都附着在三维综合化模型中。
为迎接国际航空市场激烈的竞争与挑战,国内航空企业也正逐步使用MBD技术指导产品设计。但与国外发达航空企业相比,仍然存在较大差距,主要体现在MBD技术没有贯穿产品的全生命周期,模具设计部门传统的以二维图纸为主的现状没有改变,己逐渐成为数字化设计制造的瓶颈。
为了实现三维综合化模型在模具设计制造部门内得到全面应用,就必须研究模具MBD模型的定义与管理技术。
2 数字化柔性模具设计制造技术在航空企业得到逐步推广
由于蒙皮零件有着批量小、品种多、生产周期短的特点,如果蒙皮成形用多个独立的实体拉形模,则研制周期长、模具制造成本高,柔性多点模具的出现解决了这一问题。
典型柔性模具即蒙皮拉形多点模具由高度可调的基本体群,即组成模具的多个小冲头,采用电气系统控制,依据蒙皮型面数据生成系统计算的冲头高度,进行精确的高度调整,根据需要组合形成一定模具型面的模具系统,见图8。
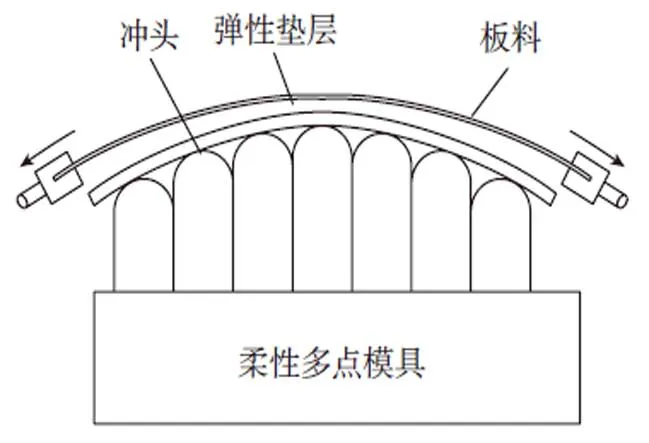
图8 蒙皮拉形多点模具示意图
与传统工艺方法相比,柔性模具优点如下:可数字控制并定位模块化的真空吸盘立柱,生成与蒙皮装配件曲面完全符合并均匀分布的吸附点阵;蒙皮外形变化,工装外形和布局可自动调整;实现精确切边,保证零件互换、避免装配中二次修边,同时减少了过去的实体切割样板、化铣样板。
3 以塑代钢,增加数字化制造便捷性,提升模具使用性能
在数字化设计的拉形模等模具上已逐步采用可切削塑料代替普通环氧树脂或钢质工作型面,既使模具工作型面的加工质量和效率提高,又提升了产品的成形质量。
4 模具设计制造向绿色化发展
目前,在航空制造企业,模具设计制造有更高的环保要求,即向绿色化方向过渡,许多模具已不符合新时期的发展要求而显得过时,落压模就是其中之一。落压模曾经因为具有结构简单、制模周期短的优点,一直作为飞机口框等复杂形状产品零件的主要成形模具得到使用。但同时,落压模又具有成形零件质量差、模具材料污染大的缺点而限制了其使用,航空制造企业正努力寻找落压模的替代生产方案。
CAE等数字化技术的发展使得充液成形、粘性介质成形等新技术得到充分的开展和有效利用,这些全新结构的模具用材更环保、成形零件精度更高,正呈逐步替代落后的落压模生产方式之势。
5 模具设计制造向网络化发展
企业通过国际互联网、局域网和内部网,可以实现对世界上任何一地的用户订单而组建动态联盟企业,进行异地设计、异地制造,然后在最接近用户的生产基地生产模具。
采用网络数据存取、交换技术、模具数据管理技术等关键技术,将分布于世界各地的模具、设备、人员、资金、市场等企业资源有效地集成起来,采用各种类型的合作形式,建立以网络技术为基础的、高素质员工系统为核心的敏捷制造企业模式。
结束语
数字化设计制造技术的发展和有效应用使得航空钣金模具设计制造实现了由模拟量传递到数字量传递的跨越,且在应用水平上呈加速推广之势,改变了行业格局,并与其他行业相互影响和促进。随着数字化技术的进一步发展,以及更多新技术、新工艺、新材料的应用,模具的数字化设计制造水平将会得到更显著的提升。
[1] 中国机械工程学会塑性工程学会编.锻压手册.第2版.北京:机械工业出版社,2007.
[2] 戴国洪,张友良.实现数字化设计与制造的关键技术.机床与液压, 2004(13):94-96.
[3] 阮雪榆,赵震.模具的数字化制造技术.北京:中国机械工程出版社, 2002.
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-12-29
制造技术与机床(2019年11期)2019-12-04
山东冶金(2019年5期)2019-11-16
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年9期)2018-09-19
滇池(2017年5期)2017-05-19
现代工业经济和信息化(2016年12期)2016-05-17
现代工业经济和信息化(2016年7期)2016-05-17
