Inconel 718十二角头螺栓制造工艺技术研究
2015-05-30 08:22:54中航工业北京航空制造工程研究所王玉凤刘风雷庄宝潼
航空制造技术 2015年10期
中航工业北京航空制造工程研究所 王玉凤 刘风雷 庄宝潼
高温合金是航空、航天和核工业中重要的结构材料,因其优异的高温力学性能,被广泛用于制作航空发动机的各类部件[1]。随着航空发动机技术的不断进步,高温合金得到了迅速发展。镍基高温合金Inconel 718是一种镍铁基变形高温合金,具有很高的强度、韧性、耐疲劳性能及良好的综合性能,尤其是在650℃以下,其力学性能具有很好的稳定性[2-3]。Inconel 718合金是目前航空发动机上应用最为广泛的高温合金,主要应用于发动机的转动部件、机匣、紧固件和其他零件。Inconel 718十二角头螺栓是发动机上应用较为普遍的紧固件,也是高温高强紧固件的代表性产品。
国外对航空、航天领域有关的高温合金材料,尤其是Inconel 718合金的工艺和应用进行了严格的保密,因此其材料特性和制造工艺需要自行研究。强度等级为1515 MPa的Inconel 718合金在原材料制备时经过特殊处理,加工难度最大。Inconel 718合金的合金化程度较高,导致其热加工性能恶化,热变形区域缩小,因此加大了热成形难度。同时,由于材料的强度高、塑性低,热处理后Inconel 718材料抗拉强度可达1515MPa以上,硬度为HRC43~48,使得后续的制造加工困难。本文针对Inconel 718十二角头螺栓的材料特性和结构特点,讨论螺栓的关键加工技术和制造工艺,确定最优工艺参数,以实现该产品的批量加工。
1 产品特点
1.1 螺栓结构及性能要求
十二角头螺栓的结构如图1所示,其中头部采用热镦锻的方式加工,杆部采用磨削的方式加工,螺纹部位采用滚压的方式加工。螺栓头部形状复杂,具有十二角扳拧结构,在扳拧的时候受力充分且扳手不易滑脱;在十二角头底部带有法兰台,作为安装后的承力部位。本文要研究的螺栓加工精度要求较高,以-4规格产品为例来阐述螺栓的制造技术,其杆部直径为φ6.34mm,性能要求如表1所示。
1.2 材料特性及成形难点
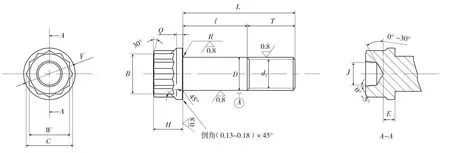
图1 十二角头螺栓结构Fig.1 Structure of twelve-point bolt

表1 Inconel 718十二角头螺栓性能要求
Inconel 718高温合金具有以下不同于一般金属材料的成形特点[4]。
(1)塑性低。较高的合金化程度导致高温合金的工艺塑性较低,其工艺性对变形速度和应力状态很敏感。
(2)变形抗力大。Inconel 718高温合金的成分复杂,在变形温度下具有较高的变形抗力和硬化倾向。
(3)热加工温度范围窄。Inconel 718高温合金为面心立方结构,层错能较低,动态再结晶是热加工过程中的重要软化机制,也是细化晶粒的主要途径之一。为了得到均匀的晶粒组织,合金的热加工应在再结晶温度以上进行,Inconel 718高温合金再结晶温度较高,约为969℃。而较多的合金元素的加入使合金的熔点偏低,约为1219℃。十二角螺栓头部成形时变形量较大,需要有足够的塑性,因此,合金可进行的热加工温度范围比较小。由于热加工范围窄,温度控制较难,温度过高会产生过热或过烧等缺陷。
2 加工工艺
Inconel 718十二角头螺栓采用棒材加工,材料满足AMS5662标准的要求。主要制造工艺路线为:下料→热镦锻→热处理→磨削→车加工→滚压螺纹→圆角强化→标记→表面处理→包装,其中热镦锻、热处理、滚压螺纹是关键工艺过程,下面将针对这几个工艺进行探讨。
2.1 热镦锻
十二角头螺栓具有头部形状复杂、变形量大、难以成形等特点。螺栓头部的十二角扳拧部位下部为法兰面,金属在镦锻成形时趋向于向阻力最小的位置流动,因此在成形时不易积聚在型腔内部,而是向法兰面外的飞边处堆积,使得十二个棱边填充困难,因此镦锻时的体积分配和模具型腔的设计很重要。Inconel 718合金是典型的工艺敏感型合金,锻造温度区间狭窄,其热加工工艺,尤其是锻造温度的控制,对锻件质量起着至关重要的作用[5]。加热温度过低,金属流动性不够,十二个棱边填充不满;加热温度过高,金属容易产生过热、过烧现象,螺栓头部会产生热裂纹,因此关键是解决模具设计和温度控制问题。
(1)模具及镦锻方式。
由于十二角头螺栓强度较高,使用的Inconel 718棒材是高强度拉拔材料,因此只能采用单个加热镦锻方式。根据镦锻比,对镦锻模具进行两次变形的体积分配,确定初冲和二冲模具型腔的形状。坯料在加热后,在初冲型腔里初步成形,在二冲型腔里得到最终的形状。在高温状态下,Inconel 718高温合金材料的粘性很大,容易粘在模具上,影响镦锻件的脱模,并且在成型的头部表面留下划痕,影响表面质量,因此在镦锻前要对坯料进行润滑处理,使用的润滑剂在高温状态下应不挥发。
(2)镦锻温度。
Inconel718高温合金的强度、塑性与温度关系如图2所示。可以看出,900℃时材料塑性才有较明显的上升,直到1100℃时材料仍有较好的塑性。结合1.2节中所述的温度范围,以50℃为区间,将加热温度划为A、B、C、D 4个温度带,分别进行镦锻工艺试验,根据试验结果来确定最优的镦锻温度。试验结果如表2所示。
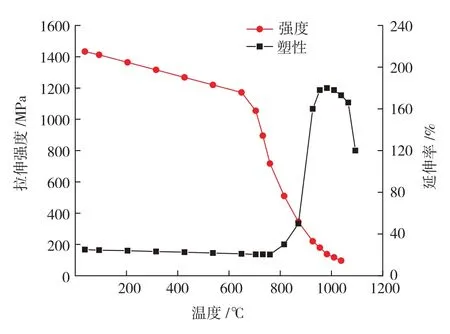
图2 Inconel 718材料强度、塑性随温度的变化图Fig.2 Variations of inconel 718 strength and plasticity with temperature
由以上各温度带的镦制件可以看出:螺栓在C温度带镦锻时,头部成形充分,产生的少量飞边没有造成材料过多浪费,可以确定为最优镦锻温度范围。同时根据镦锻试验结果,可以看到螺栓头部材料先是在法兰面飞边处堆积成形,其次再填充十二角棱边,这与前面的理论分析是相吻合的。
2.2 热处理
十二角头螺栓采用的是Inconel 718高温合金棒材,材料的原始状态为固溶退火状态,并进行了加工硬化。产品要达到最终性能,需要对镦锻件进行热处理,使制件得到时效强化,达到沉淀硬化状态,以获得高强度及良好的塑性等综合能力。为了获得最佳热处理制度,采用以下3种热处理方案:(1)690℃等温退火;(2)718℃等温退火;(3)788℃水淬。通过对比3种热处理方案下试验件的性能,得出最优的热处理制度(图3)。

表2 不同温度带的镦制件
通过以上试验对比可以看出,对于抗拉性能来说,热处理制度2的螺栓为3种热处理状态中抗拉值最大的,且波动性较小,一致性也是最好的;对于双剪性能来说,热处理制度2的螺栓双剪数值不是最大的,但是也远高于要求值,且波动控制在0.36kN的范围内,一致性最好;此外3种热处理制度的螺栓疲劳寿命一致,在规定载荷状态下都达到了130000次。综上所述,热处理制度2的螺栓3种力学性能最优,为该拉拔应力状态下的最优热处理制度。
2.3 滚压螺纹
Inconel 718高温合金的强度要求达到1515MPa以上,其硬度较高,可达到HRC43~48,塑性较差,材料产生的加工硬化严重。如果进行冷滚压加工,使得加工存在以下问题:一是滚丝轮寿命较短,滚压数件或数十件螺纹毛坯后滚丝轮产生崩齿的问题(见图4);二是滚压件很容易产生裂纹、折叠超标等缺陷(如图5所示),不适合批量生产,同时也不能满足产品的质量要求。针对以上问题,决定采用温滚压的方式加工螺纹。材料在加热以后强度降低,加工硬化现象缓解,流动性增强,易于滚压成形,可以有效解决滚丝轮崩齿和螺纹质量问题。温滚螺纹工艺中,滚压温度、滚压力、滚压时间等滚压参数以及螺纹毛坯尺寸是制造过程控制的关键,需要通过工艺试验来确定。

图3 热处理试验对比Fig.3 Comparisons of heat treatment tests

图4 滚丝轮崩齿Fig.4 Damage of thread rolling wheel

图5 螺纹裂纹Fig.5 Cracking on thread

表3 试验结果(平均值)
螺栓在温滚压后,通过千分尺、轮廓测量仪和螺纹通止规来检验螺纹尺寸,通过金相分析确认螺纹流线是否合格。螺纹在温滚压冷却后,通常会产生0.02~0.04mm的回弹,这是不同于冷滚需要额外控制的地方,因此在温滚压的时候要进行尺寸补偿。
3 研制试件评估
3.1 外观尺寸和冶金特性
最终加工完成的Inconel 718十二角头螺栓如图6所示。产品标准和规范中要求螺栓尺寸和表面粗糙度应符合图纸要求,表面不应有裂纹、毛刺、刮伤、凹痕和其他机械损伤;头部和螺纹晶粒流线连续,微观组织没有裂纹和夹杂,螺纹牙底和侧面无折叠及发纹等缺陷。经检测,研制件尺寸和表面质量合格,冶金特性也满足技术规范的要求。
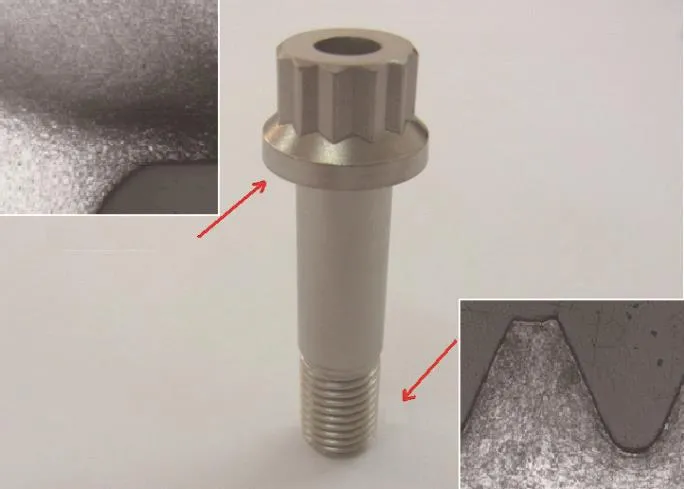
图6 研制件成品Fig.6 Finished product
3.2 机械性能试验
根据产品规范的要求,Inconel 718十二角头螺栓的试验内容包括:拉伸试验、双剪试验、疲劳试验、高温拉伸、应力破坏。试验方法依据GJB 715,为试验机配备专用的试验夹具进行检测,试验数据见表3。结果表明,螺栓的机械性能均符合规范的要求。
4 结论
本文介绍了Inconel 718十二角头螺栓的材料及结构特点,针对热镦锻、热处理和滚压螺纹等工艺重点和难点进行了分析,通过工艺试验得到以下结论。
(1)热镦锻的关键是模具设计和温度的控制,采用一模两冲的单个镦锻方式,温度控制在C温度段,可以镦锻出合格的头部形状,并且内部组织无裂纹、发纹等缺陷;
(2)通过3种热处理方案对比,718℃等温退火热处理制度下的螺栓具有最优的综合性能,确定其为最优热处理制度;
(3)采用温滚压的方式加工螺纹,解决了滚丝轮崩齿和螺纹裂纹的问题,通过工艺试验确定了合理的滚压工艺参数。
[1] 王长瑞.GH4169高温合金超塑成型+连接组合技术[D].哈尔滨:哈尔滨工业大学,2008.
[2] 李淼泉,王小津,苏少博,等.GH4169合金塑性变形行为及加工图.中国机械工程,2008,19(15):1867-1870.
[3] 齐欢.Inconel 718(GH4169)高温合金的发展与工艺.材料工程,2012(8):92-100.
[4] 隋凤利.GH4169合金热连轧过程的数值模拟与工艺研究[D].沈阳:东北大学,2009.
[5] 吕旭东,邓群,杜金辉,等.GH4169合金盘件热模锻工艺优化.钢铁研究学报,2011,23(2):158-161.
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26 09:19:28
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
四川建筑(2020年1期)2020-07-21 07:26:08
模具制造(2019年10期)2020-01-06 09:13:08
减速顶与调速技术(2018年1期)2018-11-13 01:09:30
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41
中国塑料(2015年9期)2015-10-14 01:12:34