热等离子体热解焦油残渣制乙炔的研究
2015-05-14 09:27韩建涛郭小汾
石油化工 2015年8期
韩建涛,黄 峰,李 轩,郭 强,郭小汾,郭 屹
(北京低碳清洁能源研究所,北京 102209)
煤焦油是煤在热解过程中副产的黏稠状液体。煤焦油主要采取精细化工路线、延迟焦化、加氢等[1-2]方式提高其利用价值。煤焦油加氢是在高温、高压和催化剂的作用下,脱除含氮杂环化合物、含硫杂环化合物及酚类化合物中的N,S,O等杂原子,并使烯烃和芳烃加氢饱和,以生产液态燃料[3]。煤焦油中的杂质是煤焦油加氢工艺中的不利因素,所以在煤焦油加氢前需要对煤焦油进行除水、除尘等预处理以提高加氢效果[3-6]。
煤焦油预处理过程中所得的焦油残渣占煤焦油质量的1.45%~6.17%[3,7-11]。焦油残渣主要成分是多环芳烃、酚、萘以及煤粉和焦粉,常温下黏稠,难以利用和处理。目前,焦油残渣的处理方法主要有直接混入炼焦配煤中炼焦、作为土窑燃料使用和作为废弃物处理[3,12-13]。这些处理方法不仅利用价值和效率低,还会对环境造成污染。近年来,随着液态燃料油需求的不断增长,煤焦油加氢制备燃料油的规模在不断扩大,与此同时焦油残渣的生成量也在不断增加,由此带来了焦油残渣的处理问题。因此,有必要开发新的焦油残渣高效清洁利用的方法。
热等离子体具有高温、富含活性离子的特点,可以将煤粉直接转化为乙炔,同时副产氢气、甲烷和炭黑等[14-16]。热等离子体热解煤制乙炔具有流程短、清洁、水耗低、无直接的二氧化碳排放等优点,被认为是极具潜力的、可取代电石法的绿色乙炔生产途径。煤焦油、液态烃等也可作为热等离子体一步法制乙炔的原料[17-26]。焦油残渣的化学性质和组分与煤焦油相近,可以采用热等离子体进行热解来制备乙炔等高附加值产品,这为焦油残渣利用提供了一条新途径。
本工作采用电弧热等离子体热解装置,进行热解焦油残渣的实验,考察操作条件对焦油残渣热解行为的影响,并与煤焦油的热解过程进行对比。
1 实验部分
1.1 原料
以煤焦油加氢工艺预处理产生的焦油残渣为原料,煤焦油和焦油残渣的物性见表1。

表1 煤焦油和焦油残渣的物性Table 1 Property of coal tar residue and coal tar
1.2 实验装置及方法
热等离子体的热解装置见图1,主要包括等离子体电源、等离子体发生器、供气系统、供水系统、反应器、气固分离系统、产物检测系统和尾气排放系统。等离子体电源为瑞凌实业股份有限公司锐龙LGK160型逆变空气等离子切割机的整流电源,最大输出功率为20 kW。等离子体发生器为自行设计的由阳极和阴极组成的直流电弧等离子体炬。反应器内径为30 mm、长50 mm。

图1 热等离子体的热解装置Fig.1 Experimental installation for the pyrolysis with plasma.
使用氩气和氢气的混合气为热等离子体的工作气体,采用北京七星华创电子股份有限公司D07-9E型质量流量控制器精确控制氩气和氢气的流量。
以焦油残渣或煤焦油为热解反应的原料。为提高原料的流动性,将其预热至50 ℃,在载气的作用下将原料从反应器顶部的原料入口喷入进行热解反应。原料的进料流量为10~20 g/min。
使用流量为15 L/min氩气为淬冷气体,从反应器底部的淬冷喷口喷入进行降温,以防止乙炔分解。经过淬冷后的热解反应产物进入气固分离器,一部分气体经过过滤器除尘后,由气体计量泵以1 L/min的流量送至分析系统。
采用一台艾科特里尔公司MAX300-LG型在线质谱仪和两台安捷伦公司 Micro-GC 490型气相色谱仪分析热解反应产物的组分和含量。
采用比焓、工作气气氛作为反应条件,考察其对焦油残渣转化率、气体产物产率和乙炔产率的影响。比焓即单位质量焦油残渣所获得的热等离子体的功率,反应体系的比焓由式(1)计算。

式中,hr为比焓,kJ/kg;PI为输入功率,kW;FC为原料的进料流量,g/min。
1.3 计算方法
气体产物的产率(YLG)和乙炔的产率(YA)分别采用式(2)和式(3)计算。

式中,YLGW为气体产物的质量流量,g/min;YWA为乙炔的质量流量,g/min。
采用氢元素跟踪法计算原料的转化率(XCR),用式(4)进行计算。

式中,YTOH为气体产物中总的氢元素的流量,g/min;FTIH为工作气体中氢元素的质量流量,g/min;w为原料中氢元素的质量分数。
2 结果与讨论
2.1 比焓对焦油残渣热解的影响
比焓对焦油残渣转化率的影响见图2。由图2可见,当比焓小于20.4 MJ/kg时,随比焓的增大,焦油残渣的转化率的增幅较大;当比焓大于20.4 MJ/kg时,随比焓的增大,焦油残渣的转化率的增幅较小;当比焓为20.4 MJ/kg时焦油残渣的转化率为48%,比焓为32.85 MJ/kg时焦油残渣的转化率为54%。比焓的增大可提高等离子体反应器内部的温度,使焦油残渣反应更加充分。

图2 比焓对焦油残渣转化率的影响Fig.2 Effect of specific enthalpy(hr) on the conversion of coal tar residue.
比焓对于乙炔产率和气体产物产率的影响见图3。由图3可见,随比焓的增大,乙炔产率增大;当比焓为33.88 MJ/kg时,乙炔产率可达到10%。热力学研究结果表明,反应温度是乙炔生成的主要驱动力,乙炔的吉布斯自由能随温度的升高而降低,当温度达到1 200 ℃时,乙炔成为热等离子体环境中最稳定的碳氢化合物[27]。因此,在高温环境中焦油残渣热解产物中的烃类以乙炔为主,比焓越大,反应器内部的气相反应温度就越高,因此乙炔产率提高。
从图3还可看出,随比焓的增大,气体产率增大;当比焓增大至32.85 MJ/kg时,气体产率可达23%。升高反应温度可提高焦油残渣液滴内部的传质和传热速率,同时有利于焦油残渣液滴外层部分转化成气态,促进焦油残渣与等离子体的反应[28];此外,高温有利于焦油残渣内部的大分子发生热解反应,促进其向小分子转化[28]。在高温条件下等离子体射流中的氢具有更高的活性和更高的能量,能进一步提高热解反应的反应效率,提高气体产物的产率[21]。

图3 比焓对热解产物的影响Fig.3 Effects of hr on the yields of gas products and acetylene.
2.2 热等离子体工作气体对焦油残渣热解的影响
热等离子体工作气体中氢气含量对焦油残渣转化率的影响见图4。

图4 热等离子体工作气体中氢气含量对焦油残渣转化率的影响Fig.4 Effect of hydrogen content in the working gas on the conversion of coal tar residue.
由图4可见,随氢气含量的增加,焦油残渣的转化率增大;当热等离子体工作气体为纯氩气时,焦油残渣的转化率仅为15%;当氢气含量为60%(φ)时,焦油残渣的转化率可达到54.3%。这是因为氢等离子体具有高的反应活性,氢离子能攻击焦油残渣中的大分子,致使焦油残渣中大分子化学键的断裂,促进焦油残渣的热解。氢气含量从60%(φ)提高到100%(φ)的过程中,焦油残渣转化率的增幅不大。
热等离子体工作气体中氢气含量对焦油残渣热解产物产率的影响见图5。从图5可看出,当热等离子体工作气体为纯氩气时,乙炔的产率仅为2.3%;当氢气含量为33.3%(φ)时乙炔产率达到11.3%;当热等离子体工作气体为纯氢气时乙炔的最终产率为15.0%。随氢气含量的增加,乙炔产率增大,这是因为氢氩热等离子体工作气中含有高温、高活性的氢离子,氢离子能打断焦油残渣中大分子的化学键,形成小分子气体,其中,包括形成乙炔的过渡态CH和C2H等[29]。反应后生成的混合气在降温过程中,乙炔会发生分解,分解成炭黑和氢气。热等离子体工作气中的氢气能抑制乙炔的分解,从而提高混合气中乙炔的平衡浓度。

图5 热等离子体工作气体中氢气含量对焦油残渣热解产物产率的影响Fig.5 Effects of hydrogen content in the working gas on the yields of the products.
从图5 还可看出,随热等离子体工作气体中氢气含量的增加,气体产品产率增大;当热等离子体工作气体中氢气的含量为60%(φ)时,气体产品产率达到35%,乙炔产率为13.6%,继续增大氢气含量对气体产品产率和乙炔产率影响不大。这是因为,首先热等离子体工作气体中加入氢气能提高焦油残渣的转化率,能使更多的焦油残渣转化为气态产品;其次乙炔、甲烷、乙烯等热解产物在热等离子体的高温环境中会发生分解生成氢气和炭黑,氢气的存在能抑制乙炔、甲烷、乙烯的分解,从而提高气体产物的产率。
焦油残渣在等离子体反应器中的热解产物中各组分的含量和质量产率见表2。从表2可看出,焦油残渣的热解产物主要有氢气、乙炔、甲烷、一氧化碳、乙烯、少量的二氧化碳和乙烷。

表2 焦油残渣热解产物中各组分体积分数及质量产率Table 2 Volume fractions and yields of the components in the pyrolysis products
2.3 焦油残渣与煤焦油等离子体法热解行为的比较
比焓对焦油残渣和煤焦油的转化率的影响见图6。由图6可见,随比焓的增大,焦油残渣和煤焦油的转化率均增大;煤焦油的转化率高于焦油残渣的转化率。这是因为焦油残渣中除了含有挥发分之外,还有残炭和灰分。残炭作为固形物,其与等离子体的传质传热过程较慢[30],灰分的存在会增加热解反应的能耗[19],所以造成在相同比焓的条件下,焦油残渣的转化率低于煤焦油的转化率。
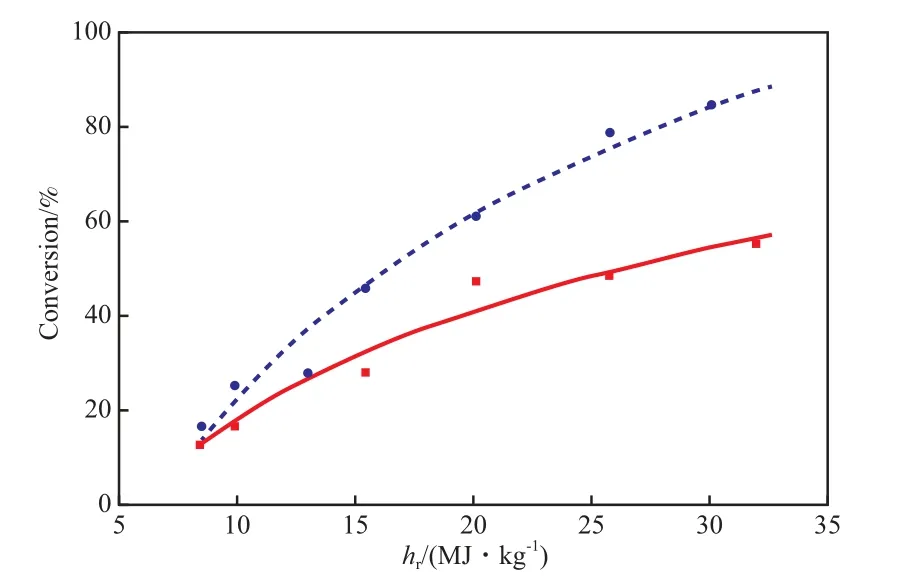
图6 比焓对焦油残渣和煤焦油的转化率的影响Fig.6 Effects of hr on the conversions of coal tar residue and coal tar.
比焓对乙炔产率的影响见图7。由图7可看出,随比焓的增大,焦油残渣和煤焦油热解的乙炔产率均增加。焦油残渣热解过程中,随比焓的增大,乙炔产率呈线性增长。煤焦油热解过程中,当比焓较小时,随比焓的增大,乙炔产率的增幅较大;当比焓较大时,随比焓的增大,乙炔产率的增幅较小。这是因为煤焦油比焦油残渣更易发生热解,会有更多的煤焦油转化成乙炔。在淬冷量固定的情况下并不能完全抑制乙炔分解,因此乙炔浓度越高就会有更多的乙炔分解成炭黑和氢气。

图7 比焓对焦油残渣和煤焦油热解的乙炔产率的影响Fig.7 Effects of hr on the acetylene yields of coal tar residue and coal tar.
通过焦油残渣和煤焦油在等离子体中热解行为的比较,可以看出煤焦油热解的乙炔产率和转化率均优于焦油残渣。等离子体法热解碳质材料制烯烃是极复杂的瞬时过程,其中,包括复杂的传质、传热过程。焦油残渣中含有大量的残炭、灰分,在这些固体成分中的传质、传热的速度较液态的煤焦油慢,造成转化率比煤焦油的转化率低,进一步影响了乙炔的产率。灰分会提高能耗,焦油残渣中的灰分含量比煤焦油高,这也有可能是影响焦油残渣的转化率和乙炔产率的因素之一。
3 结论
1)采用氩气和氢气混合气为工作气体的热等离子体热解焦油残渣,可得到乙炔、乙烯、一氧化碳、氢气、甲烷、乙烷等气体产品。
2)随工作气体中氢气含量的增加、比焓的增大,焦油残渣转化率、乙炔产率、气体产品产率均增加。适宜的氢气的含量为60%(φ),比焓为18.00 MJ/kg。在此条件下,焦油残渣转化率可达到54.3%,乙炔产率为13.6%,气体产品产率为35%。
3)在热等离子体热解过程中,焦油残渣中的残炭、灰分等固形物不利于热解反应。
[1]姚春雷,全辉,张忠清. 中低温煤焦油加氢生产清洁燃料油技术[J]. 化工进展,2013,32(3):501 - 507.
[2]Kan Tao,Wang Hongyan,He Hongxing,et al. Experimental Study on Two-Stage Catalytic Hydroprocessing of Middle-Temperature Coal Tar to Clean Liquid Fuels[J]. Fuel,2011,90:3404 - 3409.
[3]马宝岐,任沛建,杨占彪,等. 煤焦油制燃料油品[M]. 北京:化学工业出版社,2010:68 - 422.
[4]谢全安,冯兴磊,郭欣,等. 煤焦油脱水技术进展[J]. 化工进展,20l0,29(S1):345 - 348.
[5]葛东,栾兆爱, 蒋秀香,等. 超级离心机在煤焦油脱水脱渣中的应用[J]. 燃 料与化工,2009,40(5):54 - 55.
[6]张飚,王世宇,孙会青,等. 低温煤焦油二步法脱水试验研究[J]. 煤质技术,2009,11(6):43 - 49.
[7]童仕唐. 焦油渣含量及其粒度分布测定方法的研究[J]. 燃料与化工,2005,36(2):32 - 34.
[8]冯映铜,余兆祥. 离心沉降法净化煤焦油[J]. 华东冶金学院学报,1992,9(4):30 - 35.
[9]刘瑞周,许斌,薛改凤,等. 原生QI结构和性质的研究[J].炭素技术,1997(5):22 - 24.
[10]罗道成,刘俊峰. 煤焦油脱除喹啉不容物(QI)的净化处理研究[J]. 煤化工,2008(2):11 - 13.
[11]余兆祥,冯映铜,顾才儒. 煤焦油中喹啉不容物的分离[J].煤气与热力,1992(5):5 - 10.
[12]胡发亭,赵晓静,李培霖. 煤焦油加工技术进展和工业化现状[J]. 洁净煤技术,2011(5):31 - 35.
[13]苏宝根,房建威,闻光东,等. 煤焦油渣的组成分析与吸附性能研究[J]. 化学反应工程与工艺,2013,29(3):230 - 237.
[14]陈家琦,程易,熊新阳,等. 热等离子体裂解煤制乙炔的研究进展[J]. 化工进展,2009,28(3):361 - 367.
[15]谢克昌,田亚峻,陈宏刚,等. 煤在H2/Ar电弧等离子体中的热解[J]. 化工学报,2001,52(6):516 - 521.
[16]祝媛,张济宇,谢克昌. 热等离子体裂解煤制乙炔下行反应器的研究进展[J]. 化学工业与工程技术,2004,25(1):31 - 37.
[17]吴昌宁,颜彬航,章莉,等. 热等离子体裂解煤一步法制乙炔关键技术及过程经济性分析[J]. 化工学报,2010,61(7):1636 - 1644.
[18]Beiers H G,Baumann H,Bittner D,et al. Pyrolysis of Some Gaseous and Liquid Hydrocarbons in Hydrogen Plasma[J].Fuel,1988,67(7):1012 - 1016.
[19]Yan Binhang,Xu Pengcheng,Guo Cliff Yi,et al. Experimental Study on Coal Pyrolysis to Acetylene in Thermal Plasma Reactors[J]. Chem Eng J,2012,207/208:109 - 116.
[20]Yan Binhang,Xu Pengcheng,Li Xuan,et al. Experimental Study of Liquid Hydrocarbons Pyrolysis to Acetylene in H2/Ar Plasma[J]. Plasma Chem Plasma Process,2012,32(6):1203 - 1214.
[21]李轩,韩建涛,吴昌宁,等. 热等离子体热解煤焦油制乙炔[J]. 化工学报, 2014,65(9):3680 - 3686.
[22]Materazzi M,Lettieri P, Mazzei L,et al. Tar Evolution in a Two Stage Fluid Bed Plasma Gasification Process for Waste Valorization[J]. Fuel Process Technol, 2014,128:146 - 157.
[23]李轩,韩建涛,吴昌宁,等. 氢氩等离子体裂解煤焦油制乙炔实验研究[J]. 中国煤炭,2014,40( 增刊):445 - 448.
[24]Tang L,Huang H,Hao H,et al. Development of Plasma Pyrolysis Gasification Systems for Energy Efficient and Environmentally Sound Waste Disposal[J]. J Electrostatics,2013,71(5):839 - 847.
[25]Huang Xiaoyuan,Cheng Dangguo,Chen Fengqiu,et al.Reaction Pathways of β-D-Glucopyranose Pyrolysis to Syngas in Hydrogen Plasma:A Density Functional Theory Study[J].Bioresour Technol,2014,143:447 - 454.
[26]Huang H,Tang L. Treatment of Organic Waste Using Thermal Plasma Pyrolysis Technology[J]. Energy Convers Manage,2007,48(4):1331 - 1337.
[27]Plooster M N,Reed T B. Carbon-Hydrogen-Acetylene Equilibrium at High Temperatures[J]. Chem Phys,1959,31(1):66 - 72.
[28]Shan Yanguang,Hu Yuan. Heat and Mass Transfer Within an Evaporating Solution Droplet in a Plasma Jet[J]. J Therm Spray Technol,2012,21(3/4):676 - 688.
[29]谢克昌. 煤的结构与反应性[M]. 北京:科学出版社,2002:459 - 552.
[30]Baumaan H,Bittner D,Beiers H G. Pyrolysis of Coal in Hydrogen and Helium Plasmas[J]. Fuel,1988,67(8):1020 - 1023.
猜你喜欢
冶金动力(2022年5期)2022-11-08
山东冶金(2018年6期)2019-01-28
科普创作(2018年1期)2018-11-30
鞍钢技术(2018年2期)2018-04-13
电源技术(2016年9期)2016-02-27
化工进展(2015年3期)2015-11-11
橡胶工业(2015年2期)2015-07-29
化工管理(2015年12期)2015-03-24
化工管理(2014年21期)2014-08-15
自动化博览(2014年8期)2014-02-28