铀钚萃取洗涤-共反萃工艺的离心萃取器台架实验研究
2015-05-04 01:22:44李传博晏太红郑卫芳袁中伟孙雪梅
原子能科学技术 2015年6期
左 臣,李传博,晏太红,郑卫芳,袁中伟,曹 智,孙雪梅
(中国原子能科学研究院 放射化学研究所,北京 102413)
铀钚萃取洗涤-共反萃工艺的离心萃取器台架实验研究
左 臣,李传博,晏太红,郑卫芳*,袁中伟,曹 智,孙雪梅
(中国原子能科学研究院 放射化学研究所,北京 102413)
由于快堆MOX乏燃料放射性强,需要缩短停留时间以降低溶剂辐解,本工作以离心萃取器为萃取设备,在短停留时间下进行了快堆MOX乏燃料后处理铀钚萃取洗涤-共反萃工艺研究。研究结果显示,该工艺在单级停留时间约20 s时具有良好的铀钚收率,萃取洗涤过程中铀和钚收率均大于99.99%,共反萃过程中铀和钚收率分别为99.99%和99.94%;同时能有效防止第三相的形成,避免钚的聚合沉淀。
MOX乏燃料;后处理;铀钚萃取洗涤-共反萃;离心萃取器
我国在热堆乏燃料后处理方面已经完成了热调试,但在快堆乏燃料水法后处理方面还缺少经验。快堆与热堆乏燃料的不同主要在于:1) 快堆乏燃料中钚含量高,快堆MOX燃料中PuO2的质量分数一般在20%~25%左右,相应地,乏燃料中钚含量较热堆高得多[1-2]。2) 快堆乏燃料中裂片元素含量高,使得裂片净化更加困难[3]。3) 快堆乏燃料的放射性活度高,一方面热堆燃料可冷却多年,待放射性降低后再进行处理,而快堆燃料循环中期望尽快回收钚以提高钚的利用率[4],乏燃料处理前的冷却时间短,在相应的流程中有机相接受的剂量将更高;另一方面,由于快堆燃料燃耗深,增加了乏燃料的放射性,即使处理时间相同,冷却的FR-MOX乏燃料和LWR-UOX乏燃料,在Purex流程中有机相接受的剂量前者是后者的10倍以上[5]。
针对快堆MOX乏燃料中裂片元素含量高的特点,需增大铀钚萃取洗涤-共反萃循环强化裂片元素的去污效果;同时针对快堆MOX乏燃料中钚含量高的特点,还需避免铀钚萃取过程中第三相的形成以及铀钚反萃过程中钚的聚合沉淀,对此,文献[6]曾采用串级实验的方法在中等停留时间下开展了铀钚萃取洗涤-共反萃工艺研究,得到了工艺参数。但针对快堆MOX乏燃料强放射性的特点,尚未开展相关研究。溶剂辐解的加剧将导致核素保留、形成界面污物等影响工艺的后果[7-13],因此应缩短溶剂在流程中的停留时间以降低溶剂辐解,而缩短停留时间可能导致铀钚不能被充分萃取或反萃,造成铀钚收率降低,这就需要考察短停留时间下的工艺效果。20世纪90年代,俄罗斯通过实验比较了3种常用萃取器(混合澄清槽、脉冲萃取柱、离心萃取器)处理快堆乏燃料的优劣[3],结果显示,短停留时间的离心萃取器更适合处理快堆乏燃料。
本工作针对快堆MOX乏燃料放射性强的特点,缩短停留时间,考察以离心萃取器为萃取设备时,铀钚萃取洗涤-共反萃工艺效果。
1 实验
1.1 实验试剂与设备
硝酸钚储备溶液:将Pu的HNO3溶液用直径为 0.5 cm的2606阴离子交换树脂纯化,淋洗后得Pu(Ⅳ)溶液,用分光光度法和萃取法分析Pu(Ⅳ)含量大于98%,用标准源标定储备液Pu浓度。硝酸铀溶液:用5 mol/L硝酸溶解U3O8得到的硝酸铀酰溶液。硝酸、氢氧化钠、二甲苯、磺基水杨酸、高氯酸等试剂均为分析纯,国药集团化学试剂有限公司。乙羟肟酸:自制,纯度大于99%。
30%TBP-煤油溶液:将磷酸三丁酯(TBP,AR级,天津试剂一厂)与加氢煤油(锦西炼油厂)按体积比配制,用2.5%碳酸钠洗涤3次,再用0.1 mol/L硝酸洗涤3次,最后用去离子水洗至中性备用。
含HNO3、U、Pu的模拟料液:分别将含U、Pu的硝酸溶液和浓HNO3按设计的组成混合,制得模拟1AF料液。
PHS-3B型精密pH计,上海雷磁分析仪器厂;单道α计数器,北京核仪器厂;混合K边界/X荧光测量仪,中国原子能科学研究院;Lambda950型分光光度计,珀金埃尔默仪器(上海)有限公司;离心萃取器及其控制系统,清华大学。
1.2 实验方法
台架实验共使用16级φ10离心萃取器(澄清室体积2.2 mL,混合室体积0.7 mL),1A台架实验结束后立刻进行1B台架实验,1A运行约9 h,1B运行约15 h,运行过程中各物料流量基本稳定,台架实验手套箱内温度在19~21.5 ℃之间。流程简图如图1所示,工艺参数如表1、2所列。工艺参数中,在停留时间的选择上,虽然短停留时间有利于降低溶剂辐解和增大处理量,但过短的停留时间(1~2 s)会造成洗涤效率太低,降低Ru、Zr净化效果[3],因此,流程中设计的单级停留时间约为20 s。

图1 台架实验流程简图Fig.1 Flow chart of rig trial experiment process
1A台架实验结束后,清洗离心萃取器,立刻用1A台架实验得到的1AP进行1B台架实验。
钚浓度用α计数器进行测量[14];酸度采用pH电位滴定法分析;常量铀浓度用K边界法分析;微量铀浓度采用TOPO比色法分析[15]。

表1 1A台架实验工艺参数Table 1 Experimental condition of 1A

表2 1B台架实验工艺参数Table 2 Experimental condition of 1B
2 结果与讨论

图2 1A各级样品中钚浓度分布Fig.2 Stage concentration profile for Pu in 1A
由于快堆MOX乏燃料中钚含量高,而有机相中钚负载过多时会形成第三相,干扰流程操作和控制,而铀钚萃取洗涤过程中,有机相钚浓度高,因此1A工艺中除了要达到高的铀钚萃取收率外,还需要避免有机相中过高的钚浓度。1A中钚浓度瞬时样分析结果显示,1AP平均钚浓度为11.8 g/L,1AW平均钚浓度为1.42×10-3g/L,1A钚收率为99.991%。图2为1A运行平衡后钚的浓度分布。由图2可见,钚浓度在12~14级最高,但均未超过20 g/L,避免了形成第三相的风险[6]。1A中铀浓度瞬时样分析结果显示,1AP中平均铀浓度为63.0 g/L,1AW中平均铀浓度为9.2×10-4g/L,1A铀收率为99.998%。图3为1A运行平衡后有机相铀的浓度分布。由图3可见,铀浓度在10~16级差别不大。
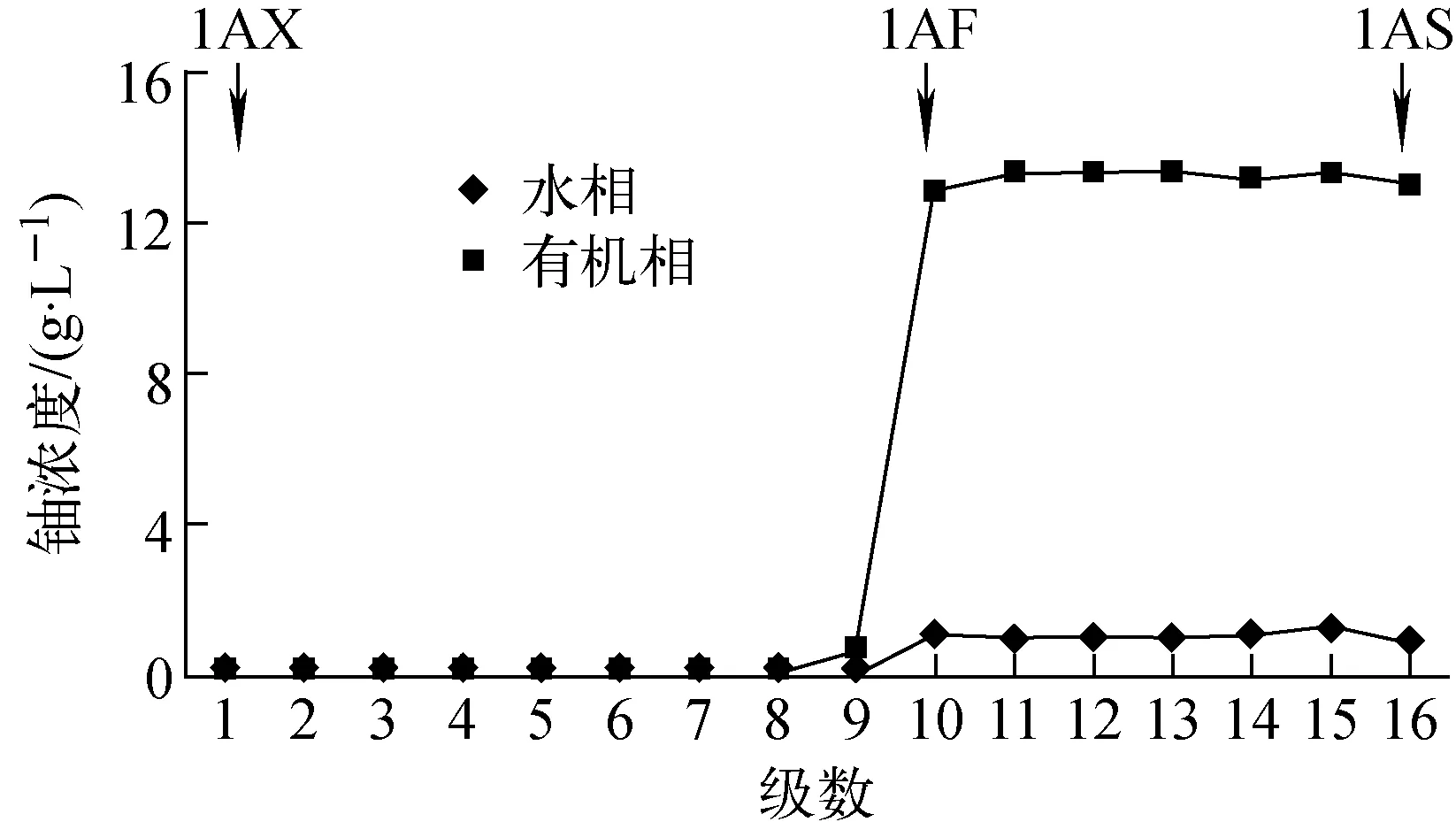
图3 1A各级样品中铀浓度分布Fig.3 Stage concentration profile for U in 1A
1A中酸度瞬时样分析结果显示,1AP平均酸度为0.302 mol/L,1AW平均酸度为3.66 mol/L,萃取段水相酸度约为4.2 mol/L,洗涤段水相酸度约为3 mol/L。
钚在高浓度、高温度和低酸度时很容易发生水解;当钚浓度超过mmol/L后,不会形成简单的单核或二核水解产物,而是水解的钚离子通过—OH键或—O键连接,形成分子质量很大的聚合物,即发生钚的聚合;当加入电解质或聚集成较大颗粒时,会发生沉淀[16]。生成的沉淀不但造成钚损失,还可能堵塞管道,影响工艺运行。由于快堆MOX乏燃料中钚含量高,而铀钚反萃过程中酸度低,因此1B中除了要达到高的铀钚反萃收率外,还需要控制钚浓度和酸度,避免钚发生聚合沉淀。1B中钚浓度瞬时样分析结果显示,1BP中钚平均浓度为7.39 g/L,1BW中钚平均浓度为7.39×10-4g/L,1B中钚收率为99.994%。图4为1B运行平衡后钚的浓度分布。由图4可见,有机相第9级钚浓度为1.48×10-2g/L,由于9~16级中钚浓度很低,因此在10~16级中以0.01 mol/L硝酸反萃时不会引起钚的聚合沉淀,经过10~16级0.01 mol/L硝酸进一步反萃,有机相中钚的浓度降至7.39×10-4g/L,钚收率达到99.994%。1BP中铀的平均浓度为34.1 g/L,1BW中铀的平均浓度为3.59×10-2g/L,1B中铀收率为99.940%。图5为1B运行平衡后铀的浓度分布。由图5可见,1~9级有机相中铀浓度均在55 g/L以上,有机相中大量铀的存在保持了较高的铀饱和度,有利于1~9级中钚的反萃,10~16级由于0.01 mol/L硝酸反萃,有机相中铀浓度下降很快。
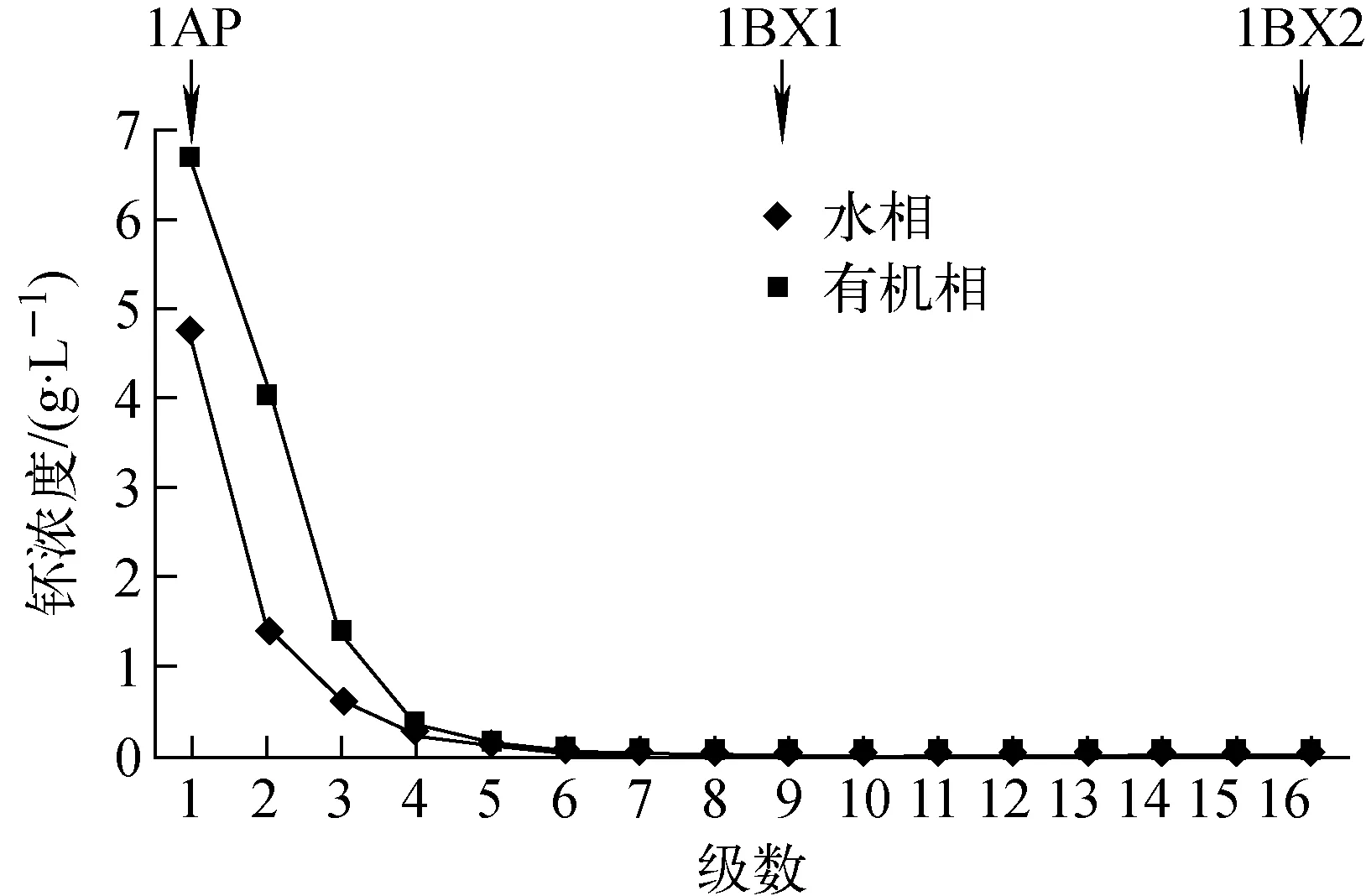
图4 1B各级样品中钚浓度分布Fig.4 Stage concentration profile for Pu in 1B
1B中酸度瞬时样分析结果显示,1BP平均酸度为0.593 mol/L,1BW由于酸度过低没有分析。图6为1B运行平衡后的酸度分布,水相酸度在1~9级维持在0.43 mol/L以上;钚浓度最高的1~2级,水相酸度在0.5 mol/L以上,此酸度下虽然钚浓度高,但不会发生钚的聚合沉淀[17];11~16级水相酸度基本维持在0.01 mol/L,由于反萃了有机相中的硝酸,1~2级的酸度大于3~7级的,8、9级的酸度又有升高是因为浓酸从第9级加入。

图5 1B各级样品中铀浓度分布Fig.5 Stage concentration profile for U in 1B

图6 1B各级样品中酸度分布Fig.6 Stage concentration profile for HNO3 in 1B
表3、4分别为1A、1B的串级[13]和台架实验条件及铀钚收率结果。通过比较可以发现,台架实验得到的铀钚萃取及反萃收率较串级实验没有明显降低,这表明,工艺在短停留时间下可以满足铀钚收率的要求。

表3 1A串级和台架实验条件及结果Table 3 Experimental conditions and results of 1A cascade and rig trial

表4 1B串级和台架实验条件及结果Table 4 Experimental conditions and results of 1B cascade and rig trial
3 结论
通过离心萃取器台架实验验证,设计的快堆MOX乏燃料萃取洗涤-共反萃工艺在单级停留时间低至20 s的条件下,萃取洗涤过程中铀、钚收率均大于99.99%,共反萃过程中铀、钚收率分别为99.94%和99.99%;设计的工艺能有效防止第三相的形成和钚的聚合沉淀。
本工作解决了快堆MOX乏燃料共去污段铀钚萃取-反萃的问题,为开展共去污段其他方面的研究打下了基础,下一步将针对其他如Np走向、溶剂辐解产物对核素的保留、裂片元素去污效果等因素进行研究,以确定共去污段工艺参数。
[1] 乏燃料中间贮存的现状与今后发展前景[M]. 黄钟,译. 北京:核科学技术情报研究所,1991.
[2] TAKATA T, KOMA Y, SATO K, et al. Conceptual design study on advanced aqueous reprocessing system for fast reactor fuel cycle[J]. Journal of Nuclear Science and Technology, 2004, 41(3): 307-314.
[3] ANISIMOV V I, PAVLOVICH V B, SMETANIN É Y, et al. Pilot studies of an extraction process for reprocessing of spent fuel from fast reactors: Hardware and process details of extractor selection[J]. Atomic Energy, 1992, 72(5): 428-436.
[4] MCKAY H A C. Extractants and diluents for fast reactor fuel reprocessing[C]∥Proceedings of the Symposium on Fast-reactor Fuel. London: [s. n.], 1979: 105-121.
[5] IAEA. Status of developments in the back end of the fast reactor fuel cycle[R]. Vienna: IAEA, 2011.
[6] 左臣,李传博,晏太红,等. 铀钚萃取洗涤-共反萃工艺Ⅰ:串级工艺优化[J]. 核化学与放射化学,2013,35(4):211-215.
ZUO Chen, LI Chuanbo, YAN Taihong, et al. U, Pu co-recovery process, Ⅰ: Cascade experiments[J]. Journal of Nuclear and Radiochemistry, 2013, 35(4): 211-215(in Chinese).
[7] 捷姆利亚努仅B N. 核电站燃料后处理[M]. 黄昌泰,等译. 北京:原子能出版社,1996.
[8] STIEGLITZ L, BECKER R. Chemische und radiolytische solventzersetzung im Purex-proze β[J]. Atomkernenergie/Kerntechnik, 1985, 46(2): 76-80.
[9] BLAKE C A, Jr, DAVIS W, Jr, SCHMITT J M. Properties of degraded TBP-amsco solutions and alternative extractant-diluent systems[J]. Nucl Sci Eng, 1963, 17: 626-637.
[10]MINCHER B J, MODOLO G, MEZYK S P. Review article: The effects of radiation chemistry on solvent extraction, 1: Conditions in acidic solution and a review of TBP radiolysis[J]. Solvent Extraction and Ion Exchange, 2009, 27(1): 1-25.
[11]TAHRAOUI A, MORRIS J H. Decomposition of solvent extraction media during nuclear reprocessing: Literature review[J]. Sep Sci Technol, 1995, 30: 2 603-2 630.
[12]TRIPATHI S C, RAMANUJAM A. Effect of radiation-induced physiochemical transformations on density and viscosity of 30% TBP-n-dodecane-HNO3system[J]. Sep Sci Technol, 2003, 38: 2 307-2 326.
[13]TRIPATHI S C, SUMATHI S, RAMANUJAM A. Effects of solvent recycling on radiolytic degradation of 30% tributyl phosphate-n-dodecane-HNO3system[J]. Sep Sci Technol, 1999, 34: 2 887-2 903.
[14]丛海峰,矫海洋,迪莹,等. 大量铀中微量镎钚的分析[M]∥中国原子能科学研究院年报. 北京:原子能出版社,2008:247-248.
[15]潘永军,丛海峰,袁洁琼,等. Purex 流程中微量铀的分析[M]∥中国原子能科学研究院年报. 北京:原子能出版社,2008:233.
[16]朱礼洋,唐洪彬,何辉. 溶液中钚的聚合研究进展[C]∥全国核化工学术交流年会. 北京:中国核学会核化学分会,2012:93-102.
[17]SCHUELEIN V L. Parameters for plutonium polymer formation in nitric acid[R]. Richland, USA: Atlantic Richfield Hanford Co., 1975.
Rig Trial Study on U and Pu Co-recovery Process in Centrifugal Contactor
ZUO Chen, LI Chuan-bo, YAN Tai-hong, ZHENG Wei-fang*,YUAN Zhong-wei, CAO Zhi, SUN Xue-mei
(ChinaInstituteofAtomicEnergy,P.O.Box275-26,Beijing102413,China)
The high specific activity of fast reactor MOX spent fuel will leads to serious solvent degradation, so the contact time needs to be shorten. A rig trial of U and Pu co-recovery process was performed in centrifugal contactor. The results show that when contact time in single stage is 20 s, the yields of U and Pu in extraction-scrub process are higher than 99.99%, respectively, and the yields of U and Pu in co-stripping process are 99.99% and 99.94%, respectively. The risk of the third phase generation and polymerization and precipitation of Pu can be prevented.
MOX spent fuel; reprocessing; U and Pu co-recovery; centrifugal contactor
2014-02-27;
2014-03-27
863计划资助项目(2009AA050702)
左 臣(1983—),男,湖南衡阳人,助理研究员,核燃料循环与材料专业
*通信作者:郑卫芳,E-mail: wfazh@ciae.ac.cn
TL364.5
A
1000-6931(2015)06-0992-05
10.7538/yzk.2015.49.06.0992
猜你喜欢
历史教学问题(2022年1期)2022-07-28 05:48:58
汽车实用技术(2022年7期)2022-04-20 11:45:04
历史教学问题(2022年6期)2022-02-28 08:15:02
中国核电(2021年3期)2021-08-13 08:56:40
装备制造技术(2021年4期)2021-08-05 07:39:22
装备制造技术(2020年11期)2021-01-26 00:39:04
云南化工(2020年11期)2021-01-14 00:50:56
河北地质(2017年2期)2017-08-16 03:17:15
中国石油大学学报(自然科学版)(2015年2期)2015-11-10 06:08:08
科技资讯(2012年6期)2012-04-29 09:33:33