
15NiCuMoNb5钢的焊接工艺
2015-04-23 05:31:14石南辉
金属加工(热加工) 2015年24期
石南辉
1. 概述
在漳山电厂2×600MW机组锅炉中,下水包是仅次于汽包的第二大部件,采用的是德国的15NiCuMoNb5 (WB36)钢,其分别由4段规格为φ838mm×62mm的钢管组合成一个大型环形集箱。
由于下水包管径大(φ838mm),管壁厚(62mm),所以是锅炉现场安装工作中焊接工作量最大的焊口。WB36(15NiCuMoNb5)钢在300MW及300MW以上火电机组中广泛使用,替代A106B、St45.8/Ⅲ。WB36钢使用后可以大大降低材料成本,显著改善管系的应力条件,已成为目前国内外高参数火电机组主给水管的首选材料。
2. 15NiCuMoNb5(WB36)钢焊接性分析
WB36钢是在碳锰钢的基础上加入Ni、Cu、Mo及Nb合金而得到的一种合金钢,合金种类多,碳当量高,焊接性比传统的碳钢差,容易出现焊接质量问题。这也是我公司遇到的15NiCuMoNb5(WB36)钢最大管径和壁厚的焊口。
15NiCuMoNb5(WB36)钢的化学成分和力学性能分别如表1、表2所示。
WB36钢的Cep=0.34%~0.73%,具有一定的冷裂倾向,焊接时应预热。
15NiCuMoNb5(WB36)钢是焊接性能较好的钢种,但由于下水包的管壁较厚(62mm),故在焊接过程中的焊接残余应力也比较大,在焊接时还要防止和消除冷裂纹,这是下水包焊接的重点和难点。另一方面,因为下水包管壁厚,不容易返修,必须保证焊接质量,这就更加要求我们的焊接工作必须认真对待。
3. 下水包的焊接工艺
采用手工氩弧焊打底,焊条电弧焊盖面的焊接方法。为了保证焊接质量,对焊接材料的选择、管理和焊前母材清理等工作要求都十分严格。
(1)焊接设备 以当时的条件选用了济南华奥焊机厂的ZX7—4000型逆变式直流电焊机。
(2)焊接材料 焊丝采用上海电力修造总厂的TIG—R10;焊条采用四川大西洋焊材有限公司的CHE—707,焊前焊条须经350℃烘焙2h,在使用时,焊条保温筒装好并保持通电,随用随取。
(3)保护气体 氩气纯度≥99.95%。
(4)焊材性能 焊接材料化学成分及熔敷金属力学性能如表3~表6所示。

表1 5NiCuMoNb5(WB36)钢化学成分(质量分数) (%)

表2 5NiCuMoNb5(WB36)钢力学性能
(5)焊接参数 采用氩弧焊打底+焊条电弧焊填充的焊接工艺,焊接参数如表7所示。
4. 下水包焊接过程控制
(1)坡口形式 为了减少焊接工作量、焊接应力和焊接变形,下水包焊口的坡口采用“双V”形,如图1所示。
(2)焊前准备 焊前清理:用砂轮机打磨坡口内外两侧25mm范围的油漆、油污、铁锈、氧化皮和其他对焊接有害的杂质,使其露出金属光泽为止。
焊前装配:按有关规程进行装配。
点焊预热:采用DWK—240型电脑温控仪。
定位焊:把装好的下水包用楔形块固定,分四点固定,用TIG—R10焊丝定位焊,应将焊缝周围200~300mm加温到100℃,方可进行定位焊,现场统一选用了Q235钢表面用CHE—707焊条进行过渡的楔形块,如图2所示。
施工环境:焊接现场周围用帆布遮围,集箱上的管口均都密封,避免因穿堂风的影响而产生气孔或弧偏吹。

表3 焊丝TIG—R10的化学成分(质量分数) (%)

表4 焊丝TIG—R10熔敷金属力学性能

表5 焊条CHE—707的化学成分(质量分数) (%)

表6 焊条CHE707熔敷金属力学性能

表7 WB36钢的焊接参数
(3)焊前预热和焊后热处理 WB36钢氩弧焊时预热温度100~150℃,电弧焊时预热温度200~250℃,层间温度控制在200~350℃。焊接结束后,整个焊口立即进行555~585℃的高温回火处理,焊后热处理工艺曲线如图3所示。
采取以上措施是为了预防延迟裂纹的产生和消除残余应力,降低接头区域的温差,从而减小焊接热影响区的淬硬倾向,利于氢的扩散,降低焊缝中的含氢量,防止产生冷裂纹,改善接头的塑韧性。
(4)焊接操作过程 焊接顺序:为了保证下水包的安装尺寸,应尽量减少焊接变形,我们选用4对焊工同时对4个焊口进行施焊,即采用对称焊。
为确保根部焊透,我们在第一道氩弧焊打底时,焊缝间隙要确保2.5~4.0mm,由两名焊工错开打底,一人从仰焊向上焊,一人从立焊往上焊,同时要经常用电筒照射检查打底质量,确保根层的根部质量。第二、三道焊缝用φ3.2mm的焊条焊接,防止根部焊穿。

图1 下水包焊口坡口示意
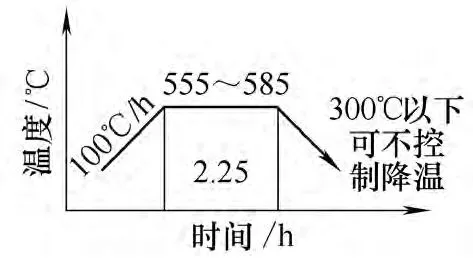
图3 WB36钢焊缝热处理工艺曲线
随着焊缝厚度增加,焊缝宽度也增加,焊条摆动范围不宜太大(应小于所用焊条直径的5倍),单层焊道厚度应不大于所用焊条直径+2mm,采用多层多道焊,焊道之间的接头应错开。
焊接过程中要控制好层间温度不能过高,层间清理要及时彻底。
(5)焊后检测 焊口外观经自检和质检员专项检查合格后进行焊后热处理,待焊口冷却后再进行100%超声检测和100%γ射线检验,经检验四道焊口100%合格。
5. 结语
本工程厚壁WB36钢的焊接,我们采用上述焊接工艺措施,严格遵守焊接规程,精心设计、精心组织、精心操作,出色完成锅炉重大部件焊接工作,为以后类似工程的施工安装焊接提供了很好的借鉴。
猜你喜欢
江苏安全生产(2023年10期)2023-12-18 23:48:32
机械工程与自动化(2022年4期)2022-08-23 01:42:48
装备制造技术(2020年9期)2021-01-26 00:14:42
全面腐蚀控制(2020年3期)2020-02-27 00:37:09
科技风(2018年9期)2018-05-14 13:45:48
石油化工建设(2018年6期)2018-04-22 03:16:50
制造技术与机床(2017年7期)2018-01-19 02:29:32
电子制作(2017年19期)2017-02-02 07:08:44
焊接(2016年10期)2016-02-27 13:05:35
焊接(2016年10期)2016-02-27 13:05:32
