
小直径集箱管焊接变形及控制
2015-04-23 05:31:18程绪民周光禄
金属加工(热加工) 2015年24期
程绪民 周光禄
1. 产品概述
我公司于2015年8月份承接了某光热发电设备公司太阳能集箱管的生产加工承揽加工订单,集箱管材质为低碳、低合金的珠光体型热强钢12Gr1MoVG锅炉管,其结构形式为:在主管径向方向上纵向焊接18只支管,支管中心距160mm;主管直径为60mm,壁厚5mm,长度2 800mm,支管直径35mm,壁厚8mm;焊接结构采用骑座式全焊透形式;技术要求为纵向支管端面不平度≤1.5mm,主管直线度≤2.5mm;集箱管运行规范是介质为430℃的水,工作压力为19MPa。
2. 集箱管工艺试验
(1)开孔变形工艺试验 我们选取如图1所示的4根相同的集箱管,分别进行了气割开孔和钻床钻孔工艺试验。
对气割开孔试验的集箱管(L=160mm)按顺序连续气割开孔(φ19mm),气割开孔后经测量直线度,产生了向集箱管纵向开孔一侧的凹形弯曲变形,变形偏差为3~3.5mm。
对采用钻床进行机加工钻孔的试件,进行了直线度的测量,产生的弯曲度偏差均在2mm,未出现较大的弯曲变形。
综合试验结论:由于在火焰切割过程中,采用热输入较小,管子壁厚相对较大,变形量与钻床钻孔变形量相比偏差基本相一致,只要在焊接过程中采取可行的焊接工艺,即可满足集箱管技术标准要求,所以我们决定采用火焰切割管孔工艺。
(2)焊接工艺试验 我们在单根集箱管上进行了焊接变形试验,焊接参数如表1所示。从集箱管两端同时向中心焊接,焊接结束后,集箱管出现侧弯现象,经测量侧弯偏差30mm,变形严重,测量结果如图2所示。经单根焊接试验证明,单根产品如无有效防变形措施是不能满足图样设计要求的。
3. 集箱管变形产生原因分析
经试验分析,影响集箱管焊接变形主要有以下两种因素:
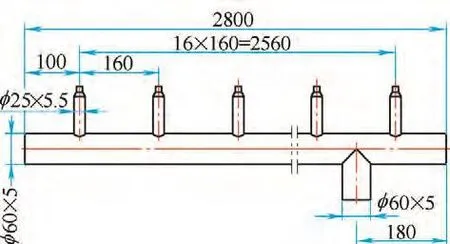
图1

表1 焊接参数
(1)纵向开孔变形 集箱管在纵向中心线上密集开设了中心距160mm,φ19mm管孔,由于集束管数量庞大及火焰切割管孔对集箱管加热的局部性,导致集束管轴向有轻微挠曲度变形(见图3),经检测变形量最大为3~3.5mm。
(2)焊接变形 集束管上管接头的焊接(管接头高度100mm, φ20mm,壁厚8mm,中心距160mm),由于技术要求管接头采用全焊透坡口形式,所以在焊接工艺中要求氩弧焊打底,手工焊填充盖面。由于支管为骑座式安装,造成填充金属较多,热输入较大,加之支管之间间距短,支管数量多,并且整个产品焊接过程处于不均匀加热和冷却状况,从而导致集箱管由于焊接残余应力在纵向和横向产生变形(见图4)。
4. 集箱管焊接防变形措施
(1)纵向变形控制措施 我们采用了两组产品进行组装对接(见图5),这样装配使焊后的残余变形在纵向上能够相互拘束,对产品焊接变形起到控制作用。

图2
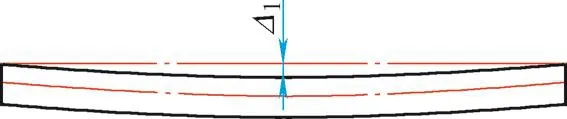
图3

图4
(2)横向变形控制措施 针对集箱主管横向变形,设计了专用组装工装,采用夹具进行刚性固定,控制产品焊接时产生的弯曲变形及挠曲度变形。
(3)焊接顺序的控制 我们采用两名焊工对称跳焊,从两端向中间的方法进行焊接(见图6),这样可以使焊接变形减小,达到总体变形减小的目的。
另外,焊接采用小电流、快速焊工艺,减少热输入,降低焊接变形量,焊接参数如表2所示。
(4)焊后热处理 由于焊后热处理有着将弹性变形转化为塑性变形的能力,起到稳定结构尺寸的作用,所以对集箱管进行670℃的炉内整体消除应力热处理。
5. 成品检测
严格按制定的防变形措施进行小批量生产,集箱管最后加工为成品后,经抽样检测,纵向变形量(最大为1.5mm)及横向变形量(最大为1.0mm)得到了有效控制,纵向支管端面不平度≤1.5mm,主管直线度≤2.5mm,各检测项目均符合图样设计要求。检测结果如表3所示。随后,产品投入批量生产,经检测,无不合格品出现。
6. 结语
针对集箱管这种小直径产品,在组对装配、焊接顺序、热处理等各方面采取合理有效的工艺措施,就能保证产品质量符合设计要求,对今后同类产品的生产具有重要的借鉴意义。
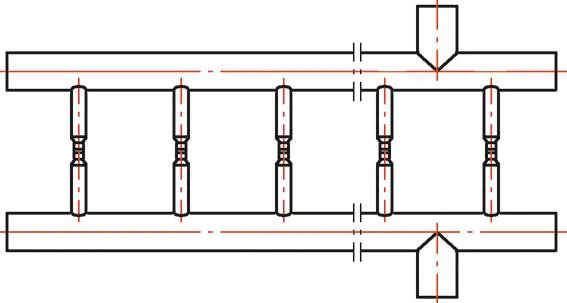
图5
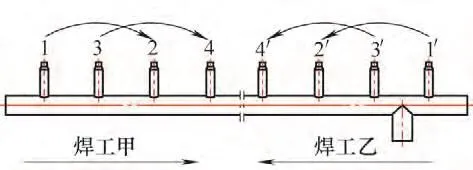
图6
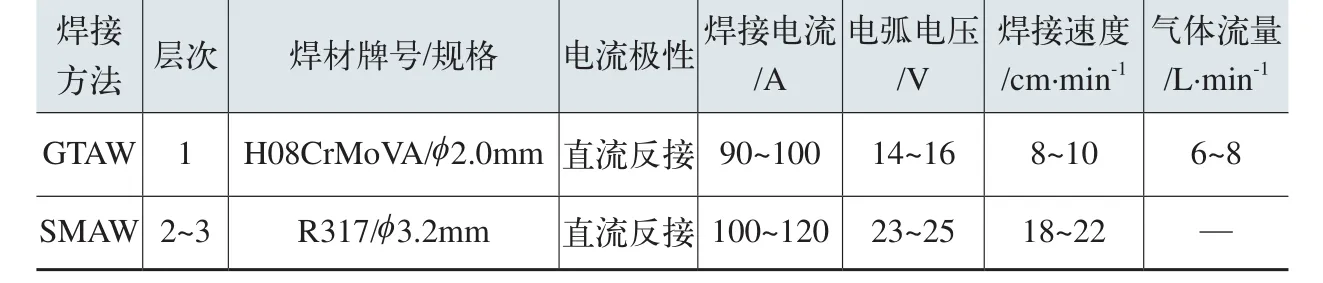
表2 焊接参数
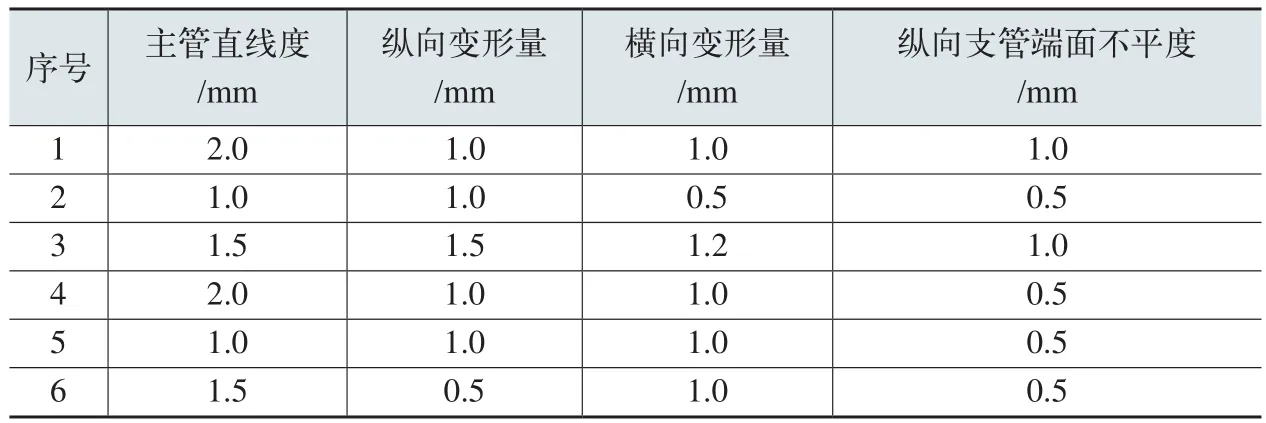
表3 抽检记录
猜你喜欢
计量学报(2022年7期)2022-08-23 09:23:24
浙江农林大学学报(2022年1期)2022-03-01 07:12:52
设备管理与维修(2020年23期)2021-01-04 00:15:06
中国特种设备安全(2019年5期)2019-07-16 08:51:54
中国特种设备安全(2018年9期)2018-11-01 07:23:00
制造技术与机床(2017年6期)2018-01-19 02:41:19
重型机械(2016年1期)2016-03-01 03:42:06
时代农机(2015年3期)2015-11-14 01:14:59
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
