核电站调节阀气动执行机构焊缝开裂原因分析
2015-04-18 01:42:32王俊杰王亚州
电力安全技术 2015年8期
王俊杰,王亚州
(福建宁德核电有限公司,福建 宁德 355200)
1 系统介绍及异常
2013年5月,某核电站发现一回路热功率异常。经现场检查,发现蒸汽转换器系统(STR)调节阀气动头弹簧筒焊缝失效,气动头筒体和下隔膜盒连接的焊缝已基本断开。
STR系统的功能是产生低压辅助蒸汽,并通过辅助蒸汽分配系统(SVA)供给核岛和常规岛的各个场所使用,是百万、千万级核电站热力系统的重要组成部分。失效阀门为STR系统蒸汽入口的降压调节阀,同时受到STR系统蒸汽入口压力和辅助蒸汽出口压力的控制。其焊缝开裂不仅会导致主控室和现场无法实现对该阀门的操作,同时当阀门全开时还会导致下游压力快速上升,超过安全阀保护的动作定值,使安全阀动作,进而造成机组负荷波动。因此,需对机组的控制状态进行干预。该调节阀气动头弹簧筒焊缝失效问题已引起广泛的关注和重视,为此该核电站针对出现的调节阀气动头弹簧筒焊缝开裂事件,进行了深入的性能试验和原因分析,并提出了相应的改进措施和建议。
2 试验方法
为分析阀门焊缝开裂的原因,需对失效试样进行加工和分解。根据气动头损坏的特点,选取未完全断裂的部分作重点分析,将其开裂焊缝部分切割成一个整块试样,并对整块试样进行切割和试验。具体步骤如下。
(1) 采用线切割方式,从气动头上气盖和下气盖截取3块试样,如图1所示。其中,切取1号和2号试样时连接断口,切取3号试样时则连接未断裂焊缝。
(2) 对试样进行打磨、抛光与腐蚀后,再对其进行金相观察、断口能谱分析、硬度测量以及成分分析。
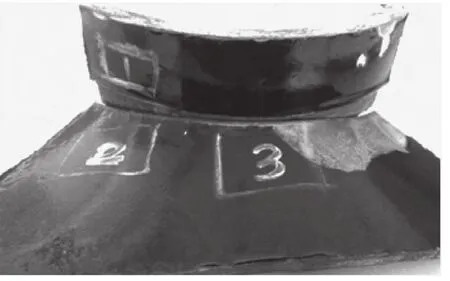
图1 取样位置
3 材料性能分析
3.1 材料化学成分分析
对取样母材的化学成分进行测试,结果如表1所示。根据表1可知,上、下气盖金属成分中S,P等杂质元素含量较低,表明材料纯净度较高;化学成分满足GB/T700—2006《碳素结构钢》中对Q235B钢成分的规定。由此可初步判断上、下气盖为Q235B钢材料。
由于焊缝尺寸较小,不宜采用光谱法测试其成分,故选用一体化能谱分析系统对焊缝成分进行能谱分析。由测试结果可知,焊缝成分主要为Si-Mn-Fe。
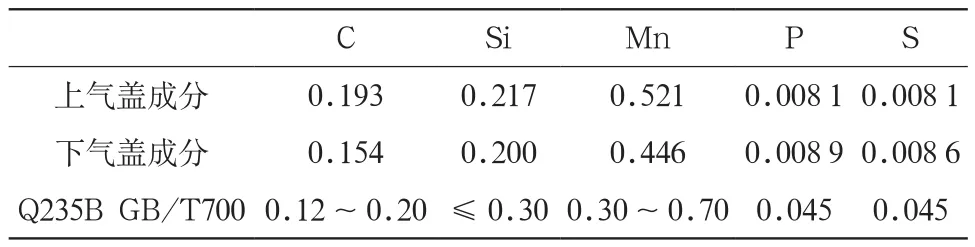
表1 母材化学成分测试结果 %
3.2 金相组织检验
采用4 %硝酸酒精溶液作为侵蚀剂,对取样试样的焊缝、粗晶区、母材进行金相组织检验,各位置典型的金相组织照片如图2所示。从图2可以看出,3个试样的焊缝与粗晶区为贝氏体组织,母材均为铁素体+珠光体组织。对取样试样进行金相组织检验未发现明显异常,未见裂纹、气孔和夹渣等缺陷。

图2 试样典型金相组织
3.3 硬度试验
采用HVS-50Z型自动转塔数显维氏硬度计,对取样试样的母材、焊缝与热影响区进行硬度测试,试验结果如表2所示。由表2可知:母材硬度为162~168 HV30,符合标准要求;焊缝硬度为206 HV 30,高于母材硬度的幅值,且满足DL/T 1118—2009《核电厂常规岛焊接技术规程》中规定的焊缝硬度不超过母材硬度值加100的要求,所以母材硬度与焊缝硬度相匹配。

表2 显微硬度测量结果 HV30
3.4 焊缝裂纹宏观及微观形貌分析
3.4.1 焊缝的宏观形貌
对已经更换下来的气动头弹簧筒的开裂焊缝形态进行宏观目视检查。通过检查焊缝金属断裂形态,判定焊缝焊接方式为手工电弧焊(SMAW),单层单道。检查结果表明,失效焊缝焊接成型较差,焊缝高度不均匀,断裂焊缝外观形貌如图3所示。
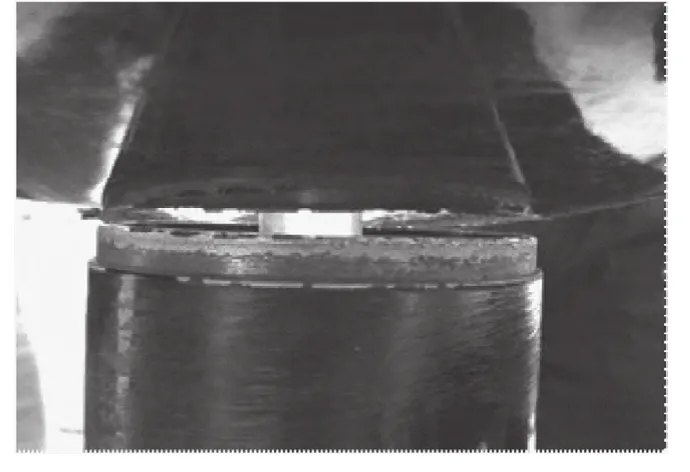
图3 断裂焊缝外观形貌
3.4.2 焊缝的微观形貌
对失效焊缝取样进行微观形貌分析,由图4(a)可知,大部分焊缝金属虽已受到焊接热影响,但并未完全熔合,焊缝存在较大的未熔合区。在试样的焊缝中观察到1条裂纹,裂纹从母材热影响区沿穿晶向焊缝内部扩展,如图4(b),(c)所示。沿焊缝裂纹将3号试样断口打开,对断口组织进行扫描电镜观察,其断口形貌如图4(d)所示,未完全裂开的焊缝断口形貌中有大量的韧窝存在,该部分焊缝为韧性开裂,由此可以判断焊缝具有较好的韧性。

图4 3号试样裂纹和断口形貌
4 焊接结构分析
对气动头弹簧筒失效焊缝形态进行目视检查与测量。断裂焊缝结构如图5所示,焊缝尺寸为:支撑管连接高度h为10~11 mm,弹簧筒壁厚t1为4~5 mm,气动头壁厚t2为4~5 mm,角焊缝焊脚高度hf为3~4 mm。
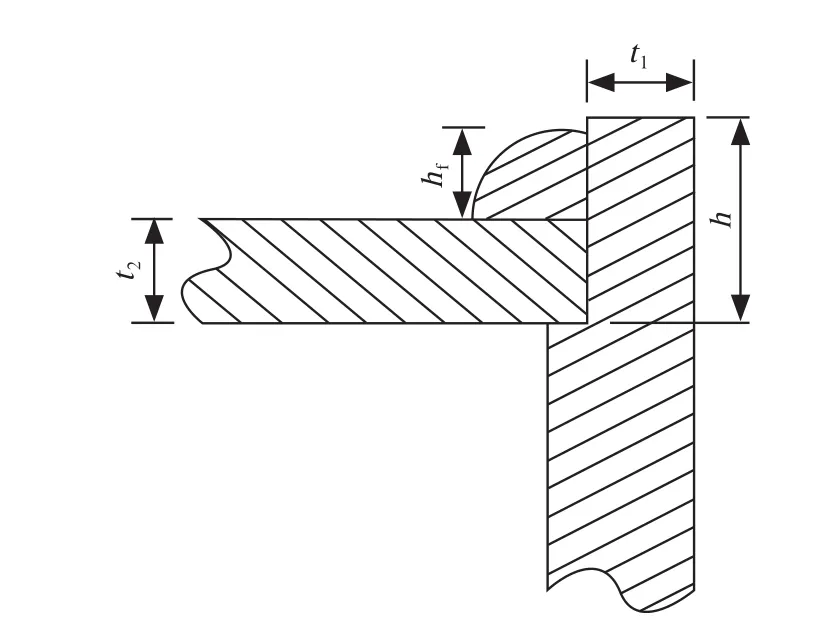
图5 断裂焊缝结构
采用体视显微镜分别对3个试样进行观察,并对其焊脚尺寸进行测量,得出最小焊脚尺寸约为767 μm,焊脚尺寸不均匀,焊缝存在严重的未熔合缺陷。
根据DL/T1118—2009《核电厂常规岛焊接技术规程》和GB50017—2003《钢结构设计规范》等标准要求,角焊缝焊脚高度hf应不小于较薄侧工件厚度t,或不小于薄侧工件厚度t+(2~3),即hf≥t或hf≥t+(2~3)。因此,气动头角焊缝焊脚高度应不小于4 mm,并且根据制造厂文件要求焊脚高度应不小于5 mm。而实际焊脚高度最小仅为0.7 mm,不满足标准要求。根据焊缝断口形貌分析,该焊缝韧性较好,但由于尺寸小、焊缝承受的应力较大,造成角焊缝强度不足而导致开裂。
5 原因分析与讨论
根据上述试验结果,可能造成阀门焊缝失效的原因如表3所示。由表3可知,此次事件的主要原因是,由于角焊缝焊接质量不佳、角焊缝焊接成型较差、焊脚高度不均匀,出现了焊缝未熔合及未焊透等焊接质量缺陷,导致焊脚高度不能满足相关标准及设计值要求;在阀门运行期间,气动头焊缝局部所受的应力超出了焊缝材料的强度极限,逐渐发生断裂,进而导致阀门气动头控制失效。
6 结果及建议
(1) 上下气盖及焊缝的化学成分及组织未见异常,焊缝的性能与母材相匹配,表明了其母材、焊材选用及焊接工艺均合适,满足了相关标准及设计的要求。
(2) 在制造过程中,焊缝存在未熔合和未焊透等焊接质量缺陷,造成焊脚实际高度不足及焊缝焊脚高度不均匀,导致在阀门正常运行工况下,气动头焊缝局部所受的应力超出焊缝材料的强度极限,从而发生断裂。
(3) 建议将该焊缝设计改为实施2层3道焊,或同时在背面增加1层焊道,以避免焊接过程出现焊缝未熔合等严重焊接缺陷。

表3 阀门焊缝失效原因分析与讨论
1 赵建仓,成 鹏,孙志强,等.大亚湾核电站疏水隔离阀密封焊开裂原因分析[A].见:李国刚.环境监测技术新进展:庆祝中国环境监测总站成立30周年论文集[C]. 北京:化学工业出版社,2010.603-606.
2 孙 琳,李 振.CPR1000核电蒸汽转换器系统(STR)设计特点[J].科技信息,2010,28(33):778-779.
3 边美华,石顺梅.高过进口联箱接管焊接接头开裂原因分析[J].广西电力,2012,35(4):70-73.
4 陈忠兵,赵彦芬,赵建仓,等.厚壁12Cr1MoVG钢焊接接头裂纹分析及其控制[J].中国电机工程学报,2012,32(35):138-141.
5 中国广东核电集团有限公司.中国改进型压水堆核电站CPR1000简介[J].现代电力,2006,23(5):36-38.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22 10:08:16
天然气与石油(2022年4期)2022-09-21 07:05:54
宁夏电力(2022年1期)2022-04-29 03:49:18
贵金属(2021年1期)2021-07-26 00:39:14
北京航空航天大学学报(2021年6期)2021-07-20 07:23:52
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
测控技术(2018年9期)2018-11-25 07:44:24
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
山东冶金(2015年5期)2015-12-10 03:27:40