
基于精益生产的某阀门制造企业作业车间改善
2015-04-17 14:07:48张艳旭
东南大学学报(哲学社会科学版) 2015年2期
张艳旭,刘 烨
(天津工业大学管理学院,天津300387;)
科技发展日新月异,尤其是近年来信息技术的迅猛发展,为工程技术的发展和应用带来而来新的契机。随着德国工业4.0研究项目以“智能制造”为主导的革命性的生产模式的提出,在这种模式中,创造新价值的过程研究智能化生产系统及工程,成为制造时代新思维。但是,在这种国际的大形势下,作为传统批量加工的基础设备制造型企业如何在这激烈的竞争中得到持续发展?在不总是更新设备等作业设备的同时,只有学习先进的生产理念,以最低的生产制造成本快速响应客户需求,企业才能获得发展的先机。精益生产,旨在强调生产“降低成本,提高效率,以人为本,持续改善”。既要求最大限度地减少企业生产所占用所有资源,降低生产过程中冗余、无用的东西,同时又坚持全员生产中培养持续改善的意识。
阀门作为工业上的一种重要的流体控制设备,涉及到国民经济诸多部门,是国民经济发展的重要基础设备。阀门制造产业可以称作为成熟产业,但是,大部分阀门加工制造车间加工时在许多方面仍然采用传统批量加工制造方法,并且存在生产方式粗放、现场布置不合理以及生产无用功较多等问题,这些问题制约了企业的生产效率和产品质量。现以某阀门制造企业的闸阀作业车间为例,选中某一型号的闸阀为代表,对其生产进行优化。
本文以某阀门制造企业的闸阀作业车间为例,选中某一型号的闸阀为代表,提出一套完整的改善流程:对生产现状进行工艺程序物流线路图分析,以此寻找改善点,同时考虑到作业人员作业疲劳,根据工艺流程程序分析,改善生产流程以及加工现场设施布置,最终实现对生产线改进的更加科学、合理,降低工人的劳动强度,降低能耗,缩短生产周期。
一、现状及问题分析
闸阀车间内生产加工制造零部件采用批量生产的生产模式,不同型号不同零部件的批量数量不同。各型号零部件的物流顺序及车间布局大部分根据工艺流程设置,但是仍然存在许多零部件不是根据工艺流程设置机械设备,整个车间的空间已呈现饱和状态,既存在一部分设备为运行状态,也存在一部分设备为空闲状态。根据生产调研,生产设备多采用一对一生产,即为省略更换夹具、刀具的时间,在刀具、夹具的寿命期限内,只生产某一型号的某零部件。
精益生产的思想是以客户的需求及价值观为导向,确定产品的功能及性能是否达到或者超出客户的需求,把产品制造过程中所有不能为客户创造价值的行为定义为浪费;他同时也是产品制造过程的管理方法,其核心是以尽量少的资源(人力、设备、生产周期、生产场地)在保证产品质量的前提下创造出尽可能高的效益。此论文即应用精益生产的第二方面的思想,通过精益生产活动以期达到以下目的:(1)针对某一型号的法兰闸阀加工制造装配的生产流程进行分析改进,使生产流程更合理;(2)针对某一型号的法兰闸阀阀体的生产设施布局进行优化,消除物流浪费,提高物流效率,降低物流较传统作业车间调度问题,(3)对生产线进行平衡分析,减少工序之间的物流等待,消除瓶颈环节,提高生产效率。
1.现场调查
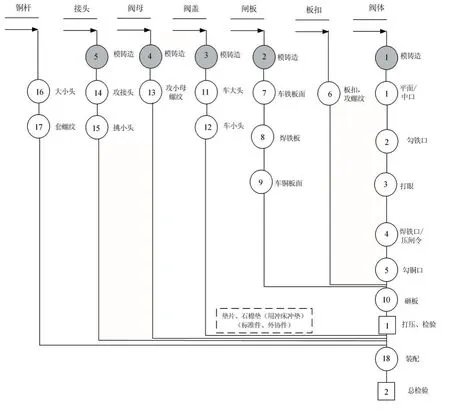
图2-1 DN80工艺程序图
整个闸阀包含的零部件有:阀体、闸板、阀盖、板扣、阀母、接头、铜杆以及垫片等标准件。阀体的生产工艺有:平大面、车铁口、打眼、焊口、车铜口五道工序;闸板需要车板面、焊闸板面、车铜板面;阀盖的生产工艺为:车盖大、车盖小;阀母需要车阀母一道工序;接头有车接头大面、车接头小面两道工序。
本文以调研时正在生产的型号DN80的法兰闸阀加工装配为例,对法兰闸阀作业系统全过程进行工艺程序分析,对生产系统进行简略、全面和一般性的了解,总结出如图1所示合成型的工艺程序图(铜杆加工有单独加工车间)。
通过走进现场的调研,应用秒表测时法,对各工位进行多次测时,计算出各种工件各道工序各个工位的单件加工作业时间(包含加工前检查时间、加工准备时间、加工时间以及卸件时间)、运输批量(运输批量)以及生产加工设备数量,如表1所示。同时,考虑到作业过程中,作业者的作业机能衰退,作业能力明显下降,有时伴随着疲倦感等主观症状的现象,产生作业疲劳。同时,阀门制造作业时,作业内容单一,短暂而动作高度重复的作业,限制作业者创造力发挥的作业都是单调乏味的,使人产生不愉快的情绪。根据日本能率协会劳动强度分级标准,车工、铣工加工工件,属于中等劳动强度级别。
我国于1983年制订了按劳动强度指数划分的《体力劳动强度分级》国家标准(GB3869-83),该标准是在第262各工种的工人劳动时,能量代谢和疲劳感等的调查分析基础上,以劳动时间率和工作日平均能量代谢率[KCal/(min·m2)] 为指标制订的,能比较全面地反映作业时人体负荷的大小。根据劳动强度分级标准,该车间作业者加工属于中等劳动劳动强度,则作业者的实际劳动率为65%~75%。考虑到作业者的劳动强度,计算出75%劳动率的批量加工时间。

表1 调研与计算
2.流程程序分析
根据上述记录现状,运用“5W1H”提问技术,分别从操作、检查、等待、储存及搬运五个方面逐项分析。
由图表可示,阀体工件工序的加工时间远远多于其他零部件,则应用工艺流程程序分析,以阀体的加工制造全过程为研究对象,把加工工艺划分为加工、检查、搬运、等待和储存等五种状态加以记录,对阀体的整个制造过程进行流程分析,以进一步了解阀体制造全过程,为流程的进一步优化打下基础,为设施的优化布置提供必要的基础数据。假设从零开始,作业人员在加工前,没有其他正在加工的阀体批量,只是进行单次批量加工,由此,绘制流程程序图如图2所示。
3.布置与经路分析
以作业现场为分析对象,对产品、零件的现场布置或作业者的移动路线进行布置和经路分析,与流程程序图配合使用,以达到缩短搬运距离和改变不合理流向的目的。通过流程程序图,可以了解产品的搬运距离或工人的移动距离,通过布置和经路分析可以更详细地了解产品或工人在现场的实际流通线路和移动线路。便于对产品、零件或人与物的移动路线进行分析,通过优化设施布置,改变不合理的流向,减少移动距离,达到降低运输成本的目的。根据实际调研,绘制物流路线图,如图2-2所示。

表2 加工阀体的流程程序图
二、制定改善方案
通过对DN80阀体生产线的详细分析,运用“5W1H”以及“ECRS”四大原则,对生产线进行改进。由上述流程程序图以及物流路线图所示,根据现场的工艺流程以及相邻工序设备数量等现场调研数据,通过分析,提出改善方案:
(1)通过对表2的分析,整个阀体的作业流程需要558分钟的作业时间,根据8小时工作安排,597分钟的加工时间与运输时间和,大约10个小时的作业时间,远远多于一天8小时的安排,所以作为第一步的将原材料阀体从原材料库运输到加工平面中口的工位处可以提前放置,不必在生产加工前,耗费时间在运输上,即在前一天工作剩余。也同时消除了作业人员等待加工的时间,在运输后存在的卸货时间等。

图2 DN80阀体加工的物流路线图
(2)运输阀体至下一工序的在制品储存区,等待加工,耗费作业人员的作业时间,取消等待工序。
(3)降低生产关键工序生产作业时间,可以从75%作业劳动率的操作时间可见,焊铁口为整个生产阀体的作业时间最长的,倘若只有单次批量,但是有4人可以加工此道工序,例如,可以将单次批量100件阀体,在打眼的同时,分为双批次,每批次50件,在焊铁口工序上架耗费时间时再统一为单批次。
(4)根据图2,最左侧的焊铁口H1工位距离其他上一工序的位置较远,可以将其位置调整,减少物流路线长度,减少重复路线,从焊铁口到勾铜口处工位的距离本身取得平均值,则在流程程序分析中距离减少,即运输时间也在减少。
通过分析研究,取消了等待加工的工序,并且通过物流流线图的更改工位位置,减短物流运输时间,增加批次。改进后阀体制造流程程序如图3所示。
三、结 语
通过改进,取得了如下的效果:
(1)减少了加工时间,时间从原来的558分钟减少为511.5分钟,节省时间46.5分钟。(2)减少了暂存次数以及暂存时间。增强了生产过程的连续性和节奏性,生产效率明显提高。(3)减少了移动距离,开始从原材料处运输到第一工位处的时间减少,可以提前一天存放在工位处。(4)缩短了生产周期。

图3-1 流程程序分析图2
[1] 易树平,郭伏.基础工业工程[M].北京:机械工业出版社,2007.
[2] 郭伏,钱省三.人因工程学[M].北京:机械工业出版社,2007.
[3] 李盖华.基于精益生产的离合器盖及总成装配线改善[J] .机械工程师,2013(12):68-69.
[4] 牛占文,吴秀婷,岳楼.基于精益生产的某离合器公司装配车间优化[J] .工业工程与管理,2015,20(2):1-32.
[5] Li X Y,Shao X Y,Gao L.Optimization of flexible process planning by genetic programming.International Journal of Advanced Maunfacturing Technology,2008,38:143-153
[6] Musier R F H ,Evans L B.Batch process management[J] .Chemical Engineering Progress,1990,87(6):66-77
[7] 今井正明.精益思想丛书·现场改善:低成本管理方法[M].机械工业出版社,2010.4
[8] 姚小风.生产精细化管理方案[M].人民邮电出版社[M],2009.6
[9] 张莉莉,刘裕安,张文.精益生产在发动机装配线上的应用[J] .MC策划,2011(8):82-83.
[10] 程昌文.基于精益生产的离散制造业现场改善研究——以TW公司为例[D] .2013.6.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:33:40
化工管理(2021年7期)2021-05-13 00:46:34
化肥设计(2019年3期)2019-07-02 07:59:54
汽车与驾驶维修(维修版)(2018年9期)2018-11-15 06:20:54
智富时代(2018年3期)2018-06-11 16:10:44
制造技术与机床(2017年5期)2018-01-19 02:49:13
汽车与驾驶维修(维修版)(2017年12期)2018-01-15 01:43:39
汽车与驾驶维修(维修版)(2017年6期)2017-09-03 08:50:58
中国商论(2016年34期)2017-01-15 14:24:19
发明与创新(2015年37期)2015-02-27 10:40:33
