喷粉方式对CO2 气体保护焊堆焊层组织及其耐磨性的影响①
2015-04-14 08:05:46马春力李慕勤王俊发
佳木斯大学学报(自然科学版) 2015年4期
马春力,马 臣,李慕勤,王俊发
(佳木斯大学 教育部金属耐磨材料及表面技术工程研究中心,黑龙江省佳木斯154007)
0 引 言
堆焊可以提高工件的使用寿命,显著降低生产成本,减少了由于材料磨损、断裂等带来的损失,是一种重要的耐磨修复技术方法之一[1~4].近年来,耐磨堆焊材料和工艺技术取得了长足的发展,逐渐成为先进制造技术的发展基础[5~8],耐磨合金粉体与堆焊技术复合方法得到应用[9~11].文中采用CO2电弧堆焊,辅助高速粉末束流,利用利用H08Mn2Si 堆焊丝堆焊药芯与高速粉末束流填充,在电弧作用下熔化发生冶金反应,进一步提高堆焊层耐磨性.改变喷射送粉方式,研究枪内与枪外送粉方式对焊层耐磨性能的影响.
1 试验材料及方法
Q235 钢板为基体材料,尺寸为150 mm×40 mm×10 mm.气体保护焊实芯焊丝选为H08Mn2Si,直径为1.2 mm.铬铁、钛铁、硼铁、锰铁为粉体原料,对其成分进行优化,其配比见表1.

表1 复合合金粉体配比(wt%)
利用唐山松下KRⅡ350CO2/MAG 型号CO2气体保护焊,配备喷射送粉装置.采用自动送粉机,选取枪内及枪外两种送粉方式进行复合堆焊.枪外送粉将送粉管装卡在CO2气体保护焊枪外侧;枪内送粉将送粉管伸入到CO2气体保护焊枪内.送粉喷嘴与CO2气体保护焊枪成60°角度,粉体喷射到熔池中心,利用自行设计的自动行走小车,对工件表面进行自动堆焊.堆 焊 工 艺 参 数为送粉CO2气流量为3L/min,焊接电流为200A,焊接电压为24V,焊接速度为100mm/min,摆动宽度20mm,喷射送粉量为15g/min.

图1 枪内与枪外送粉堆焊工艺焊缝成形
采用洛氏硬度对已打磨好堆焊层测定3 点HRC,取其平均值.用显微硬度计(HXS-1002K)测试堆焊层截面的显微硬度,加载载荷200g.采用ML-100 型的磨粒磨损机进行磨损实验失重量测定,试 件尺寸8mm×8mm×18mm,对磨件为124μm(120 目)石英砂砂布,固定转数240 圈,转速1rad/s,磨损行程70mm,加载正压力31N.经预磨后,用万分之一天平测定磨损前后试样重量变化,得出试样的失重率,评定试样的耐磨性.利用倒置金相显微镜(O-LYMPUS GX71)进行堆焊层试样的金相显微分析.通过D3ADVANCE 型XRD 分析堆焊层的相组成,使用Cu 靶,波长1.5407×10-10m,步长0.02,扫速0.03 步/s,电压40kV,电流40mA.
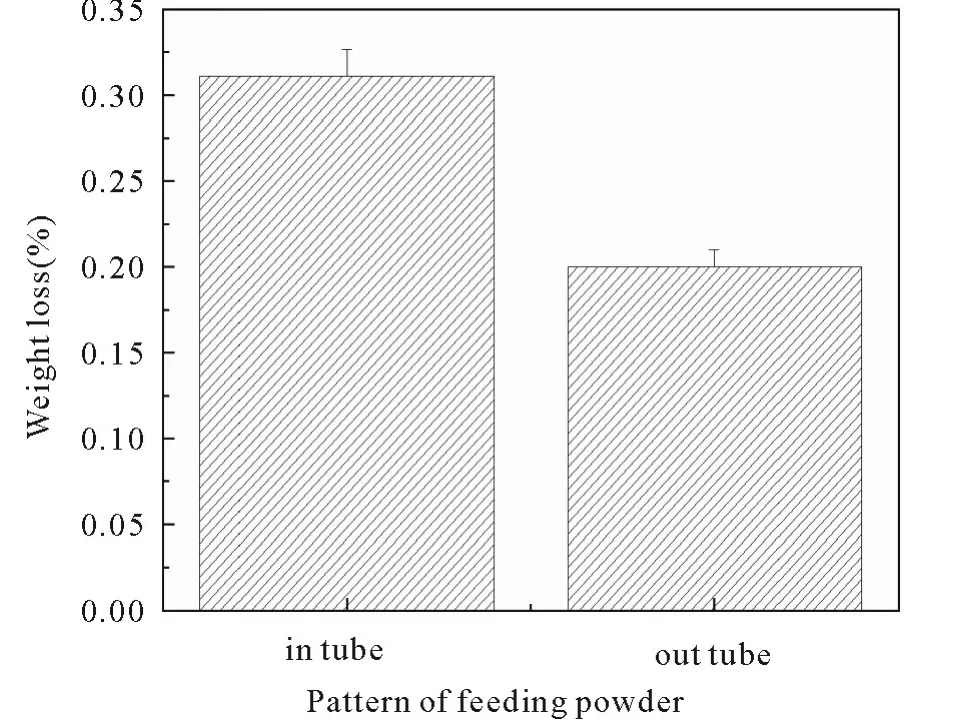
图2 堆焊层的磨损失重率

图3 枪内与枪外送粉堆焊层磨损后表面形貌
2 试验结果及分析
2.1 堆焊层外观形貌
图1 为枪内与枪外送粉堆焊外观成形图.枪外送粉试样焊缝表面粗糙,可能是表面未熔合金粉末所致;枪内送粉试样焊缝表面更加光滑,基本上看不到未熔化的合金粉末.与枪外相比,堆焊层成形美观,焊缝两侧没有出现咬边现象.

图4 枪外与枪内送粉堆焊层XRD 图谱
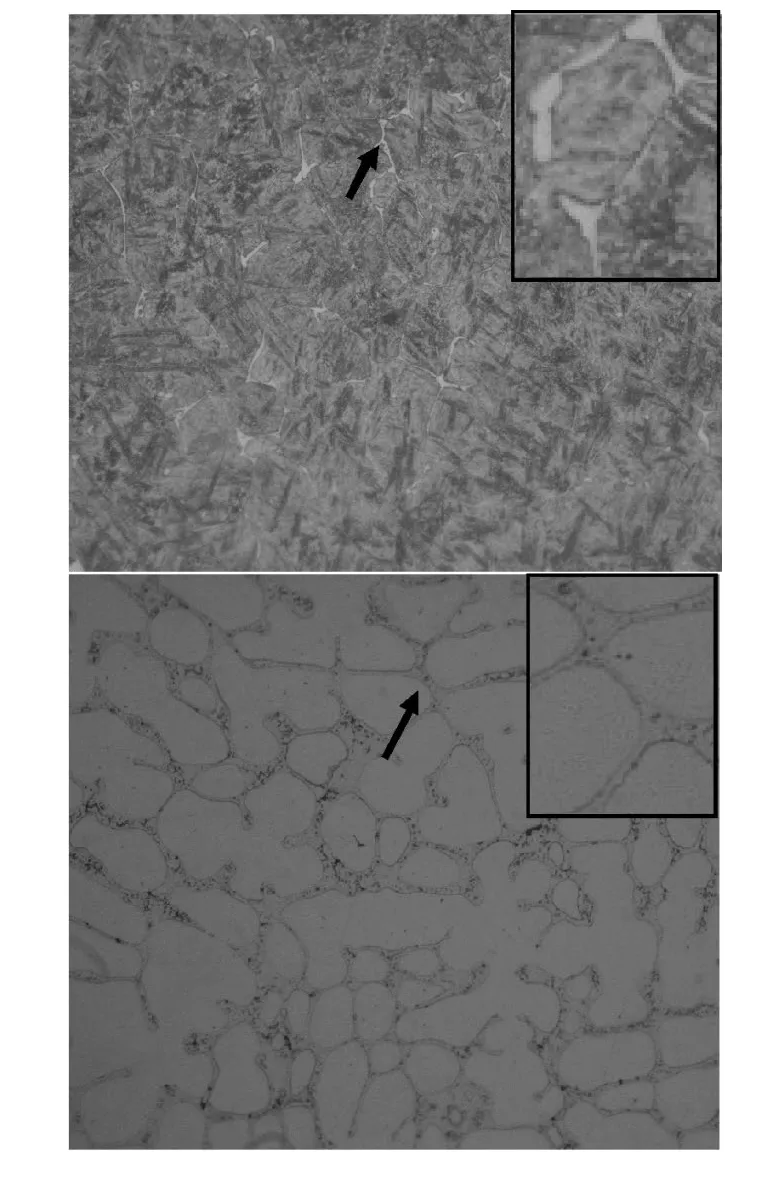
图5 堆焊层顶部金相组织图(×500)(a)in tube (b)out tube
2.2 堆焊层硬度
表1 和表2 分别为堆焊层的洛氏硬度与维氏硬度结果.洛氏硬度表明枪内送粉方式试样的硬度值高于枪外送粉方式试样,结合显微硬度结果可知两种送粉方式材料的母材和熔合区显微硬度比较接近,从母材到焊缝显微硬度逐渐增大,由焊缝底部到焊缝表面,显微硬度由小到大变化,其中靠近焊缝表面的显微硬度最大.枪内送粉方式试样,显微硬度比枪外送粉方式堆焊层明显提高,说明送粉方式的改变,使合金粉末比较均匀的熔入到焊缝当中,从而提高堆焊层的硬度.
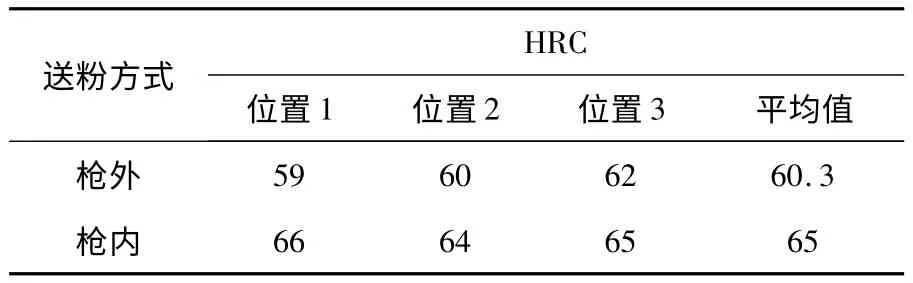
表2 堆焊层洛氏硬度值
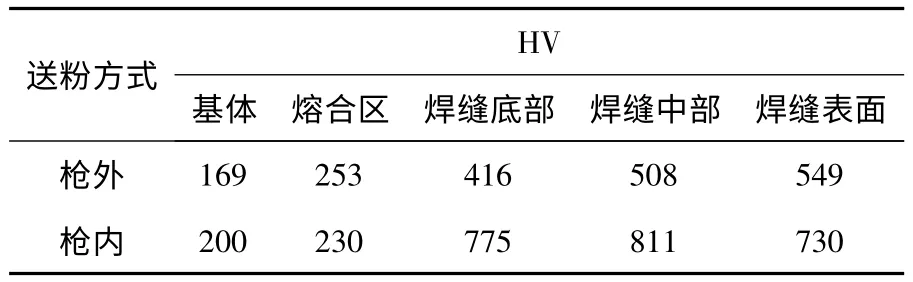
表3 堆焊层维氏硬度值
2.3 堆焊层耐磨性
枪内送粉堆焊层的失重率最大值小于0.2%,小于枪外送粉工艺中试样层的耐磨性高于枪外送粉工艺的耐磨性能,主要原因是枪内送粉可以将较细的粉体成功送入熔池中,细小的粉体能够及时熔入到堆焊层中,形的磨损失重率0.3%.说明喷堆相同的合金粉体,枪内送粉工艺获得的堆焊成弥散相,从而使得堆焊层的耐磨性明显增加.图3 为经过磨损后试样表面形貌,枪外送粉方式试样经过磨损后表面存在较深的划沟,磨削量较多(图3a).图3b 为枪内送粉方式试样磨损图,其划痕相对于枪外送粉方式较浅,说明其耐磨性能增加,该结果与失重率结果保持一致.
2.4 堆焊层相分析
添加复合粉体后枪内送粉与枪外送粉试样堆焊层均形成了Cr-Fe 和Cr7Mn7C6合金碳化物.
2.5 堆焊层金相组织及能谱分析
相同放大倍数的金相图片表明,枪外送粉堆焊层主要是针状的马氏体组织,晶界不明显,图中箭头所示的白色位置为晶界处.比较枪外送粉,枪内送粉工艺获得的堆喷涂层晶界明显,且粉体均匀分布于晶界处.
3 结 论
(1)通过枪内和枪外送粉方式的改变,对堆焊层硬度,耐磨性及组织变化均有影响,枪内送粉提高了合金粉末的利用率,硬度、耐磨性能显的提高.
(2)相比较枪外送粉枪内送粉焊缝成分更加均匀,焊缝组织晶粒更加细小致密.焊接冶金反应能够更加充分,Cr,Mn,B 等合金元素添加,增加了堆焊层的硬度,组织主要以马氏体,贝氏体组织为主,并含有大量的碳化物.
[1] 王晶,张亦良,仇飞,等.双相不锈钢堆焊层应力腐蚀性能评价[J].焊接学报,2013,34(2):49-53.
[2] 刘雪梅,张彦华.高能速粉末堆焊技术[J].表面技术,2005,34(4):9.
[3] 任艳艳,张国赏,魏世忠,等.我国堆焊技术的发展及展望[J].焊接技术,2012,141(6):1.
[4] 王娟.表面堆焊与热喷涂技术[M].北京:化学工业出版社,2004.
[5] 魏建军,潘健,黄智泉,等.耐磨堆焊材料在水泥工业的应用现状及发展前景[J].中国表面工程,2009,22(5):8.
[6] 单际国,董祖珏,徐滨士.我国堆焊技术的发展及其在基础工业中的应用现状[J].中国表面工程,2002,4:19-22.
[7] 冯萌,王智慧,贺定勇,等.Fe-C-Ti-Cr-B 系堆焊合金组织及耐磨性[J].焊接学报,2012,33(1):89-92.
[8] Wang XH,Han F,Liu XM,et al.Microstructure and Wear Properties of the Fe-Ti-V-Mo-C Hardfacing Alloy[J].Wear,2008,265:583-589.
[9] 袁凯峰,尹柯,王军.CO2焊/喷射高碳铬铁合金粉复合堆焊层耐磨性[J].焊接学报,2011,32(8):25-29.
[10] 袁玉兰.气-粉混合保护焊技术的研究[D].天津:天津大学,2006.
[11] 马臣,马春力,李慕勤,等.CO2气体保护药芯焊丝喷粉-堆焊层组织及其耐磨性[J].中国表面工程,2012,25(2):115-119.
猜你喜欢
中国特种设备安全(2021年7期)2022-01-19 05:07:32
陶瓷学报(2021年4期)2021-10-14 08:57:44
计测技术(2021年2期)2021-07-22 09:17:14
山东冶金(2019年3期)2019-07-10 00:54:06
现代传输(2016年2期)2016-12-01 06:42:43
上海金属(2016年1期)2016-11-23 05:17:29
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
橡胶工业(2015年8期)2015-07-29 09:22:32
橡塑技术与装备(2015年7期)2015-07-03 12:17:56
建筑材料学报(2014年2期)2014-03-11 17:07:44