
基于精益生产的方法分析汽车车桥的产能瓶颈①
2015-04-14 08:04陈钰豪
佳木斯大学学报(自然科学版) 2015年4期
陈钰豪
(上海交通大学机械与动力工程学院,上海200240)
0 引 言
精益生产是一种经营理念,是为制造和商业运作服务的,他的最终目标是用最少的资源为客户创造和传递最大价值[1].实行精益生产活动,能帮助企业实现零缺陷,单件流,准时交货等目标,但更重要的意义是消除价值流中的各种浪费,从而获得更高的利润.
本文从企业需求出发,通过目前装配线的产能分析,线平衡分析,效率损失分析等数据基础找出可改善的突破口,结合线平衡工具,标准化作业,快速换线法SMED,PFMEA 等精益生产工具,旨在探索一套适合本企业的全面实现精益生产模式,提高效率,减少浪费的综合方法,并期待对其它制造型企业提供借鉴.
1 装配线现状
伴随着国内高端乘用车市场井喷式的发展,一款中高端车桥的年需求量也从原先的每年18 万套套提高到29 万套,产能需求增长61%.公司目前拥有的装配线一年产能只有20 万套/年,不能满足客户峰值产能的需求.同时,客户也提出产品降价的要求,进一步限制了投资的规模.因此,在不能增加投资的前提下,运用精益生产的方式分析现有问题和问题产生的原因,是最终完成目标的先决条件.
2 用精益生产的方法分析产能瓶颈
2.1 TAKT TIME,CYCLETIME
(1)Takt Time 是客户要求的节拍时间,反映了生产线或生产设备相应客户需求生产所耗费的时间.Takt Time 取决于多个方面,如客户订单量,用什么设备,开机时间,班次等,但不被员工技能,操作速率,设备停机,原材料短缺等因素影响[2].
TAKT TIME 客户节拍T
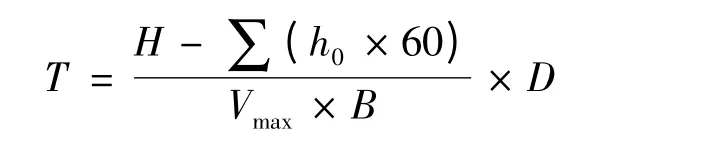
其中:
H 为一个班次的全部生产时间,单位为秒.一个8 小时工作制的班次全部生产时间为28880 秒.
h0为一个班次内的正常停线时间,单位为秒.正常停线的范围包含午餐时间和上下午的间隔休息.常熟美桥午餐时间为半小时,上下午各有一次10 分钟的短休,所以共有3000 秒.
Vmax为年最大需求量,达到297,958 件.
D 为一年的工作天数,考虑到中国国情,一年平均工作天数为300 天.
所以通过计算,客户节拍T 等于78 秒.
(2)Cycle time 主要是用来确定机器的的生产能力,某产品从放入机器到加工完成所需要机器的加工时间.我们考量Cycle Time 能否满足产能,就是看理论上Cycle time 是否小于等于客户要求Takt Time.如果cycle Time 大于Takt Time,就要通过增加设备,改进工艺等满足客户产能需求.要了解每一站的Cycle Time,就要先统计分析,经过讨论项目小组制定了以下的统计流程.
1)制作动作元素分解表.将该站每一个动作细分,如取料,安装,机器自动运行,搬运等一一区分开来.
2)按照每一个动作元素,分别计算10 组数据.
3)取得原始数据后,有两种方法得出该动作的最终节拍.第一种是取10 组数据的平均值,第二种是取10 组数据中重复次数最多的数值为最终的结果.经过对比分析,选用重复次数较多的为最终节拍.
4)将所有手工动作和机器动作节拍相加,就是最终该站的节拍(Cycle Time)
2.2 线平衡分析
生产线的最终产能是由较长节拍时间决定的,而那些完成较快的工位的产能都是多余的,也是一种浪费“过生产”.只有改善这些长节拍的站位,才能最终提高一条生产的产能.通常又称这些工位为“瓶颈工位”.
这里,就有用到线平衡分析这一工具.装配线平衡与设施规划有关.装配线平衡问题就是将所有基本工作单元分派到各个工作站,以使每个工作站在节拍(即相邻两产品通过装配线尾端的间隔时间)内都处于繁忙状态,完成最多的操作量,从而使各工作站的未工作时间(闲置时间)最少.装配线的平衡是使人员之间或机器之间尽量平衡,这样装配线的产出才能达到要求的水平.装配线的平衡与否直接影响到制造系统的生产率[3].
通过引入生产线负荷系数的概念,观察每个工位的节拍设计与总条线相比是否“平衡”.理想的生产线负荷系数达到100%时,这个工位的设计节拍是最优的,当系数越小说明该工位越“不平衡”.

其中:W 为生产线负荷系数;tn为第n 个工位的节拍;sn为第n 个工位的操作人数或者设备数量;Tn为第n 个工位的实际单纯操作时间;t0为生产线计划节拍;s0为生产线计划定员
由之前统计的每站节拍,放入到线平衡图中,如图1 所示,就可以清晰地了解到每个站位的综合利用率和整体线平衡水平.

图1 装配线线平衡图
Utilization(W)代表每一个站位的有效利用情况.通过计算现在的W 值只有69%,还有很大的改善空间.
红线代表客户需求的Takt Time =78 秒.
绿线代表对内实际需求的单位节拍Cycle Time.这里就要引入综合设备效率OEE(Overall Equipment Effectiveness)这个概念.在下文将会继续介绍OEE 这一统计重要工具.在这张线平衡表内,先放上85%的OEE 效率,即假设有15%效率损失.,那么对内部考核的节拍Cycle Time =Takt Time* 85% =67 秒.
蓝色柱体代表每一站位的人工操作时间.黄色柱体代表每一站位的等待时间.每一站的实际节拍就是蓝色柱体加上黄色柱体时间.
考虑到可接受的的效率损失,那小于绿色安全线的工位都能满足新项目的产能需求,反之就不能,因此我们只要着重解决这些超出绿色警戒线的工位,就能满足产能需求.这些工位又称之为瓶颈工位.
综上所示,这条装配线共有九个站位不能满足产能需求.
3 用OEE 分析效率损失
3.1 OEE 的定义
OEE=时间开动率×性能开动率×合格品率×100%
在OEE(设备综合效率)的计算公式中,时间开动率反映了设备的时间利用情况;性能开动率反映了设备的性能发挥情况,如转速,节拍等,是一个效率指标;而合格品率则反映了该设备或者该工艺的有效输出情况,只一个质量指标.也就是说:一条生产线的可用时间只占运行时间的一部分,在期间可能只发挥部分的性能,而且可能只有部分产品是合格品.一般世界级的OEE 水平是最少85%.要达成85%的目标,就必须保证90%设备利用率,95%性能开动率和99%的质量合格率[4].
从OEE 的公式中,可以看出,OEE 指数将原来看似孤立的设备,质量和效率综合在一起,为管理者提出一种可持续的综合改善方案提供了帮助,并能有助于发现并减少一般制造过程中的六大损失:即停机损失,换装调试损失,等待损失,减速损失,次品损失和启动试运行损失.
3.2 OEE 统计方法
为更方便地统计数据,能通过简单的计算就能准确反映出装配线的效率水平,可以将工厂装配线的OEE 计算公式变形为以下的格式:

* 所谓合格的件就是一个班次内所生产的所有产品的数量减去报废件的数量,再减去返工件的数量.
* 报废件包含每天开班试生产调试需要的损耗和装配过程中由于各种原因造成的损耗.
* 返工件包含线末统一收集的不合格件以及线内被定义可在线返工的不合格件.
* 毛生产节拍一般是采购该设备时,由供应商承诺并接过验收的机器单纯节拍.考虑到工人对设备掌握的熟练度不断提高,工艺不断改善,毛生产节拍也会每年相应地做调整.
* 可用时间是生产总时间减去停线时间.
通过上述的统计,经过一年的数据积累,该条装配线目前的OEE 水平为82%.接下针对不同时间损失的分类,不难发现,损失的原因非常符合意大利经济学家帕累托的“二八”定律,即一年中80%的时间损失来自于20%的原因.因此,只要我们能消除解决这20%的主要浪费因素,就能极大提高时间开动率.而这主要原因就来自于计划外的停机,包括换线和产品不合格.
3.3 OEE 分析换线损失
首先,几乎占一半时间损失的就是装配线换线,而且换线是不产生任何价值的动作行为.什么是换线呢,换线是指在这条装配线上,当不同型号种类的产品切换生产时,会发生的内部和外部的动作和准备.而换线时间就包括两部分时间即外部时间和内部时间.内部时间是指停机过程中作业仍应该继续(如取放工具),而外部时间是指机器仍在运转过程中或是刚刚重启动之后可以进行的作业(如第一次检测).从时间分配上讲,换线慢的原因一是外部时间与内部时间划分不清,二是内部换线时间过长[5].
目前装配线有几个型号需要共线生产.当切换到不同产品生产前,需要做到的换线动作有调换工装,重新标定设备,清料等准备.
换线通常发生在白班和晚班切换时,或者有计划停机为工程样机试生产等,所以一般平均一天有两次以上的换线发生.每次换线时,所有操作工先要更换所有托盘的定位块,并且清理上一班次的余料.然后再更换自己负责工位的工装夹具等,按瓶颈工位的最大时间算,一次至少要用35 分钟左右.按100 秒的单位节拍来算,35 分钟就意味着每次换线将会少做21 件,简单换算成一年300 个正常工作日的话,一年将会损失12600 件的产量.这对一年20 几万的年需求来讲,是一个很大的损失.如果能减少换线时间或者次数,就能极大的提高生产效率.

图2 不合格统计
3.4 OEE 分析不合格损失
从图2 中可以看出,39% 的不合格是由于OP80 预紧力调试过程中失败造成的,而接下来的贡献率达到30%的不合格因素是OP135 的总成扭矩测超规范.而OP135 需要测试的总成扭矩也来自于OP80 的主齿预紧力设置.总而言之,OP80 预紧力是这条生产线合格率的瓶颈,我们只要针对这一只主要质量问题分析解决,就能很大限度的改善装配线合格产出.
因此,一个在汽车行业普遍使用的失效管理工具PFMEA(制造过程失效模型和效果分析)应用到这个问题的解决[6].从PFMEA 分析中看出,正是由于扭矩超过的发生频度高(5 分),但问题探测也只能在本工位的事后探测(5 分),所以整体的RPN值高达175,超过行业普遍认同的最高风险值100.因此,如果能从问题提前预判着手,换言之就是将有问题的轴承在装配前分选出来,就能降低PRN值,提高扭矩设定的一次性通过率.
4 结 论
本文通过客户需求得出装配线客户需要的目标节拍,并通过统计的方法得出各个站位的实际节拍和线平衡水平,找出瓶颈工位.随后引入设备综合效率OEE 的概念,分析出目前生产线产能瓶颈是来自于换线时间长和不合格率高等两个主要问题点,为后续重新规划产能,提高效率,减少不合格率提供依据.也为同行能运用相同手法分析产能问题提供参考.
[1] 谭海洋.2013 年全球制造业竞争力指数[J].电子世界,2014,06:171-173.
[2] 颜炳祥.中国汽车产业集群理论及实证的研究[D].上海:上海交通大学,2008.
[3] 万长松.丰田生产方式的产业哲学基础[J].自然辩证法研究,2006,12:69-72.
[4] (美)杰弗里·莱克(JeffreyK,Liker)著,李芳龄译,丰田汽车案例[M].北京:中国财政经济出版社,2004.
[5] (美)詹姆斯·P,沃麦克(JamesP,Womack)等著,沈希瑾等译,改变世界的机器[M].北京:商务印书馆,1999.
[6] 高举红,白马鹏,齐二石.填料生产线精益生产的整合方案研究[J].工业工程,2004(04).
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
汽车工艺师(2021年7期)2021-07-30
化工管理(2021年7期)2021-05-13
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
制造技术与机床(2019年12期)2020-01-06
造纸信息(2019年7期)2019-09-10
制造技术与机床(2017年5期)2018-01-19
中国商论(2016年34期)2017-01-15
杭州(2015年9期)2015-12-21
