
数控车床液压卡盘上实现轴管内形定位的夹紧方法
2015-04-09 13:14河南英威东风机械制造有限公司南阳473000
金属加工(冷加工) 2015年7期
河南英威东风机械制造有限公司 (南阳 473000) 王 湛
1.设计思路
我公司是制造汽车轮毂轴管的专业厂家。最近在加工一种外贸汽车轮毂轴管时,我们遇到一种情况,该轴管如图1所示。根据需要图样中尺寸未完全标出。作为汽车上的一种保安件,该轮毂轴管由热锻造冲压成形,内形不需要机械加工,保持冲压毛坯状态。各外圆及大、小端面需要经过车削加工,达到图样的各尺寸要求。其中要求在大端内形φ73mm基准圆A处,控制轴向壁厚尺寸(31.7±0.15)mm,公差要求较严格。这个壁厚尺寸是从毛坯内形到外圆平面,不能使用游标卡尺或其他量具进行直接测量,需要加工完毕后在专用量具上进行测量。该轴管产品的其他尺寸要求较易保证。如何才能在加工时准确保证这个轴向壁厚尺寸,成为比外贸轴管加工的最大难点。

图1
在设计加工工艺时,通常安排轴管各外圆在数控车床上最后一次精车完成。在精车各外圆时,如果我们能实现以φ73mm基准圆A为轴向定位基准,使(31.7±0.15)mm尺寸测量基准与定位基准相重合,同时在编制精车外圆程序时,以轴管E平面与轴管中心线交点作为程序原点来编制精车外形程序,从而使每个轴管在外圆车削时,E平面都能相对于定位基准车至同一位置,这样就能在精车外形时直接保证该壁厚尺寸。
2.实际加工过程
常见的数控车床液压卡盘前端结构如图2所示。液压卡盘本体中心处是封闭的,不像普通自定心卡盘中心处是有孔的。不能利用在主轴前端内孔处插入顶尖的办法来实现内形定位。
如果只使用数控车床上配置的液压卡盘,我们就只能实现夹紧工件。而不能同时实现既夹紧工件,又以φ73mm基准圆为轴向定位基准进行加工,如图3所示。
工作时,先使定位轴D面与夹爪C面严密贴合,然后开起液压卡盘开关,使液压卡盘卡爪向内夹紧定位轴,即卡爪B面与定位轴A面贴合。然后将件4轴管如图所示压在定位轴上,并使用件5尾座顶尖将轴管沿轴向顶紧,使轴管φ73mm基准圆与定位轴φ73mm基准圆重合,即将轴管顶紧在定位轴端面上,定位轴又顶紧在卡爪端面上,从而实现了轴管沿轴向可靠定位,并且壁厚测量基准与定位基准一致。

图2
然后,如图4所示转换液压卡盘开关,使液压卡盘卡爪向外撑紧轴管大端内形,即卡爪B面与定位轴A面分开,从而实现对轴管大端的夹紧。
这时,因为3个卡爪同时向外均匀移动,并且定位轴被尾座顶尖向前的作用力压紧在轴管φ73mm基准圆与卡爪C面之间,所以定位轴不会跟着卡爪发生错动,影响轴管轴向定位。液压卡盘卡爪向外夹紧轴管以后,启动以轴管E平面与轴管中心线交点作为程序原点编制的精车外形程序,开始精车轴管外形。

图3
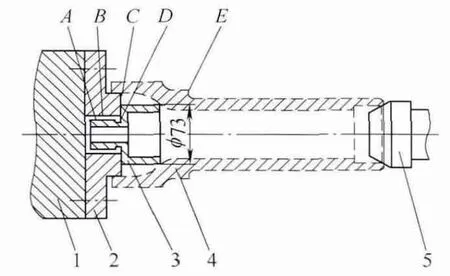
图4
轴管精车外形后(见图3),先用液压卡盘卡爪向内夹紧件3定位轴,即卡爪B面与定位轴A面贴合,夹爪与轴管大端内形接触面脱开,松开轴管大端。同时卡爪又夹紧了定位轴,不会使定位轴脱落。同时为装夹加工下一个轴管做好了准备。然后,向后退出尾座顶尖,松开轴管小端,卸下轴管,轴管精车外形工序完成。
这种加工工艺方法实现了壁厚尺寸测量基准与车削定位基准相重合。经过加工几万件该外贸轴管产品的生产实践,证明了这种工艺方法使用夹具简单方便,既不需要对现有的数控车床液压卡盘结构进行修改,又保证了轴向定位可靠,夹紧牢固,加工出来的轴管壁厚尺寸稳定,完全保证了图样的要求,较好地满足了生产的需要。同时这种方法也适用于安装了外购的气动卡盘的数控车床。同时也为其余产品在数控车床以内形定位进行加工提供了一种有效的参考方法。
猜你喜欢
汽车实用技术(2022年19期)2022-10-19
内燃机与配件(2022年2期)2022-01-17
上海涂料(2021年5期)2022-01-15
内江科技(2021年3期)2021-04-04
机械制造与自动化(2020年3期)2020-07-16
名城绘(2019年3期)2019-10-21
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年2期)2017-05-04
设备管理与维修(2015年12期)2015-12-25
