
NOBOT机器人的应用
2015-04-09 13:14:24湖北汽车工业学院十堰442002陈君宝
金属加工(冷加工) 2015年7期
湖北汽车工业学院 (十堰 442002) 陈君宝
东风汽车有限公司设备制造厂 (湖北十堰 442022) 黄利明
NOBOT机器人介绍
NOBOT机器人是企业的一种说法,主要是应用机器人控制系统来实现工装装备系统3~6轴的联动。如柔性夹具的控制(见图1、图2)。
图1、图2只是举例企业NOBOT机器人的一种形式,同时控制5个伺服电动机的联动,如同现在的5轴联动数控机床,只是表现形式不同而已。柔性夹具为了提高装夹效率,隔板隔开,外为上料位,内为加工位。加工位在加工时,上料位人工上料,加工与上料都完成后,通过第5轴的旋转,把上料位与加工位互换,进行下一次的上料与加工的同步操作,依次循环,为了安全采用安全PLC控制。
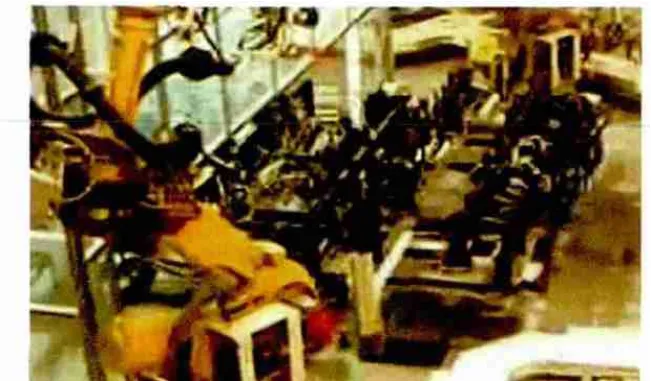
图1 NOBOT柔性夹具
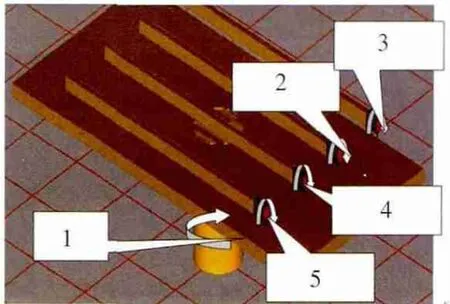
图2 NOBOT简易示意图(5个旋转轴)
1 INDEX LH为第1组的第1轴,总第1轴,与第2轴控制上料位夹具类型的更换。2 INDEX RH为第1组的第2轴,总第2轴。1轴与2轴共同作用,可进行8种夹具的更换。3 INDEX LH为第2组的第1轴,总第3轴,与第4轴控制加工位夹具类型的更换。4 INDEX RH为第2组的第2轴,总第4轴。5 TURN 为第3组的第1轴,总第5轴,控制夹具的总体旋转,进行上料位与加工位的切换。
1、2轴为八面体回转轴,1、2轴的同一相位位置安装一组夹具,即夹紧一种车型,最多实现8组夹具的安装与切换(3、4轴同理)。
根据系统总线加工不同产品类型的信号,通过调用不同的机器人示教程序,来自动进行上料位第1轴与第2轴的旋转进行夹具品种的更换。企业大量应用工业机器人,除具有工作效率高、稳定可靠、重复精度好等作用,关键是有多种结构形式。
NOBOT机器人的基本轴参数及基本轴定义
NOBOT机器人需在“FANUC Robot series R-30iA控制系统”中定义所控制各伺服电动机的参数,完成各轴的定义,才能正确地进行动作控制。
1.NOBOT机器人的基本轴参数
先规划当前柔性夹具的运动部分,即轴划分几组(为了安全考虑),查到每个轴的伺服电动机参数,有了这些参数后,才能在R-30iA控制系统中进行轴的配置。如表1伺服电动机参数表所示,由于篇幅的原因,只列出1轴参数。
2.NOBOT机器人的基本轴定义
FANUC Robot series R-30iA控制系统中基本轴的设定界面、设定顺序如下(见附表):
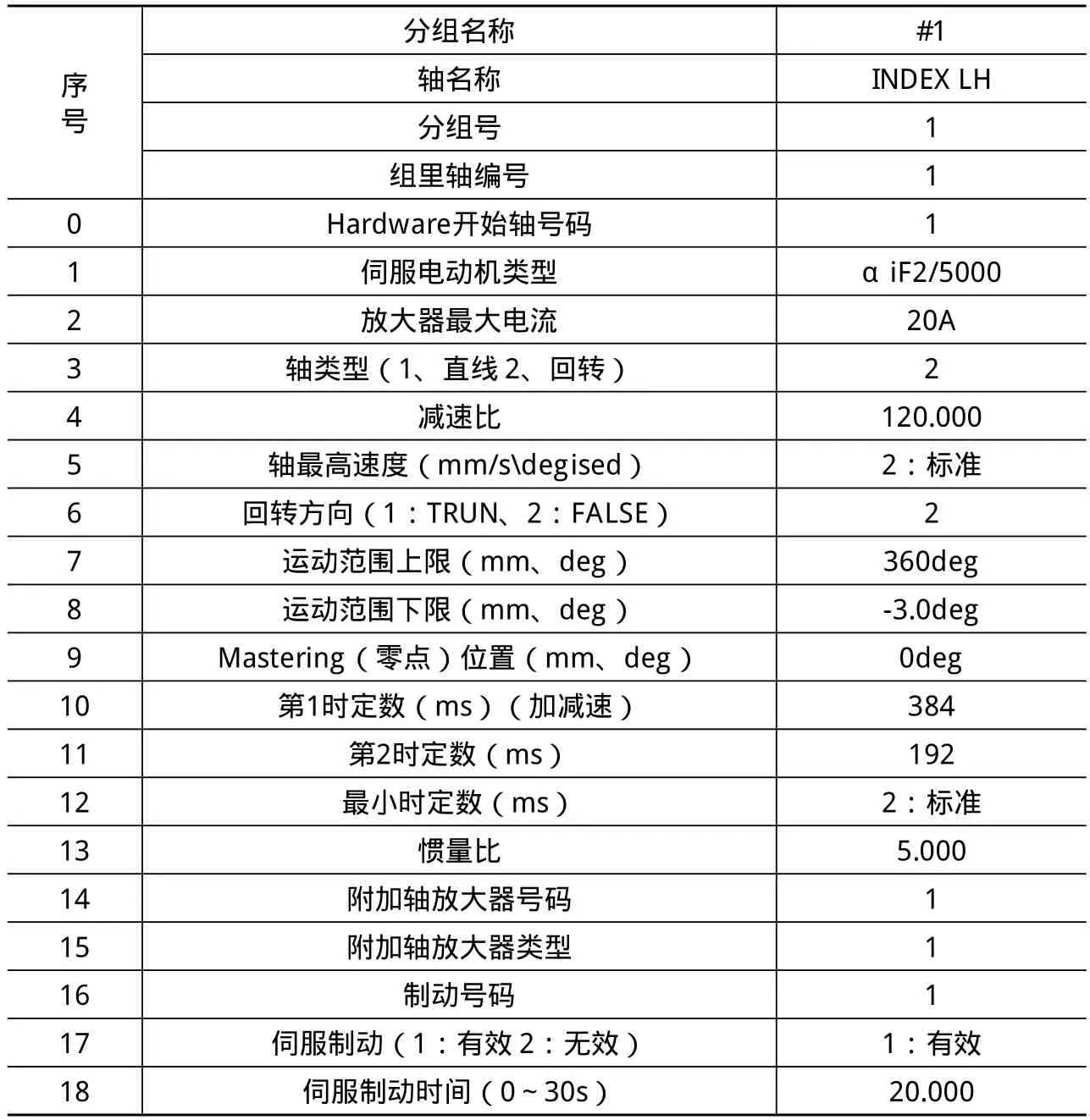
伺服电动机参数表
(1)采用CONTROLLED START方式起动,如图3所示。
(2)按MENU选择“9.维护”,如图4所示。
(3)共有3组运动组,现选择群组1,也可选择群组2及群组3,后面举例程序中群组1及群组2各有二个旋转轴,群组3有一个旋转轴,如图5所示。
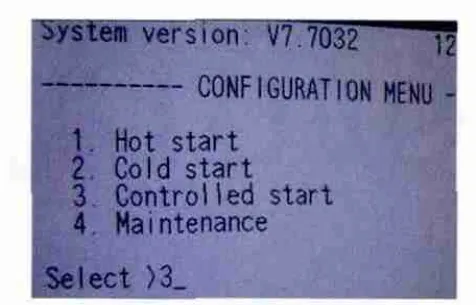
图3 CONTROLLED START方式起动
图4 MENU主界面
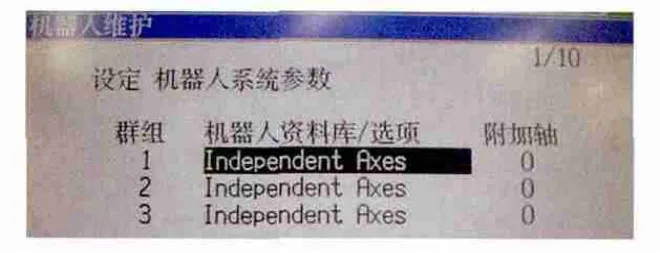
图5 机器人维护界面
(4)按F4手动软键,出现轴初始化界面,显示编辑已有的轴、新增轴或删除轴,如图6所示。
(5)实际操作时,选择2:add axis,按顺序输入表1中的数值。现显示输入后的轴参数,选择1:display/modify axis 1~4,如图7所示,选择0:next items,出现图8、图9情况。
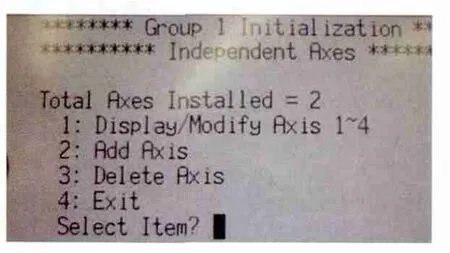
图6 轴初始化界面
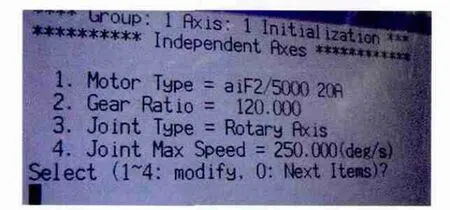
图7 轴参数显示界面1

图8 轴参数显示界面2

图9 轴参数显示界面3
NOBOT机器人应用前的一些注意事项
由于NOBOT机器人实际是控制柔性夹具系统,各伺服轴的零点位置与机械硬件有直接的关系,需自行进行定义。
1.零点设置
首先手动调整各伺服电动机到零点位置。注意:接近零点位置时,速度要低,接触间隙可用0.01mm的塞尺(现场也可用一张纸)来回抽动保证。操作步骤如图10~图13所示。
将需要MASTERING的轴的【SEL】项设置为1,同时更改【MSTR POS】中的值为0。
按F5 EXEC,则相应的【SEL】项由1变成0,【ST】项由0变成2;按PREV退回MASTER/CAL界面,选6 CALIBRATE,按ENTER确认;按F4 YES确定,(则,已被MASTERING轴的对应项值为<0>;最后按F5 DONE隐藏MASTER/CAL界面,完成零点设定的全部操作,就可以进行精确定位了。
2.零点的恢复
随着使用时间的增加或意外的碰撞,零点有可能丢失。采用机器人快速回零点的方法:记录当前机器人各零点位置及其各伺服轴的脉冲值(如果是机器人,其出厂时各轴零点的脉冲编码位置在控制柜侧壁上的相关纸质文件中)。
图12中,选择6 CALIBRATE后按ENTER可进行快速零点复位。
NOBOT机器人应用技巧

图10 先更改系统变量

图11 调用零点设定
机器人示教程序在编制之前,需进行总体的规划,包括程序的命名及各程序的流程图绘制,最后进行示教程序的编制。先看下当前NOBOT机器人的全部程序构成,如图14所示。
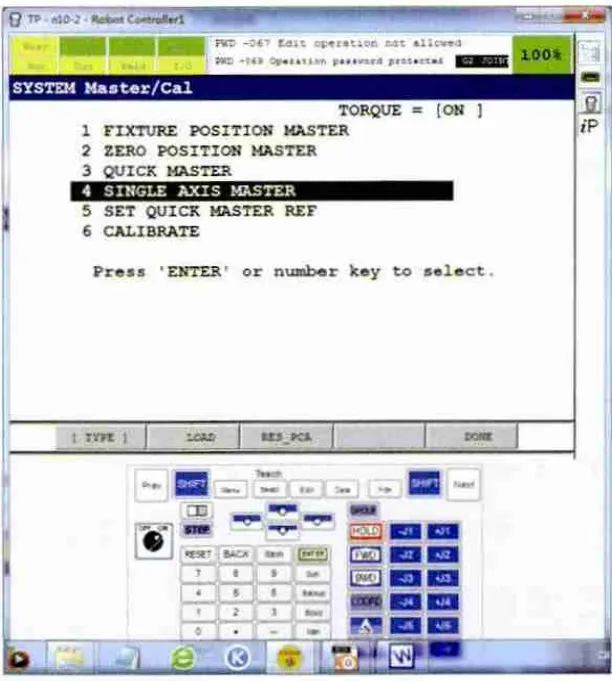
图12 单轴零点设定

图13 零点设置数值

图14 NOBOT机器人程序组成
INDEX_A_B12D 为子程序,A夹具B12D车型转换,程序组第1组工作。INDEX_A_L12F为子程序,A夹具L12F车型转换,程序组第1组工作。INDEX_B_B12D 为子程序,B夹具B12D车型转换,程序组第2 组工作。INDEX_B_L12F 为子程序,B夹具L12F车型转换,程序组第2组工作。OVR100 速率100%程序,在机器人暂停或停止后重启时,保证机器人运行速率为100%,如图15所示,主要是进行系统变量值的更改。
PNS0001为主程序,PLC直接调用,A夹具旋转到上料位。PNS0002为主程序,PLC直接调用,B夹具旋转到上料位。PNS0011为主程序,PLC直接调用,A夹具旋转到上料位,车型转换为B12D。PNS0015为主程序,PLC直接调用,A夹具旋转到上料位,车型转换为L12F。PNS0021为主程序,PLC直接调用,B夹具旋转到上料位,车型转换为B12D。PNS0025为主程序,PLC直接调用,B夹具旋转到上料位,车型转换为L12F。PNS0031为主程序,PLC直接调用,A夹具车型转换为B12D。PNS0035为主程序,PLC直接调用,A夹具车型转换为L12F。PNS0041为主程序,PLC直接调用,B夹具车型转换为B12D。PNS0045为主程序,PLC直接调用,B夹具车型转换为L12F。TURN_A 为子程序,A夹具旋转到上料位。程序组第3组工作。TURN_B 为子程序,B夹具旋转到上料位。程序组第3组工作。
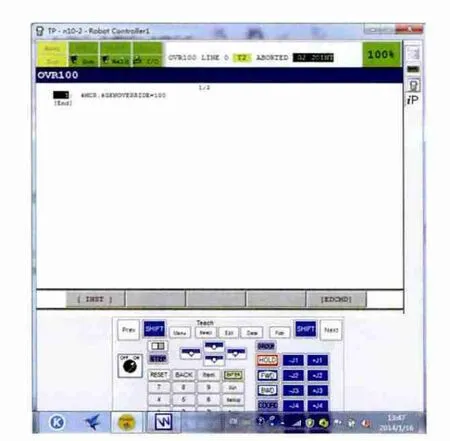
图15 OVR100程序内容
NOBOT机器人保证程序中某一组运动时,其他组则不动。不同的程序功能适用于不同的应用场合。如PNS0011比PNS0031程序就多了A夹具旋转到上料位的子程序调用指令,其他一样,但实现的功能不同。所以说程序命名及功能规划是一个重要过程,需前期确认。先进行组控制的规划,子程序功能的划分,主程序对子程序进行组合,最后对主程序进行命名。总的来说:
(1)各组及轴的设置,根据工装的特点,为了安全,统一规划。
(2)NOBOT机器人与其他的机器人没有干涉区设置,用其他的方法保证安全。
(3)配合照像系统的应用,一起保证装件的正确性。
(4)程序的总体程序名的命名及子程序的定义。
结语
只是简单介绍是NOTOT机器人的定义,以8面体柔性夹具为例,简要说明NOBOT机器人的初始参数设置,零点设置及零点恢复,通过程序的名称说明了一下机器人程序的编制,特别是组别的定义,通过组来保证安全放在第一位。
[1] 计时鸣,黄希欢.工业机器人技术的发展与应用综述[J].机电工程, 2015,32卷(1):1-13.
猜你喜欢
橡塑技术与装备(2021年24期)2021-12-30 07:07:16
橡塑技术与装备(2021年12期)2021-06-24 09:30:34
橡塑技术与装备(2021年1期)2021-01-05 04:00:56
河北省科学院学报(2020年4期)2020-03-19 02:02:38
电子测试(2018年14期)2018-09-26 06:04:10
山西大同大学学报(自然科学版)(2016年6期)2016-01-30 08:29:42
中国科技纵横(2015年2期)2015-11-05 02:30:11
科学中国人(2014年16期)2014-11-20 02:50:00
中国新技术新产品(2014年3期)2014-03-24 07:39:08
计算机工程与设计(2011年7期)2011-09-07 10:16:54
