
X2020B龙门铣床工作台传动修理
2015-06-28 14:29:13陕西重型汽车有限公司西安710200邓呈峰李红兴曹婉蕴李富贞
金属加工(冷加工) 2015年7期
■陕西重型汽车有限公司 (西安 710200) 邓呈峰 李红兴 曹婉蕴 李富贞
X2020B龙门铣床工作台传动修理
■陕西重型汽车有限公司 (西安 710200) 邓呈峰 李红兴 曹婉蕴 李富贞
X2020B龙门铣床工作台在往复运动过程中,其底部出现异响。经过逐步排查,最终确定蜗杆箱内部一端面轴承8314/ GB301—1964损坏而导致蜗杆轴向窜动,最终导致蜗杆轴牙形损坏。经过对蜗杆拆卸、修理、安装和间隙调整,更换相应损坏轴承,最终使设备恢复正常。
X2020B龙门铣床为北京某机床厂1974年生产,至今已运行40余年,为公司加工大型箱体、机体的关键设备。2008年,据操作工反映,机床工作台在往复运动中,偶尔会出现时断时续现象,且快速运动中,工作台底下出现异响,需对机床工作台传动进行检修。
1. 分析工作台进给传动机械系统
工作台为矩形铸件,工作台面有固定工件和夹具用的T形槽。从进给传动机械系统图(见图1)中可以看出,工作台的进给和快速移动是由一套可控硅直流无级调速系统控制的直流电动机驱动,经过减速齿轮和快慢速转换液压离合器,再经过联轴器、直齿圆锥齿轮箱,传动蜗杆驱动工作台下面的蜗轮,使工作台获得进给和快速移动,从而使工作台获得前后往复直线运动。从图1可以看出,工作台运动由蜗杆驱动工作台下部安装的蜗轮来获得直线运动。因此,工作台下部有异响,我们重点检查蜗杆零件及安装状况:如蜗杆是否窜动,蜗轮的安装螺钉是否松动。而工作台有时偶尔停止运动,应检查直流调速电动机,工作台进给箱中的液压离合器。
检修工作台进给箱:工作台进给箱安装在床身后部右侧,通过花键轴将运动传递给蜗杆箱驱动工作台往复移动。
工作台进给箱由直流电动机驱动,利用安装在悬挂按钮站上的扇形调整器使进给运动获得无级调速,变速非常方便。
工作台进给箱内传动件的润滑由液压站的润滑油管进行强制淋浴润滑。供油量的大小可由装在床身的分油器调节,以保证各传动机构分配合理的润滑油量。
我们拆开进给箱后,检查进给箱内各传动齿轮、离合器及轴承等均没有明显损坏,然后清洗箱体,更换滚动轴承等易损件。经过检查,工作台进给箱中的液压离合器的端面齿均无异常磨损,牙形完好,用手推动,端面齿离合器在花键轴上移动灵活,轻松无卡滞。
2. 检修机床静压导轨
机床导轨用液体静压卸荷导轨(见图2),压力油来自机床液压站,经稳压和过滤网滤油后通过油管输送到工作台油腔。静压导轨的节流阀和压力表安装在工作台两侧的空腔内。减压阀J-25调整为12个大气压(1.2MPa),此压力由压力继电器Y62-21控制,当导轨润滑油压力低于此压力时,机床不能启动。检查工作台压力表,P=1.3MPa,正常。
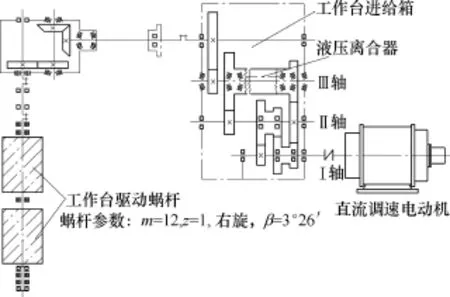
图1 工作台进给传动系统图
3. 静压导轨压力调整
静压导轨节流阀调整时,松开螺母1,旋动节流阀杆2,改变节流间隙,调整静压卸荷油腔压力,调整后用螺母1背紧,调整压力油的油压,由压力表读出(见图3)。
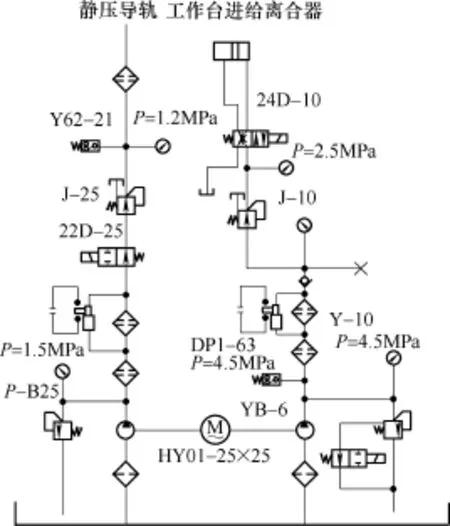
图2 工作台静压导轨及进给液压原理图

图3 静压导轨节流阀调整图
4. 检修工作台进给箱液压离合器液压系统
分析工作台进给箱液压离合器液压系统图(见图2右半部):液压油经粗滤油器进入叶片泵YB-6,再经过精滤油器,通过单向阀I-40,减压阀J-10,减压后系统压力2.5MPa,再经过二位四通电磁阀24D-10,进入工作台液压进给离合器液压缸两端,推动液压离合器左右移动,分别与花键轴上的两端齿轮啮合,而使花键轴Ⅲ获得两种不同转速。
我们先检查系统压力,经过减压阀J-10的系统压力P=2.5MPa,压力正常。据操作工反映,机床工作台快慢速变速操纵过程中,有时出现变速啮合不到位,而工作台运动时断时续。我们分析,如果液压离合器与左右齿轮啮合不良,将导致工作台进给箱运动不能正常输出,自然会导致工作台不能正常移动。拆检液压离合器液压缸,检查活塞、液压缸间隙0.05mm,正常;活塞外圆、液压缸内孔的表面无明显划伤,表面粗糙度值达到Ra=0.8mm。活塞外圆密封圈老化严重,更换密封圈。由于机床使用年头长,我们更换二位四通电磁24D-10,液压泵YB-6。经过以上检修后,把与工作台蜗杆联接的联轴器断开,通电后,工作台进给箱运转正常。
5. 检修工作台蜗杆箱及其润滑情况
由于操作工反映工作台传动有异响,是我们此次检修的重点。因此,我们把此次的检修重点放在蜗杆箱上(见图4)。
蜗杆箱固定在床身中部,动力由工作台进给箱传来,经传动轴、齿轮等传动副使蜗杆转动。蜗杆与工作台的齿条(蜗轮)啮合,从而使工作台移动,蜗杆箱的润滑由液压站提供(见图5),其供油量的大小由装在蜗杆箱上面的分油器进行调节,以保证合理的分配润滑油。经我们现场检查,蜗杆箱润滑油路压力正常,齿轮泵CB-B6运转正常,无异常噪声,拆卸后检查与电动机的联轴器联接正常。但随着拆卸的深入,我们发现工作台蜗杆轴承润滑处润滑油管出油不通,肯定造成工作台蜗杆箱润滑不良。然后,我们清洗滤油器、针阀节流器,用压缩空气疏通润滑管道,使润滑油路保证畅通。
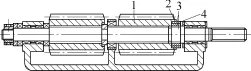
图4 工作台蜗杆箱
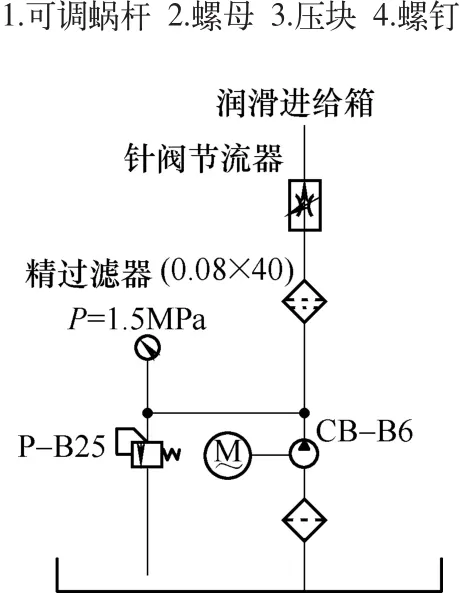
图5 工作台进给箱、蜗杆箱润滑图
现场拆检蜗杆箱:①拆卸去工作台联接油管、压板(打配对标记),起吊工作台,拆卸后发现蜗杆轴支承端处端面轴承8314/GB301—1964损坏,蜗杆牙型局部轻微啃伤,工作台下端蜗轮完好。于是拆卸工作台传动蜗杆,在C630-1卧式车床,用四爪单动卡盘夹持蜗杆轴端外圆,找正蜗杆外圆圆跳动0.01mm以内,修车蜗杆牙形顶部损伤部位;修车时,按mx=12选配模数挂轮,不进刀,修去蜗杆牙形顶部损伤即可。②更换蜗杆传动轴上全部轴承,装配时,保证蜗杆轴轴向台阶处端面跳动0.01mm。由于蜗杆箱是一个双蜗杆间隙可调机构。调整时将工作台移动到前边使可调蜗杆外露1~2牙。
调整步骤:①放松螺钉4,松开压块3。②旋转螺母2,使可调蜗杆1产生向左的轴向移动,调节所需的啮合间隙。③旋转螺钉4,使压块3压紧,防止螺母2松动。
调整后,使蜗杆蜗轮啮合间隙均匀。蜗杆参数:z=1,mx=12,旋向右旋,βf=3º26’,装配蜗杆箱后,装配工作台,装配压板,试车,机床工作台传动正常,无任何异响。
6. 结语
通过对X2020B工作台传动蜗杆箱的修理,使我们及时避免了一场重大设备事故的发生。原因分析,蜗杆牙形顶部啃齿,是由于单向推力球轴承8314的损坏,造成蜗杆的窜动,幸亏发现及时,没有酿成更大的设备事故。而端面轴承的损坏,与轴承的润滑有着根本的关系,轴承之所以损坏,是由于局部润滑油管的堵塞,使轴承的润滑失效,从而导致轴承不正常地磨损,以致破坏。因此,我们在大型龙门铣床设备预防检修中,对润滑管路的检查要引起重视,以期减少不必要的损失。所以对于大型龙门铣床设备,在设备故障发生萌芽状态,就应及时检修。
[1] 北京第一机床厂. X2020B/1 龙门铣床说明书,北京:
北京第一机床厂. 1974:11-16.
20141112)
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:06
陕西理工大学学报(自然科学版)(2020年6期)2021-01-15 11:13:32
陕西理工大学学报(自然科学版)(2020年6期)2021-01-15 11:13:32
设备管理与维修(2020年20期)2020-11-17 12:56:54
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
经济技术协作信息(2018年20期)2019-01-19 02:56:42
制造技术与机床(2017年8期)2017-11-27 02:10:01
制造技术与机床(2017年12期)2017-02-02 07:04:12
邢台学院学报(2016年4期)2016-02-28 19:54:41
