
轴流泵叶片数控加工的工艺改进与工装设计
2015-04-09 13:14上海东方泵业集团有限公司201906束湘湘张永泉
金属加工(冷加工) 2015年7期
上海东方泵业(集团)有限公司 (201906) 束湘湘 张永泉
轴流泵叶片是轴流泵的关键件,它决定着泵的运行状态和性能参数,因此在轴流泵的生产中都对它特别关注,并把叶片工作面的加工列为关键工序。轴流泵叶片零件简图如图1所示,其叶片的工作面为空间曲面。
完成加工的叶片如图2所示。

图1
轴流泵叶片工作面加工目前都在加工中心上进行。为了加工安装和定位方便,在制作毛坯时,在叶片的外沿中部铸出一工艺凸台。一般的工艺流程是先根据叶片的毛坯外形划线,加工出用于车削定位的两端中心孔,再以中心孔定位,车削加工成叶片安装端的安装法兰以及另一端的工艺支撑凸台的圆柱面,然后两端的圆柱面用V形铁定位,根据叶片的设计数据,调整好叶片水平方向的角度,加工叶片的工作面。工艺流程为:划线→钻中心孔→车→铣工作面→钻铰孔→转后续加工。由于叶片的刚度较差,为了防止加工中振刀,在叶片的下方安装多个辅助支撑。叶片的工作面加工好后,再以工作面为基准,加工叶片安装端法兰上的定位销孔和联接孔。加工现场如图3所示。

图2 完成加工的叶片

图3
这种加工工艺存在以下几方面的不足:①对本来使用没有任何作用和精度要求的部位(工艺凸台),作为定位基准后,提出了较高的加工精度要求,因为定位基准的加工误差直接影响到叶片加工的几何精度,因此加大了制造难度,提高了加工成本。②以叶片工作面为基准加工叶片安装定位孔时,由于叶片是一空间曲面,以其定位精度不高,加工出的定位孔不可避免地存在较大的几何误差,叶片安装后,这个误差直接影响叶片的工作角度,进而影响泵的性能。③由于叶片属于薄壁零件,毛坯铸造变形较大,为了尽量保证加工余量的均匀,在加工叶片时定位找正十分困难,并且由于粗精加工要反复定位找正几次,造成辅助时间长,并且产生重复定位误差,影响加工质量和加工效率。
针对以上工艺流程存在的不足,对原工艺进行了改进。将原来叶片工作面加工完成后再加工安装端法兰上的定位销孔和联接孔,改为先加工叶片安装端法兰上的定位销孔和安装孔,再以法兰和法兰上面的定位销孔安装定位夹紧,然后加工叶片工作面。由于叶片工作面的加工余量较大,所以在加工安装法兰上的定位销孔时,对孔的圆周方向的定位误差要求相对较低,只要保证叶片工作面有加工余量即可。同时放弃原来的V形铁定位,使用新的工装加工。改进后的工艺流程为:划线→钻中心孔→车→钻铰孔→铣工作面→转后续加工。即将钻铰孔和铣叶片工作面两道工序位置进行了颠倒。
新工装结构如图4所示,下述各孔位置与零件图1A向视图孔的位置完全相同,只是增加了一个定位孔6。
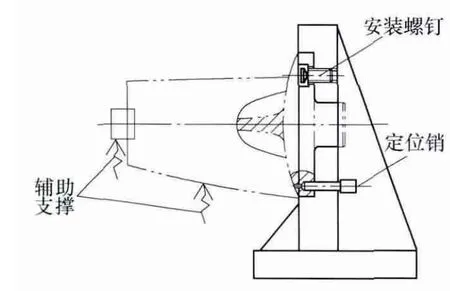
图5
新工装上加工出了与叶片安装端相对应的孔系,用叶片安装端法兰上的定位销孔和工装上的定位销孔通过销定位,用已加工好的联接孔通过螺栓压紧联接。这样叶片在工装上安装后,位置固定了,不用再找正叶片工作面,可以直接编程加工。加工好一面后再加工另一面时,只要把定位销拔出,松开压紧螺栓,回转180°,在另一侧插上定位销即可,不用再进行繁琐的找正便可进行加工。(其实工装上可以不加工6个定位销孔,只加工3和6两个定位销孔即可。加工6个定位销孔可方便选择调整加工中的叶片的最优加工安装位置。)
叶片在工装上安装加工示意图如图5所示。
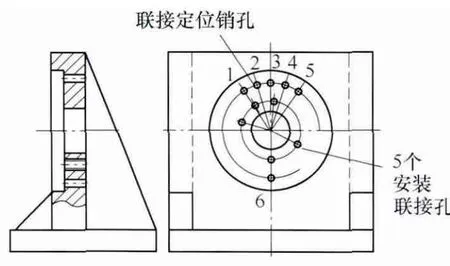
图4
采用这种新工艺后,在加工法兰上孔系时,降低了其孔系与叶片工作面(还没有加工)的相互位置精度要求,因为叶片加工面有预留加工余量,即使存在误差,这些误差只要能保证叶片的工作面有足够的加工余量即可,由于叶片加工余量较大,所以允许的误差也可以大些。这和原工艺以加工成的叶片工作面为基准再加工叶片安装定位孔时产生的误差影响有本质的不同,前者只影响加工余量的均匀,后者直接影响叶片的工作状态,进而影响泵的水力性能。改进后的工艺工装加工成的叶片形状和角度与叶片使用安装时的状态是一致的,因此泵的性能得到保证。
叶面加工一般分为粗、半精和精加工,加工过程中叶片要多次倒面定位安装,采用这种工艺和工装后,倒面安装简单准确,可节省大量的安装找正时间。安装次数越多,越能体现出新工艺工装的优越性。
用这种工装夹紧定位后,为了提高加工效率,防止加工中产生振刀,还要在叶片的其他适当位置加一些辅助支撑(用V形铁定位也要这样,见图3),这些辅助支撑都只是为了提高工件的刚性,防止振刀,不会对定位精度产生影响。增加的辅助支撑的数量可根据叶片的大小和刚性,通过试切决定。这些辅助支撑与使用V形铁定位加工所使用的支撑不同,前者只是增加工件的刚性,后者还有定位功能。
辅助支撑的结构形式对加工效率和加工精度的影响也很大,支撑力过大会使叶片变形,过小起不到辅助支撑的作用,为此我们设计了一种专用辅助支撑,对叶片的高效加工发挥了很好的作用。辅助支撑的结构如图6所示。

图6 可调辅助支撑
可调辅助支撑由底座、弹簧、支撑体、支撑杆、锁紧螺母等组成。辅助支撑通过固定螺栓固定在铣床工作台上。锁紧螺母可以预调支撑力的大小,支撑体和底座通过螺纹联接,转动支撑体可以改变支撑杆的高度并与叶片相接触,从而起到支撑作用。调整支撑体和锁紧螺母可以改变辅助支撑的支撑力大小。此种辅助支撑由于是靠弹簧力支撑,所以还有减振作用,有效地避免了加工中的振刀现象。
工艺和工装的改进,可调辅助支撑的应用,缩短了叶片加工过程的装夹找正时间,提高了加工效率,降低了制造成本,更为重要的是,提高了产品的制造精度,保证了泵的水力性能,提高了产品的可靠性。
[1] 杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2002.
[2] 刘文剑,曹天河,赵维媛.夹具工程师手册[M].黑龙江:黑龙江科学技术出版社,1987.
猜你喜欢
机床与液压(2023年1期)2023-02-03
城市轨道交通研究(2022年2期)2022-11-18
水泵技术(2022年1期)2022-04-26
防爆电机(2021年5期)2021-11-04
建筑机械化(2021年9期)2021-09-30
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
模具制造(2019年4期)2019-06-24
光学精密工程(2016年6期)2016-11-07
设备管理与维修(2016年6期)2016-03-16
