聚丙烯装置二闪线技术改造
2015-03-28 07:10:50杨积渊高志争
化学工程师 2015年7期
刘 升,刘 星,杨积渊,高志争
(延长中煤 榆林能化公司,陕西 靖边718500 )
中国对聚丙烯市场需求极其旺盛,2002~2012年中国聚丙烯需求保持快速增长,供需不平衡,出口很少而进口量持续增长,对外依存度在30%左右浮动。聚丙烯产品的主销区域市场在华东、华北和华南,这3 个区域市场需求量占全国总需求量的82.5%[1]。多年来,中国在聚烯烃催化剂技术、聚合工艺技术、聚烯烃新产品开发方面取得长足进步[2]。近几年国内投产的国产化聚丙烯新装置较多,PP 自给率已有所提升,但PP 装置生产能力仍无法满足市场需求[3]。
为了适应PP 市场的需求,陕西延长中煤榆林能源化工有限公司于2014 年5 月建成投产聚丙烯一线装置,同年6 月30 日投料试车并一次开车成功。该装置采用中国石化第二代环管法聚丙烯工艺技术,生产能力3×105t·a-1,能够生产均聚物、无规共聚物和抗冲共聚物全范围的聚丙烯本色粒料产品,共计50 个产品牌号。装置运行时未参加反应的丙烯单体经过丙烯洗涤塔T-301 进行回收,洗涤过的丙烯气上升到塔顶,丙烯中所夹带的聚丙烯粉末随丙烯从塔底排出,经二闪线(二闪线是一段带有蒸汽夹套的变径管线)汽化后送至F-301。在二闪线中气相丙烯携带着少量细粉经过变径后,聚丙烯细粉颗粒容易在管路中发生噎塞,造成细粉堵塞管路或细粉在T-301 底部积聚而堵塞再沸器E-303,最终造成装置非计划停车。榆能化公司决定对二闪线进行技术改造,确保PP 装置长周期平稳运行。
1 二闪线堵塞之噎塞原理
1.1 噎塞的定义
在化工生产过程中,许多输送物料是颗粒状的,气力输送因其操作方便、节能、不易污染环境等特点已成为普遍接受的颗粒输送方法,但不足之处是:垂直气力输送时如果设计、操作不当,生产过程中也易发生物料堵塞管路现象,即“噎塞”现象[4]。在气固流态化系统中,噎塞是指随着操作条件的变化,床层中的颗粒浓度突然增大或降低的现象。毕晓涛等根据触发机制的不同将噎塞分为3 类,其中气固流体动力学造成的噎塞主要是沉积型噎塞[5]。噎塞不仅使输送过程中断,严重时还会发生生产事故。要保持气流能将固体颗粒连续不断的送往目标设备,就要保证操作气速不低于颗粒的噎塞速度。
在垂直管路中随着气速的降低,固体颗粒上升的速度减慢,固体颗粒在管路中不断聚集,密度不断增大,直至气流不足以支持固体颗粒流动,最后造成管线突然堵塞,这时的气体线速度叫做噎塞速度。
1.2 计算二闪线噎塞速度的关联式
应用物理学方法研究二闪线中丙烯气体的粘滞系数,作以下假设:
(1)分子向各个方向运动的几率相同,其平均速率都为:

式中 m:单个丙烯分子质量,kg;k:玻尔兹曼常数,
k=1.38×10-23J/K。
(2)分子的平均自由程都为:

式中 n:分子密度;d:两分子中心相隔的距离。
本文假设分子经过一次碰撞便将原有的动量丧失掉。
(3)气体分子都是直径为D 的光滑弹性球模型。则计算气体粘滞系数的推导式为[6]流体力学中阿基米德数为:


式中 g:重力加速度,9.8m·s-2;ρe:流体的密度,kg·m-3;ρ:物体的密度,kg·m-3;μ:动粘滞系数,kg·ms-1;L:细粉颗粒直径,m。
根据粒子的流动性质和热力学性质,当3.35≤Ar≤130000 时,粒子为Ⅰ类或Ⅱ类A,将二闪线物料参数代入(4)式得Ar=240.35,此时采用的噎塞速度的计算式为Yousfi 和Gau 关联式:

式中 Rep:颗粒雷诺数:;V:平均流速,m·s-1;D:管直径,m;μ:粘滞系数,Pa·s;R=8.314J·(mol·K)-1,ρe:流体的密度,kg·m-3;R:固气重量流量比;L:细粉颗粒直径,m。
2 二闪线技术改造前的情况
2.1 丙烯洗涤系统中二闪线工艺流程
丙烯洗涤塔T-301 为折流板式塔,内装23 层塔盘。闪蒸罐D-301 来的气相丙烯由T-301 第一层塔盘下进入,向上的丙烯气流与回流的液相丙烯在各层塔盘上逆向接触,这个过程中,丙烯气中所夹带的聚丙烯粉末被洗涤下来,并且分离出较重组份,这部分聚丙烯粉末随丙烯从塔底排出,经二闪线汽化后送至F-301。洗涤过的丙烯气上升到塔顶,其中一小部分作为反吹气送到F-301 中,绝大部分丙烯气进入丙烯冷凝器E-301,在E-301 中气相丙烯被冷凝为液相,冷凝后的液相丙烯被送到丙烯进料罐D-302 加以回收。丙烯回收系统操作压力为
1.8×106Pa。
在F-301 中聚合物和单体进一步分离,聚合物进入汽蒸罐,而丙烯气体从袋式过滤器顶部排出,经安全过滤器过滤掉粉末后进入低压丙烯洗涤塔,经循环气压缩机压缩至1.8×106Pa 以上进行回收。
二闪线流程:25mm- 504D→40mm-504D-JR→
50mm- 504D- JR→80mm- 504D-P→100mm-504D-P→200mm- 504D-P。其中“25mm”表示管径;“504D”表示管道材料等级;“JR”表示管夹套;“P”表示防烫。
丙烯洗涤系统中二闪线改造前工艺流程见图1。
T-301: 丙烯洗涤塔; E-301: 丙烯冷凝器;E-303:T-301 再沸器;F-301:袋式过滤器;
P-302A/B:T-301 回流泵;D-302:丙烯进料罐;D-301:闪蒸罐;R-401:共聚反应器;
D-601/D-602:排放罐;HV-302/HV-311: 三通阀;PWW:工艺水
2.2 存在的问题
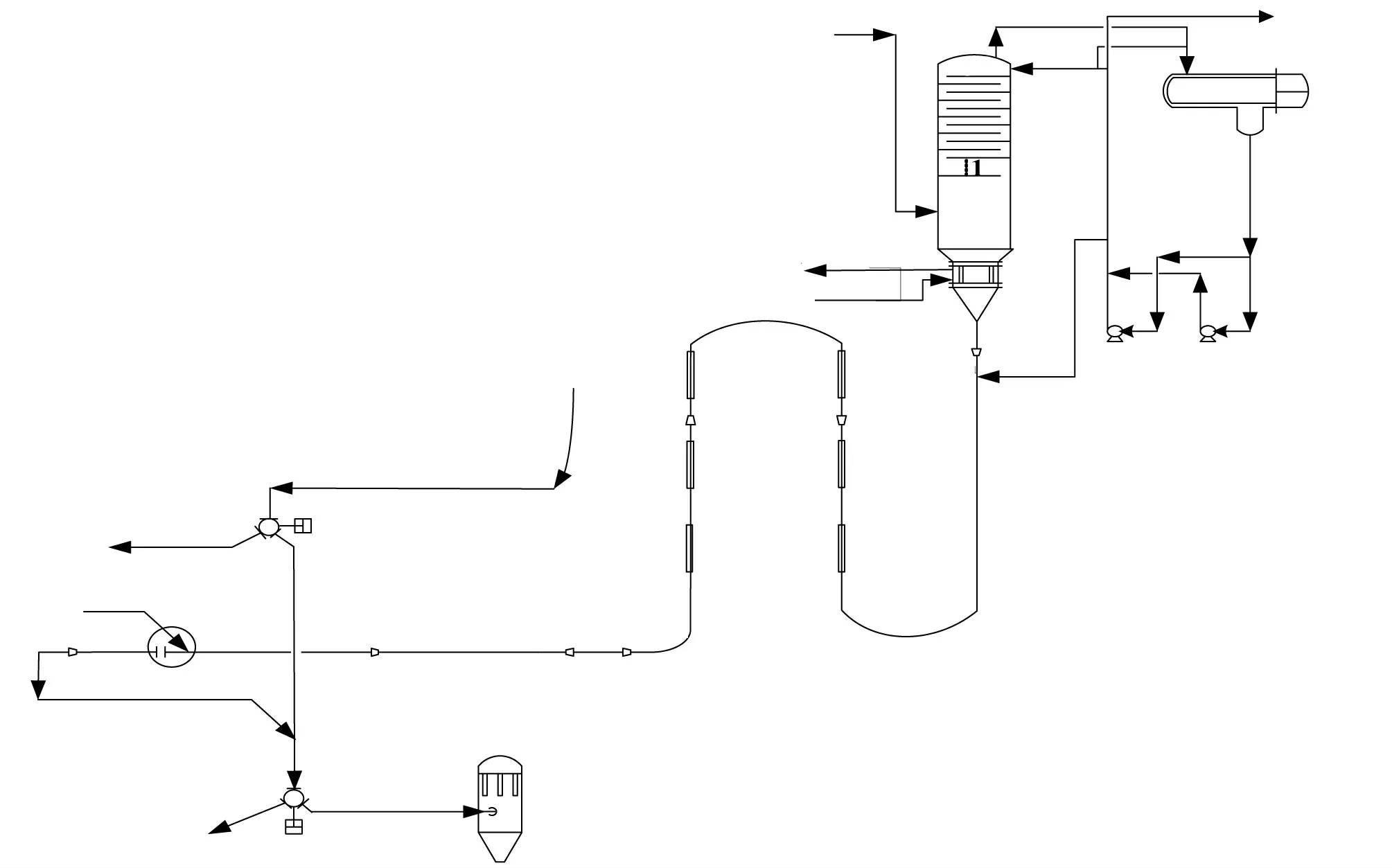
图1 丙烯洗涤系统中二闪线改造前工艺流程图Fig.1 Flowsheet of the second flash pipeline in Propylene washing system before revamp
T-301 底部出料丙烯和聚丙烯粉末经过二闪线:80mm→100mm→200mm→F-301。
在生产均聚物和无规共聚物时,丙烯及聚丙烯在二闪线中的流量较低,经过上述路径的过程中,二闪线的管径为80mm 时,液相丙烯闪蒸为气相丙烯,气相丙烯携带着少量细粉经过变径后,丙烯粉末被压送的气速急剧下降,垂直管单位管长压降随气速下降而减小,当气速下降造成压降正好等于固体静压头的增加时,单位管长压降就会出现最小值,此时的气速为最小能量输送速度。二闪线的200mm 管线垂直上升进入F-301,这个垂直高度是35m,丙烯气携带着聚丙烯细粉在经过此垂直管路的过程中,当气速下降至不足以使粉体保持悬浮状态时,局部管路截面内将聚集固体,即管路被固体所噎塞。在垂直管实际的气力输送过程中,操作气速应保持大于噎塞速度才能避免管路被堵塞。
二闪线因输送气速小而出现噎塞现象,造成管线被堵塞,严重时导致细粉在T-301 底部积聚而堵塞再沸器E-303。装置在开、停车期间,二闪线已因此原因堵塞了3 次。为了防止二闪线堵塞,需要增大二闪线流量,导致大量丙烯进入火炬系统,造成资源浪费,单耗增大。将二闪线管道及物料参数代入噎塞速度关联式计算出噎塞速度,与实际参数进行对比,丙烯及聚丙烯粉末在二闪线中的实际速度与噎塞速度的对比值见表1。

表1 二闪线中流体实际速度与噎塞速度对照表Tab.1 Actual velocity and choking velocity of the fluidin the second flash pipeline
由表1 数据得出:(1)管线尺寸越大,噎塞速度越大,而实际速度却越小,当管线实际速度小于噎塞速度时就会发生堵塞,这就是堵塞总发生在200mm 管线前端的原因。(2)当管线中丙烯及聚丙烯细粉的质量流量越小,噎塞速度越大;质量流量越大,实际速度也越大,这就是堵塞总发生在开、停车过程中的原因。在装置开、停车时为了减小丙烯去火炬的排放量,尽量降低二闪线的丙烯流量,实际线速度降至与噎塞速度一样大小时,管线就会被堵塞。
3 二闪线技术改造方案
聚丙烯装置生产均聚和无规共聚物时,丙烯回收系统中二闪线出现堵塞现象,通过分析聚丙烯装置二闪线发生堵塞的原因后,对二闪线进行了技术改造:二闪线在变径前增加一个三通阀,在生产均聚和无规共聚物时,采用将80mm 管线不变径,直接进入F-301,在生产抗冲共聚时,三通阀切向变径管线。丙烯洗涤系统中二闪线技改后的工艺流程见图2。

图2 丙烯洗涤系统中二闪线改造后工艺流程图Fig.2 Flowsheet of the second flash pipeline in Propylene washing system after revamp
T-301: 丙烯洗涤塔; E-301: 丙烯冷凝器;E-303:T-301 再沸器;F-301:袋式过滤器;
P-302A/B:T-301 回流泵;D-302:丙烯进料罐;D-301:闪蒸罐;R-401:共聚反应器;D-601/D-602: 排放罐; HV-302/HV-311: 三通阀;HV-313:新增三通阀;PWW:工艺水。
从二闪线堵塞的原因分析及表1 数据可知,技改选择在80mm 管线或者100mm 管线不变径的方案都可行,可是如果选择在100mm 管线后不变径,一方面增加投资,另一方面100mm 管线位置不方便三通阀安装和巡检;选择在80mm 管线后不变径,能将来自T-301 的丙烯在管线中完全汽化后送入低压丙烯洗涤系统进行回收,也能利用汽化后的丙烯气将聚丙烯细粉顺利的送入F-301。
4 二闪线技术改造后的情况
4.1 改造效果
2014 年12 月初对二闪线进行技术改造,达到了预期效果。在生产均聚和无规共聚物时,装置开、停车或者正常运行过程中,二闪线中物料质量流量≥0.0972kg·s-1时均未出现过堵塞现象。技改前,为了保证二闪线不被堵塞,每隔30min 对二闪线冲洗一次,冲洗二闪线的质量流量范围为(0.833~1.39)kg·s-1,每次冲洗(3~5)s。这样对下游低压丙烯回收系统造成冲击,使得低压丙烯回收系统操作不平稳,甚至使下游系统停车,影响装置长周期运行。技改后,二闪线不但未发生堵塞现象,而且也无需频繁对其进行冲洗,下游系统运行平稳。
二闪线技改后,在生产抗冲共聚物时,装置负荷每小时增至41t。二闪线的流量增加,80mm 管线将不能满足将所有丙烯汽化后进行回收,一方面对管线造成冲击,另一方面若是液相丙烯被带入袋滤器F-301,则会给F-301 带来危险。因此要将新增三通阀切向变径方向,以保证二闪线中大量的丙烯被完全汽化后进行回收。
4.2 改造的环境及经济评价
装置开车过程中,若二闪线流量大,则有大量丙烯进入火炬系统进行燃烧;若二闪线流量小,易造成二闪线堵塞,装置要进行紧急停车处理,停车期间所有丙烯无法回收,只能排入火炬系统进行燃烧,火炬燃烧产生CO2,虽然CO2不污染环境,但是它会引起温室效应,导致全球变暖,北极冰川融化,海平面上升等一系列环境问题,不利于“节能、降耗、环保”。技改后二闪线未发生堵塞,装置没有因此而向火炬系统排放丙烯,向“绿色化学”又迈进了一步。
二闪线技改后,未出现堵塞现象,保证了装置的平稳运行,明显降低了丙烯单耗,提高了装置利用效率。由于市场需求,聚丙烯装置每年生产抗冲共聚物的时间只有20d 左右,其余时间生产均聚物。若二闪线堵塞,每次大约生产不合格产品40t,每次直接经济损失达30 万元;二闪线堵塞或者因二闪线堵塞而导致E-303 的堵塞,都要进行停车清理,2014 年技改前聚丙烯装置二闪线堵塞3 次,停车清理时间总计12d,停产期间少生产聚丙烯约750t/d,共计造成利润损失约980 万元。本次二闪线技术改造总投资65 万元,由此可见二闪线技改的经济效益十分可观。
5 结语
陕西延长中煤榆能化公司聚丙烯装置丙烯回收系统二闪线技术改造后,丙烯回收系统运行平稳,二闪线未出现堵塞现象,也未因此原因造成装置非计划停、开车,降低了丙烯单耗。技改符合环保要求,提高装置盈利能力,增加经济效益。
[1] 安芳成.中石油聚丙烯STP 营销战略研究[J].现代化工,2011,31(10):4-7.
[2] 中国石化聚丙烯工艺技术出口美国[J].化学工程师,2014,227(8):74-74.
[3] 吕新良,马智,曹振祥.聚丙烯装置丙烯精制系统技术改造[J].石油化工,2006,35(6):566-569.
[4] 潘贵全,胜青,孙国刚.垂直管中气力输送的粉体噎塞速度的研究[J].石油炼制与化工,1997,28(11)46-49.
[5] 程长建,葛蔚.2008 EMMS 模型中噎塞判据的进一步分析[J].化学进展,2008,20(4):620-624.
[6] 杨武.气体粘滞系数的理论研究[J].沈阳工程学院学报,2007,3(3):229-231.
猜你喜欢
扬子江诗刊(2023年3期)2023-05-06 10:40:14
大众文艺(2022年16期)2022-09-07 03:08:04
昆钢科技(2021年6期)2021-03-09 06:10:22
农药科学与管理(2019年5期)2019-08-13 00:48:02
中国环保产业(2018年5期)2018-05-31 00:09:16
化学工业与工程(2017年2期)2017-04-10 07:12:05
当代化工研究(2016年7期)2016-03-20 16:21:55
江西建材(2015年12期)2015-12-02 01:44:08
化工科技(2014年5期)2014-06-09 05:17:22
石油地质与工程(2014年1期)2014-02-28 16:14:17