
预糊化对挤压吹塑制备淀粉/PVA纳米复合膜性能的影响
2015-03-11 10:05王文涛侯汉学刘鹏飞孙圣麟董海洲
中国粮油学报 2015年12期
王文涛 侯汉学 刘鹏飞 孙圣麟 董海洲
(山东农业大学食品科学与工程学院,泰安 271018)
为解决塑料包装造成的白色污染以及能源短缺等问题,开发环境友好型包装材料已成为世界各国的研究热点。其中,淀粉/聚乙烯醇(PVA)复合膜是研究最为广泛的一种全降解包装材料[1],淀粉和PVA的分子链上均含有大量的羟基,可以发生强烈的相互作用,使它们具有良好的相容性。
在一定的温度、剪切力和增塑剂条件下,淀粉发生糊化作用,淀粉颗粒融化、裂解,分子间氢键断裂,结晶结构消失,从而使淀粉分子链上的羟基更易与PVA相互作用[2]。另外,淀粉的糊化还可以增加淀粉的界面亲和力,促使淀粉和PVA之间更为均匀的分布,从而提高两者的相容性[3],因此淀粉的糊化对淀粉/PVA的反应体系有重要影响。Pushpadass等[4]通过扫描电镜观察到未糊化和部分糊化的淀粉颗粒分布在淀粉膜表面,并且这种现象与挤压温度、增塑剂的种类和比例没有关系。Altskr等[5]研究表明在淀粉基复合膜中,未糊化的淀粉颗粒是淀粉膜明显的薄弱点,会限制淀粉膜的双向拉伸,降低其力学性能。
淀粉的糊化需要足够高的温度、剪切力及适当比例的增塑剂,但过高的温度和较强的剪切力会导致增塑剂的挥发和淀粉的降解。因此,本研究采用羟丙基交联淀粉和2种预糊化淀粉分别与2种聚合度的PVA复合,研究预糊化对淀粉/PVA纳米复合膜性能的影响,旨在进一步提高淀粉基复合膜的综合性能,以期为淀粉基复合膜的广泛应用和工业化生产提供一定的支持。
目前,淀粉/PVA纳米复合膜大多采用流延法生产,但溶液流延法存在设备投资大、能耗高和生产效率低等缺陷,使得淀粉基复合膜的推广应用受到很大限制。本研究采用挤压吹塑制备淀粉/PVA纳米复合膜,可显著提高生产效率,具有良好的工业应用前景。
1 材料与方法
1.1 材料与试剂
羟丙基交联木薯淀粉(HP):杭州普罗星淀粉有限公司;预糊化羟丙基交联木薯淀粉-01(PC)、预糊化羟丙基交联木薯淀粉-20(PE):中泰淀粉有限公司;聚乙烯醇(PVA-1788,聚合度 1 700,醇解度88)、聚乙烯醇(PVA -2488,聚合度 2 400,醇解度88):中国石化集团四川维尼纶厂;有机改性蒙脱土(OMMT):浙江丰虹有限公司;甘油、硬脂酸:天津市凯通化学试剂有限公司。
1.2 试验设备
SHR-50型高速搅拌机:张家港市宏基机械有限公司;双螺杆造粒机、单螺杆挤压吹塑机:莱芜市精瑞塑料机械有限公司;TA-X2i物性测试仪:英国Stable Micro System公司;PERMETMW3/030水蒸气透过率测试仪:济南兰光机电技术有限公司;UV-2 100型紫外可见分光光度计:北京普析通用仪器有限责任公司;D8 ADVANCE型 X射线衍射仪:德国BRUKER-AXS有限公司;CR-400色差计:日本柯尼卡美能达电子股份有限公司;QUANTA FEG 250扫描电镜:美国FEI公司;Tracker界面张力/流变仪:法国Teclis公司。
1.3 试验方法
1.3.1 淀粉/PVA纳米复合膜的制备
将淀粉、PVA及粉末物料加入到高速搅拌机中,密封顶盖,低速(5 Hz)搅拌5 min。打开助剂阀门,将一定量的甘油缓缓加入到高速搅拌机中,高速(20 Hz)搅拌10 min。将所得混合物料密封放置24 h。然后将混合物料通过双螺杆造粒机挤压造粒,造粒机一区、二区温度分别设定为90、130℃,螺杆转速为25 r/min。制得的物料粉碎后利用单螺杆挤压吹塑系统挤出制膜。
1.3.2 淀粉、淀粉/PVA纳米复合膜的扫描电镜分析
将复合膜样品在23℃和相对湿度(RH)为53%的恒温恒湿箱中均湿7 d,利用QUANTA FEG 250电子显微镜扫描观察淀粉和复合膜的表面微观形貌。膜样品表面喷金处理后进行扫描。加速电压为5.0 kV。
1.3.3 淀粉、OMMT和淀粉/PVA纳米复合膜的X-射线衍射分析
将复合膜样品在23℃和RH为53%的恒温恒湿箱中均湿7 d,测试衍射角2θ范围为1°~40°,测试速率为 0.02(°)/s。
1.3.4 淀粉/PVA纳米复合膜力学性能的测定
复合膜的力学性能主要包括抗拉强度(TS,MPa)和断裂伸长率(E,%)。力学性能测试按照ASTM D882-02的方法,并根据复合膜条件进行了一些改动。将膜裁剪成80 mm×15 mm的长条,并放置在23℃和RH为53%的恒温恒湿箱中均湿7 d。本试验中设置TA-XT2i物性仪初始夹距为50 mm,探头的移动速度为1 mm/s。每组样品重复测定6次。
1.3.5 淀粉/PVA纳米复合膜水蒸气渗透系数的测定
将复合膜样品切成3个半径为20 mm的圆,放置在23℃和RH为53%的恒温恒湿箱中均湿7 d。将样品固定在量湿杯中,测试面积为33.00 cm2,仪器预热时间设定为4 h,测试温度为38℃,测试湿度为90%,称重间隔为120 min。最终数据由3个独立的测试结果得出。
1.3.6 淀粉/PVA纳米复合膜水接触角的测定
取5 cm×5 cm的表面光滑、平整、无褶皱、无破损的样品进行测试。设定试验参数,水滴的体积为3μL,采取手动接触的方法,即缓慢下降液滴,至与试样表面接触,迅速抬升,使液滴留在试样表面,并在接触发生后10 s时对接触界面进行拍照,测量接触界面的左侧和右侧接触角。
1.3.7 淀粉/PVA纳米复合膜颜色的测定
利用CHROMA METER CR-400测定复合膜颜色的变化。将膜样品放在白色标准板上,随机取5处测试。膜颜色运用L*a*b*系统,其中L*=0表示黑色,L*=100表示白色;a*值表示从红色(+)变化到绿色(-);b*值表示从黄色(+)变化到蓝色(-)。色差计用白色标准板(L=87.7,a=+0.315 8,b=+0.322 5)进行校正。总色差度(ΔE*)计算式为:

1.3.8 淀粉/PVA纳米复合膜透光率的测定
将复合膜裁成4 cm×1 cm的长条,贴于比色皿表面,以空白比色皿作为对照。在400~800 nm波长下测定复合膜的吸光度A,重复测试6次。透光率计算式为:
T=10-A
式中:T为复合膜的透光率/%;A为复合膜的吸光度。
1.3.9 数据处理
数据采用Origin 8.0,SPSS 18.0进行统计分析。
2 结果与分析
2.1 淀粉、淀粉/PVA纳米复合膜的SEM分析
图1a为羟丙基交联淀粉(HP)和2种预糊化羟丙基交联淀粉(PC、PE)的颗粒形貌。由图1a可以看出,羟丙基交联淀粉的颗粒为圆形、截圆形和多角形,预糊化羟丙基交联淀粉不再具有原来的颗粒形态,而是裂解成碎片,这主要是因为淀粉经预糊化处理后,淀粉颗粒膨胀破裂成颗粒碎片。

图1 淀粉、淀粉/PVA纳米复合膜的扫描电镜图
图1 b为淀粉/PVA复合膜表面的扫描电镜图。由图1b可以看出,淀粉和PVA形成了均一的连续结构,说明淀粉和PVA具有良好的相容性。在经过高温剪切和增塑剂的作用条件下,羟丙基交联淀粉和PVA复合形成的淀粉膜(HP/17、HP/24)表面仍然分布着完整的未糊化淀粉颗粒(箭头所指),而预糊化羟丙基交联淀粉和PVA复合形成的淀粉膜(PC/17、PC/24、PE/17、PE/24)表面不存在淀粉颗粒碎片。有研究认为,存在膜表面的未糊化淀粉颗粒将对膜的性能有负面影响[5]。另外,由图1b可以看出,HP、PE与PVA复合形成的膜表面质地粗糙,而PC与PVA复合形成的膜表面平整光滑、均一连续,这将有利于膜性能的提升。淀粉与高聚合度(2 400)PVA形成的复合膜表面更为致密,这可能因为高聚合度的PVA黏度较大所致。
2.2 淀粉、OMMT和淀粉/PVA纳米复合膜的XRD分析
由图2可知,羟丙基交联淀粉(HP)在15°、17°、18°和23°处有衍射峰出现,属于明显的“A”型衍射;2种预糊化淀粉(PC、PE)颗粒的结晶区被破坏,A型淀粉的特征衍射峰消失,X射线衍射图谱出现典型的糊化淀粉的“馒头峰”。

图2 3种淀粉的XRD衍射图

图3 OMMT、6种淀粉/PVA纳米复合膜的XRD衍射图
X-射线衍射分析是研究纳米材料在聚合物中插层情况的重要方法。在插层过程中,聚合物分子会进入纳米材料的层状结构,增加纳米材料的层间距[6],从而使衍射峰向低角度方向移动。由图3可知,OMMT的特征峰在2θ=2.97°,而羟丙基交联淀粉复合膜的特征峰向左迁移到了2θ=2.10°附近,预糊化淀粉复合膜的特征峰向左迁移到了2θ=1.91°~2.04°附近,表明淀粉/PVA分子已经进入到 OMMT的层状结构中,形成有序纳米结构,并且预糊化淀粉更有利于纳米插层复合结构的形成。Wilhelm等[7-8]研究认为有序的纳米插层结构能显著提升淀粉膜的阻隔性能和机械性能。
2.3 淀粉/PVA纳米复合膜的力学性能分析
由图4可知,预糊化淀粉复合膜的抗拉强度小于羟丙基交联淀粉复合膜。由图5可知,只有PC/24复合膜的断裂伸长率略大于羟丙基交联淀粉复合膜,这可能由于本研究中添加的增塑剂甘油过量导致。过量的增塑剂会破坏淀粉和PVA分子的羟基,减少淀粉和PVA分子之间形成的氢键数量,使分子之间的作用力被大大削弱,膜的致密性变差,致使膜的抗拉强度和断裂伸长率有所降低[9-10]。由图4~图5可知,PE/PVA复合膜的力学性能优于PC/PVA复合膜;并且3种淀粉与高聚合度的PVA复合形成膜力学性能较好,这可能由于淀粉和黏度较大的PVA之间界面亲合力更强,分散更均匀,相容性更好。

图4 淀粉/PVA纳米复合膜的抗拉强度
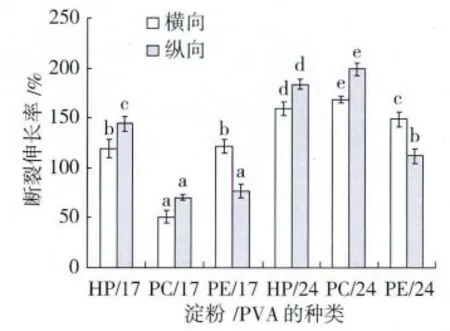
图5 淀粉/PVA纳米复合膜的断裂伸长率
2.4 淀粉/PVA纳米复合膜的阻水性能分析
由于淀粉和PVA均含有大量羟基,加入的增塑剂也含有羟基,羟基的存在导致淀粉膜的亲水性强、阻水性差,遇水后其力学性能大幅下降,这是限制淀粉膜应用的主要原因。由图6可知,与相同聚合度的PVA复合,预糊化淀粉复合膜的水蒸气渗透系数较低,具有较好的阻水性能,这可能由于预糊化淀粉与PVA相容性更好,分子之间联结更紧密,对水分子的亲和作用弱,水分子难以透过[11],而羟丙基交联淀粉则因糊化不充分,成膜致密性差,导致水分子更易穿过[12]。Tang 等[13]研究表明,较低糊化程度意味着较少数量的淀粉分子链可以形成纳米插层结构,更大程度的糊化意味着淀粉颗粒充分的裂解,从而促进更多的淀粉分子链进入纳米层状结构,延长水分子透过淀粉膜的路径,提高其阻水性。由图2分析可知,预糊化淀粉更大程度促进形成了插层型纳米结构,有机改性蒙脱土片层可以均匀分布于淀粉/PVA基质中,阻碍水分子的吸附和透过。

图6 淀粉/PVA纳米复合膜的阻水性能
2.5 淀粉/PVA纳米复合膜的水接触角
水接触角可以分析淀粉膜的疏水性,疏水性强的膜材料通常具有较大的水接触角。由表1可知,羟丙基交联淀粉与PVA复合水接触角较小,说明羟丙基交联淀粉复合膜较强的亲水性,即较弱的疏水性。预糊化淀粉复合膜的疏水性增强,可能由于膜材料较好的致密性,导致水分子难以通过,这与扫描电镜观察的结果及淀粉膜的阻水性能一致[14]。同种淀粉与高聚合度PVA复合形成的膜疏水性较好,也说明与高聚合度PVA有更好的相容性。

表1 淀粉/PVA纳米复合膜的水接触角和颜色
2.6 淀粉/PVA纳米复合膜的颜色
由表1可知,HP、PE与高聚合度PVA复合形成的膜L*值增加,a*值变化不大,而PC与高聚合度PVA复合形成的膜L*值减小,a*值增加,说明HP/24、PE/24复合膜变亮,PC/24复合膜变暗且由红色向绿色转变。PE/17复合膜具有最大的b*值,PE/24复合膜具有最小的b*值和最大的ΔE*值,说明PE与高聚合度PVA复合,淀粉膜向浅蓝色转变。
2.7 淀粉/PVA纳米复合膜的透光率
表2为复合膜在波长400~800 nm范围的透光率,可以看出,随着波长的增加,淀粉膜的透光率升高。由表2可知,与相同聚合度的PVA复合,羟丙基交联淀粉复合膜的透光率小于预糊化淀粉复合膜,同种淀粉与高聚合度PVA形成的复合膜透光率更高。透光率的大小差别主要与淀粉分子结构和淀粉与OMMT相容性[15]有关。预糊化淀粉颗粒裂解,呈现非晶结构,成膜后透光率升高。在形成纳米材料过程中,预糊化淀粉更有利于淀粉分子插层的进行,提高淀粉与OMMT的相容性,提高其透光率。

表2 淀粉/PVA纳米复合膜的透光率/%
3 结论
预糊化对淀粉/PVA纳米复合膜性能具有显著影响。预糊化淀粉易于形成良好的插层型纳米复合结构,预糊化淀粉复合膜疏水性增强。PC/PVA纳米复合膜表面平整光滑、均一连续,PE/PVA纳米复合膜具有较好的力学性能和阻水性能,PE/24复合膜变亮,PC/24复合膜变暗且由红色向绿色转变。羟丙基交联淀粉复合膜的透光率小于预糊化淀粉复合膜,同种淀粉与高聚合度PVA形成的复合膜透光率更高。
[1]Corre Y M,Bruzaud S,Audic J L,et al.Morphology and functional properties of commercial polyhydroxyalkanoates:a comprehensive and comparative study[J].Polymer Testing,2012,31(2):226-235
[2]Rosa D S,Guedes CGF,Pedroso A G,et al.The influence of starch gelatinization on the rheological,thermal,and morphological properties of poly(ε-caprolactone)with corn starch blends[J].Materials Science and Engineering:C,2004,24(5):663-670
[3]Lu D R,Xiao C M,Xu S J.Starch-based completely biodegradable polymer materials[J].Express Polymer Letters,2009,3(6):366-375
[4]Pushpadass H A,Marx D B,Hanna M A.Effects of extrusion temperature and plasticizers on the physical and functional properties of starch films[J].Starch - Strke,2008,60(10):527-538
[5]Altskr A,Andersson R,Boldizar A,et al.Some effects of processing on the molecular structure and morphology of thermoplastic starch[J].Carbohydrate Polymers,2008,71(4):591-597
[6]McGlashan SA,Halley PJ.Preparation and characterisation of biodegradable starch - based nanocomposite materials[J].Polymer International,2003,52(11):1767 -1773
[7]Wilhelm H M,Sierakowski M R,Souza G P,et al.Starch films reinforced with mineral clay[J].Carbohydrate Polymers,2003,52(2):101-110
[8]Wilhelm H M,Sierakowski M R,Souza G P,et al.The influence of layered compounds on the properties of starch/layered compound composites[J].Polymer International,2003,52(6):1035-1044
[9]姬娜,熊柳,卜祥辉,等.可食性绿豆淀粉膜制作工艺的研究[J].中国粮油学报,2012,27(1):103-110
[10]Mao L,Imam S,Gordon S,et al.Extruded cornstarch -glycerol- polyvinyl alcohol blends:mechanical properties,morphology,and biodegradability[J].Journal of Polymers and the Environment,2000,8(4):205 -211
[11]柳仕刚,陈培荣,朱苏文.高温处理对玉米淀粉/聚乙烯醇复合膜成膜性能的影响[J].中国粮油学报,2010,25(2):57-61
[12]王程.复合改性玉米淀粉成膜及应用特性研究[D].广州:华南理工大学,2012
[13]Tang X,Alavi S,Herald T J.Barrier and mechanical properties of starch - clay nanocomposite films[J].Cereal Chemistry,2008,85(3):433-439
[14]Yang D,Peng X,Zhong L,et al.“Green”films from renewable resources:properties of epoxidized soybean oil plasticized ethyl cellulose films[J].Carbohydrate Polymers,2014,103:198-206
[15]Sothornvit R,Rhim J W,Hong SI.Effect of nano-clay type on the physical and antimicrobial properties of whey protein isolate/clay composite films[J].Journal of Food Engineering,2009,91(3):468-473.
猜你喜欢
新型工业化(2022年8期)2022-10-14
中国造纸(2022年3期)2022-07-21
食品与发酵工业(2021年14期)2021-08-02
昆明医科大学学报(2021年5期)2021-07-22
无机盐工业(2019年11期)2019-11-15
中成药(2018年6期)2018-07-11
中成药(2018年6期)2018-07-11
中成药(2017年9期)2017-12-19
中国医药指南(2017年3期)2017-11-13
中成药(2017年5期)2017-06-13
