石英摆片激光切割技术研究
2015-03-11 05:16秦淑斌江安然
导航定位与授时 2015年3期
秦淑斌,袁 枫,江安然
(航天科工惯性技术有限公司,北京 100074)
石英摆片激光切割技术研究
秦淑斌,袁 枫,江安然
(航天科工惯性技术有限公司,北京 100074)
针对激光切割技术在典型石英结构——加速度计摆片加工成形中的应用,探讨了激光与石英材料的作用机理,进行了激光切割成形以及消应力试验。在此基础上详细分析了激光切割工艺参数和后处理对石英摆片成形质量的影响,对精密石英结构的制造具有普遍的意义。
石英摆片;激光切割;加速度计
0 引言
激光技术在材料加工领域有广泛的应用,如激光切割、打孔[1]、激光辅助化学刻蚀[2]、3D打印增材加工[3]等。石英属于典型的硬脆性材料,惯性传感器如石英挠性加速度计、石英振梁加速度计等均采用精密石英结构作为其关键的敏感单元[4]。近年来,激光技术在石英材料加工中的应用开展了大量理论和实验研究。张广玉[5]、焦俊科[6]等研究了激光切割功率、材料厚度、光束质量等石英材料的激光切割模型;袁明权[7]等从石英玻璃光学透过率特性角度讨论了激光精密切割石英玻璃薄板的可行性,通过试验验证了激光精密切割技术运用于石英玻璃薄板精密切割加工中的可行性;Matthews M. J.[8]等研究了激光与石英玻璃的相互作用,探讨了热应力的产生机理。
石英摆片是典型的惯性传感器用石英器件,具有形状复杂,精度要求高的特点。其镂空结构图形如图1所示,通常采用超声落料或喷砂等机械磨削的方法进行加工,加工断面粗糙度大,加工效率低[9]。本文针对石英摆片镂空结构的激光加工技术,探讨了激光与石英材料的作用机理,进行了摆片的激光切割成形以及后处理试验,在此基础上详细分析了激光切割工艺参数和后处理对石英摆片加工质量的影响,对惯性器件精密石英结构的制造具有普遍的意义。
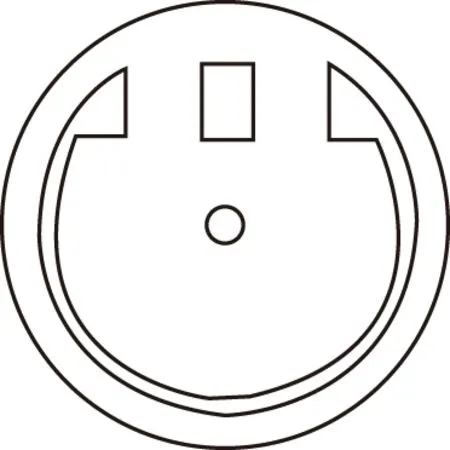
图1 石英摆片镂空图形示意图Fig.1 The scheme of cutting out structure of flexure
1 激光切割机理和参数分析
石英器件的激光切割是利用经聚焦的高功率密度激光束照射工件,通过热激发或光激发在材料中产生导带电子,导带电子通过焦耳加热和雪崩电离在光场中吸收能量,形成等离子体,并通过电子声子的耦合将能量传递给晶格,使Si-O晶格被加热。在超过阈值功率密度的前提下,引起照射点温度急剧上升,产生材料的熔化和升华,在工件上形成孔洞。随着激光束与工件的相对移动,最终可使材料形成器件的镂空结构。
由于被加工材料的不同,激光切割的方法和机理也有所不同,常用的激光切割方法主要有以下4 种:1)激光气化切割法;2)激光熔化切割法;3)反应气体辅助切割法;4)激光热应力法。这4 种切割方法不是完全独立的,它们往往同时存在于同一切割过程,只是在某一特定切割条件下,以其中某一种为主要特征[10]。
1.1 激光光源
石英材料是由Si-O四面体组成的网格结构,高纯石英材料,如化学气相沉积制备的石英玻璃在紫外及可见光波段的外透过率通常大于80%[11],因此通常采用吸收率较高的红外波长激光对石英材料进行镂空切割。此外,超短脉冲激光由于具有极短作用时间、超高光强和无线性吸收等特性,也可作用于石英等透明材料[12],但皮秒、飞秒等激光器昂贵的价格限制了其在激光加工方面的工程应用。
1.2 运动速度
运动速度直接影响着单位面积的石英材料与激光作用的时间。运动速度越慢,作用时间越长,温度越高,由于温度梯度造成的应力也越大,对石英结构的加工质量是不利的。当运动速度低到一定值时,产生的热应力可能超过材料的极限应力(抗拉强度),出现裂纹。因此,合适的控制加工时的运动速度可以提高摆片的激光加工质量。
1.3 光斑半径
在相同激光功率和运动速度的情况下,光斑半径越大,激光功率密度越低。单位面积的石英材料在单位时间内获得的能量低,影响切割边缘和切割面的加工质量。光斑半径越小,材料表面的温度上升越快,温度梯度越大,产生的热应力也越大[6]。
1.4 光束模式
光束能量沿着横截面的分布模式称为光束模式,有单式、复式、环式等。光束模式与激光的聚焦能力有关,单式中光强分布接近高斯分布的称为基模,为最低阶模式,用TEM00表示,基模光束聚焦点处的能量密度比高模光束高两个数量级,激光束聚焦点处较高的功率密度可获得较好的切割质量。
2 石英摆片激光切割试验
选用光学石英玻璃进行了摆片激光切割试验。石英玻璃对5μm以下的波长基本透过,最大吸收出现在9μm波长处。CO2激光波长为10.6μm,具有良好的大气透过率[13],因此可以用CO2激光进行石英摆片的切割加工。
2.1 摆片激光切割系统配置
摆片的激光切割系统应由激光器及光路系统、运动部件以及数控系统三大部分组成,并配备报警装置、供气装置、排风装置等。激光器及光路系统应包括激光器和光路矫正装置等。激光器是设备的光源部分,产生切割所需要的激光,试验中采用50W Coherent CO2激光器,TEM00模式;光路矫正部分主要包括扩束镜和光栏等,可以把激光器输出的带有稍微发散角度的激光进行再整定,使激光的平行度更高,发散角更小,同时把光斑周围的“散光”进行过滤,使激光模式更优,提高聚焦后的光斑质量,从而避免出现聚焦点之外的非预期的切割现象。
为实现复杂结构的激光切割成形,有工件运动或激光头运动两种方法。第一种方法需要对应精度的多维联动工作台带动工件实现切割图形的轨迹运动;第二种方法是光路中的多组镜片运动,通过对光束的反射形成图形轨迹,该方法可以在3D表面、圆柱体或其他复杂自由面上加工轮廓。为避免光束运动造成的激光能量波动对切割质量的影响,试验中采用了固定光路的配置。
2.2 摆片激光切割的质量控制
2.2.1 切缝宽度、边缘斜边
激光光束相当于一把锥形的铣刀,假设锥形不与工件表面垂直或锥形横截面不圆,都会造成与工件表面平行的用于切割的刀具截面为不规则的圆形。对于设计加工的弧形切缝而言,可能出现切缝间隙不等距。此外由于激光光斑的聚焦点相对于工件高度产生变化,则会在工件的切缝处产生角度不同的切口斜度,如图2所示。
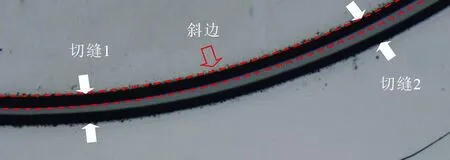
图2 石英激光切缝照片Fig.2 The microscope image of kerfon fused silica
图2中切缝1和切缝2 的宽度差别约为0.06mm。图中黑色宽边即为切口斜边反光形成,可见切口的斜边宽度不均匀。
由上述原因可知,解决此问题的关键是调整激光光路,提高光束聚焦质量,并采取措施,消除杂光,避免非预期的切割产生。此外需要调整工作台的运动平面,使其稳定并垂直于激光光束主轴。
2.2.2 切缝直线度
利用激光切割的方法加工石英玻璃,特别是生成精密图形时,光路和工作台的运动必须保持稳定。如果光路中的反射镜片、聚焦镜片等不稳定,加工过程中会产生不可控的光束偏移,最终的聚焦点偏离设计位置,则会给切割轨迹带来毛刺。工作台安装的机械强度或运动稳定性不足,则会使切割轨迹出现有规律性的波动,如图3所示,由于激光切割时工作台出现跳动,使得切割后的边缘呈现波纹状,影响所加工结构的直线度。对于石英摆片的高精度激光切割加工,必须将造成光束和工件运动不稳定的因素摒除。
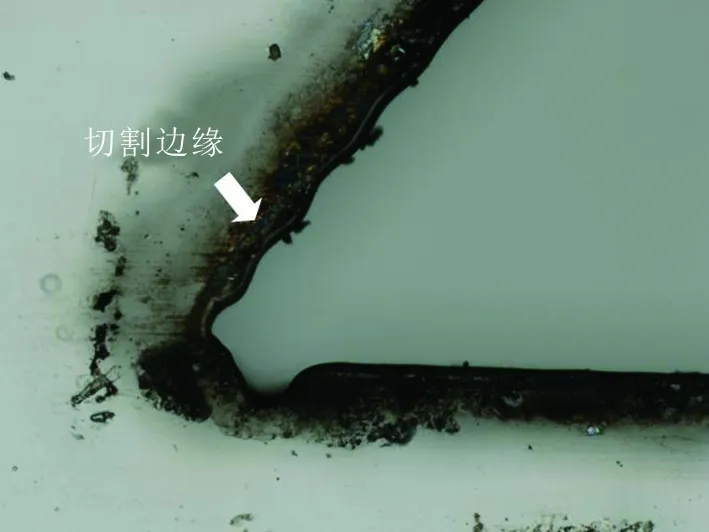
图3 运动抖动造成的切割边缘状态Fig.3 The microscope image of flexure processed with unstable worktable
2.2.3 行程误差
随着激光切割技术及设备的发展,激光的应用已经不只局限在简单图形的生成方面。在复杂图形中,有直线、弧线及其拼接,并有线段相交、相切、拐角等各种形式。在工作台运动的模式下,若产生运动的机构存在回程误差,当设定的连续轨迹经过象限轴,即发生X(Y)轴变换方向的时候,局部轨迹会出现阶跃、不圆滑,如图4所示。

图4 切缝边缘的阶跃Fig.4 The microscope image of stepped kerf
精密激光切割技术要求有高精度的运动机构作为支撑,尽量减小滚珠丝杠回程误差。另外对切割过程实行闭环控制,在运动机构中增加光栅尺等监测装置,将程序的执行情况反馈至控制机构,进行实时的调整,也可以减小切割路径中的阶跃状况。
2.2.4 熔渣
激光切割石英摆片的过程中,需要将大部分激光的能量用于将石英材料气化。由于激光对石英玻璃的作用时间很短,如果气化了的石英没有被及时清除,则会在切缝边缘形成冷却后的熔渣,如图5所示。熔渣的高度可达0.05~0.1mm,影响摆片的表面平整度,此外脱落的熔渣易于划伤摆片的表面。

图5 切缝边缘的熔渣Fig.5 The microscope image of sinter on the kerf
为控制摆片激光切割过程中熔渣的生成,需要合理设置辅助气体系统。由于石英玻璃材料的化学性能稳定,因此相对于惰性气体,可选择成本较低的压缩空气作为辅助气体。首先,辅助气体的分布要均匀,要有一定的线性区。其次,辅助气体的压力和流量会影响气化升华后物质的吹扫和冷却的效果。随着辅助气体压力的增加,单位时间带走的升华物质增加并可迅速带走切割热量。但气体压力过大,会使切缝宽度增加,要根据实际的切割状态进行参数的调节,通常辅助气体的压力为0.1~0.3MPa,出气口的直径不大于5mm。
2.2.5 程序设计
切割程序的编制和工艺技巧对切割质量有较大影响,必须考虑热量散发,进行路径选择,防止热平衡破坏对切割质量带来的不利影响。切割起始点和终点的选择要考虑有利于工件的完整和切割质量,由于激光切割在初始和结束位置激光开和关的时间较长,更容易产生石英的切割积瘤,因此还需增加辅助切割路径。
对于工件外边界的开口图形,需将激光的起始点设计在略远离工件的某处,以适当的速度运动至产品实体部分,进而切割成形,完成切割后停止于远离工件处;切割封闭图形的起止点均设计在被去除材料的区域,保证去除材料切割后的自然掉落,避免人工取下出现的崩角瑕疵,如图6所示。

图6 切割路径示意图Fig.6 The scheme of cutting route
2.3 摆片激光切割后处理
被激光加热的石英玻璃材料由于温度高,黏度会降低,温度梯度造成的应力可以在材料较“软”的情况下通过原子位移获得一定的释放;而当被激光切割过的区域立即降温时,该区域的黏度将迅速增加,应力将无法进一步释放。石英玻璃在从“软”转变为固体是受包括降温速率在内的多方面因素影响的,当温度迅速降低时,石英玻璃的黏度阻止原子的运动,造成残余应力的产生。
当用激光对摆片进行稳定的切割加工时,通常
(1)
式中:v—激光切割速度;D—热扩散系数;a—激光1/e束腰半径。
试验中v= 0.8mm/s,a≈1.8mm,石英玻璃D= 0.0075cm2/s。激光扫过该点的时间
(2)
切割后形成应力的时间
(3)
式中,s— 石英玻璃的声速,约为5639m/s。
时间tσ比激光扫过该点的时间要短得多,因此随着激光切割的进行,在摆片中形成残余热应力是不可避免的。
为减少残余应力对石英摆片结构的影响,对激光切割后的摆片必须进行后处理。通过将材料加热并保温和缓慢冷却,材料的组织结构发生调整,减少或消除缺陷,使材料的各部分趋于稳定,应力得到释放。残余应力以应变能的形式存在,释放应变能的过程即为应力释放,虽然这段过程在热力学上可自发进行,但在室温中反应速率十分缓慢,因此热处理一开始的加热措施,就是来提高反应速率,加速释放应变能。
此处利用光弹性原理对热处理前后的工件进行了检测,如图7所示。
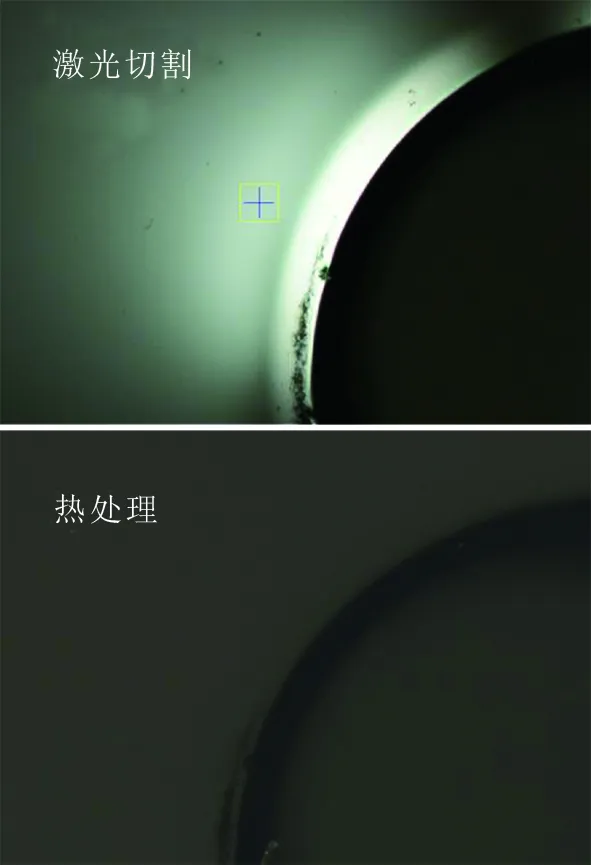
图7 热处理前后的应力照片Fig.7 The polarizing microscope image of flexure before and after heat treatment
激光切割后的切缝边缘出现明显的应力双折射造成的光斑,说明由于切缝处较大的温度梯度造成摆片中存在显著的残余应力。在相同的检测条件下,热处理后的切缝边缘光斑消失,残余应力得到明显释放。因此采用热处理的方法对激光切割后的摆片进行后处理,是降低摆片激光加工残余应力水平的有效手段。
3 结论
通过石英摆片激光切割技术的理论分析和试验研究表明,激光光源模式、工作台运动精度、辅助气体控制等对摆片的切缝、熔渣、尺寸精度等有直接的影响;改进摆片激光切割设备的光路系统、运动系统稳定性等是提高摆片切割质量的重要因素。此外,增加摆片激光切割后的热处理,是降低激光加工残余应力水平的有效手段。
[1]AhmetC,DerzijaB,MalikK,AlmaO.CO2LaserCuttingofAlloySteelsusingN2AssistGas[C]//.ProcediaEngineering, 2014, 69:310-315.
[2]NiinoH,KawaguchiY,SatoT,NarazakiA,GumpenbergerT,KurosakiR.Laserablationoftolueneliquidforsurfacemicro-structuringofsilicaglass[C]//.AppliedSurfaceScience, 2006, 252:4387-4391.
[3]TiebingC,YuwenZ.Three-DimensionalModelingofSelectiveLaserSinteringofTwo-ComponentMetalPowderLayers[C]//.JournalofManufacturingScienceandEngineering, 2006, 128:299-306.
[4] 顾英.惯导加速度计技术综述 [J].飞航导弹, 2001, 6: 78-84.
[5] 张广玉,周岩,杨乐民.石英晶体激光切割的几点规律 [J].激光杂志,2001, 22(6): 51-53.
[6] 焦俊科,王新兵.CO2激光作用下运动石英玻璃的温度分布[J].强激光与粒子束, 2007, 19(1):1-4.
[7] 袁明权, 凌宏芝, 彭勃. 石英玻璃薄板激光精密切割技术 [J]. 激光技术,2006, 30(4): 406-408.
[8]MatthewsMJ,StolkenJS,VignesRM,NortonMA,YangS,CookeJD,GussGM,AdamsJJ.Residualstressanddamage-inducedcriticalfractureonCO2lasertreatedfusedsilica[C]//.BoulderDamageSymposium,boulder,CO,UnitedStates, 2009.
[9] 周岩,刘晓胜,杨乐民,郑胜军,张广玉.石英器件加工工艺及最新进展[J].中国机械工程,2000, 11(6): 668-671.
[10] 周岩, 杨乐民, 张广玉, 杨贺见. 激光切割石英摆片的若干问题研究 [J]. 中国建材科技,2001, 6: 44-49.
[11]BogdanC,RoxanaB,MonicaN,PetreI.Studiesonprotonirradiation-inducedmodificationsofKU1quartzglassultraviolettransmissionproperties[C]//.NuclearInstrumentsandMethodsinPhysicsResearchA. 2006, 562: 692-694.
[12]MinSK,JoonGonS,HyeongJL,HeonH,ChangHC,GeunHK.Highlyporous3Dnanofibrousscaffoldsprocessedwithanelectrospinning/laserprocess[C]//.CurrentAppliedPhysics. 2014, 14: 1-7.
[13]ChristianB,MichaelE,RichardLS,JoffreyStimpfl.CO2-laser-assistedprocessingofglassfiber-reinforcedthermoplasticcomposites[C]//.Proc.ofSPIE. 2013, 8603: 86030H-1-86030H-11.
Study of Laser Cutting Technique for Flexure Processed from Quartz
QIN Shu-bin,YUAN Feng,JIANG An-ran
(Aerospace Science and Industry Inertial Technology Co., Ltd.,Beijing 100074,China)
This paper focuses on the application of laser cutting technique in the typical quartz structure of flexure of quartz flexible accelerometer. The reaction mechanism of laser and quartz is discussed. Based on the manufacture experiments of a flexure from laser cutting, the influence of technological parameter to the quality of flexure is analyzed. The stress relaxation of quartz after laser cutting is also discussed.
Flexure; Laser cutting; Accelerometer
2015 - 03 - 02;
2015 - 04 - 02。
秦淑斌(1983 - ),男,博士,主要从事石英材料特种加工方面的研究。
E-mail: qinshubin1883@163.com
TG485
A
2095-8110(2015)03-0102-06
猜你喜欢
阅读(科学探秘)(2022年5期)2022-06-07
奥秘(2021年3期)2021-04-12
中国非金属矿工业导刊(2020年5期)2020-11-08
科学导报(2020年50期)2020-09-09
矿冶工程(2020年2期)2020-05-24
爆炸与冲击(2018年5期)2018-09-27
电子制作(2018年14期)2018-08-21
汽车文摘(2016年5期)2016-12-06
爆炸与冲击(2016年2期)2016-04-20
房地产导刊(2015年12期)2015-10-21