斜辊矫直机矫直辊角度自动调整机构与控制技术
2015-03-10 06:54蒋永朋李俊峰
重型机械 2015年1期
陈 欣, 蒋永朋,李俊峰
(1.广东冠邦科技有限公司,广东 佛山 528311;2.佛山市顺德区精艺动力科技有限公司,广东 佛山 528311)
斜辊矫直机矫直辊角度自动调整机构与控制技术
陈 欣1, 蒋永朋1,李俊峰2
(1.广东冠邦科技有限公司,广东 佛山 528311;2.佛山市顺德区精艺动力科技有限公司,广东 佛山 528311)
在生产中,矫直辊角度通常采用手动或电动调整,调整过程中存在误差。本文介绍了一种斜辊矫直机矫直辊角度自动调整机构,该机构由电机驱动一个顶杆,通过调整螺母、导套使顶杆做轴向移动,带动矫直辊托盘转动,使矫直辊旋转;由油缸驱动另一个顶杆,消除调整系统的间隙并锁定矫直辊;由控制系统实现矫直辊角度调整。实际使用证明,该机构调整准确、性能可靠、精度高。
矫直辊;角度;自动调整
0 前言
随着汽车、石油、天然气、航天航空等工业的发展,管、棒材的需求量越来越大,质量要求也越来越高,除机械性能及材质要保证要求外,对管、棒材的弯曲度及椭圆度也提出了更高的要求,所以作为精整加工生产线中的矫直工序也显得尤为重要,而高精度矫直机不一定能生产出高质量的管、棒材,要生产出高质量的管、棒材,还需对矫直机进行正确的调整。目前,矫直辊曲线是以矫直范围内某一个直径计算而生成的包络线,要矫直其它规格时,则必须对矫直辊进行调整,矫直辊的调整参量有:压下量、反弯量、矫直辊斜角,以往大多数矫直机设计上对这些调整量均采取手动或电动调整方式,调整量采用机械标尺显示,调整时由于标尺和人工观察误差的存在,基本达不到设计要求的精度,往往都是凭操作人员的经验来调整,使得同台矫直机的矫直质量却因人而异。
近年来,工业自动化飞速发展,矫直技术也在不断的创新,崔甫教授在矫直原理与矫直机械第二版序言中提到“要进行数字化矫直设备的研制”,可见自动化、数字化是矫直机发展的方向,同时矫直设备数字化后对矫直理论的深入研究能起到一定的帮助作用。目前部分矫直机已经实现了矫直机压下及反弯的自动调整及数字显示,本文在此基础上介绍了一种斜辊矫直机角度自动、数字调整机构。
1 矫直辊角度自动调整机构
安装矫直辊的托盘的角度旋转由两个顶杆轴向伸缩来实现,其中一个顶杆由电机驱动,通过调整螺母、导套使顶杆做轴向移动,带动矫直辊托盘转动,从而使矫直辊旋转。而另一个顶杆由油缸驱动,不仅消除了调整系统的间隙,也使矫直辊锁住不动。油缸驱动侧带有位移传感器及限位开关,控制系统将位移传感器采集到的数据反馈给油缸和电机控制点,实现矫直辊角度旋转,操作台数显式需要将油缸直线移动行程转换为角度值,限位开关则是对机构的极限位置进行限制,起保护作用。矫直辊角度自动调整机构如图1所示。
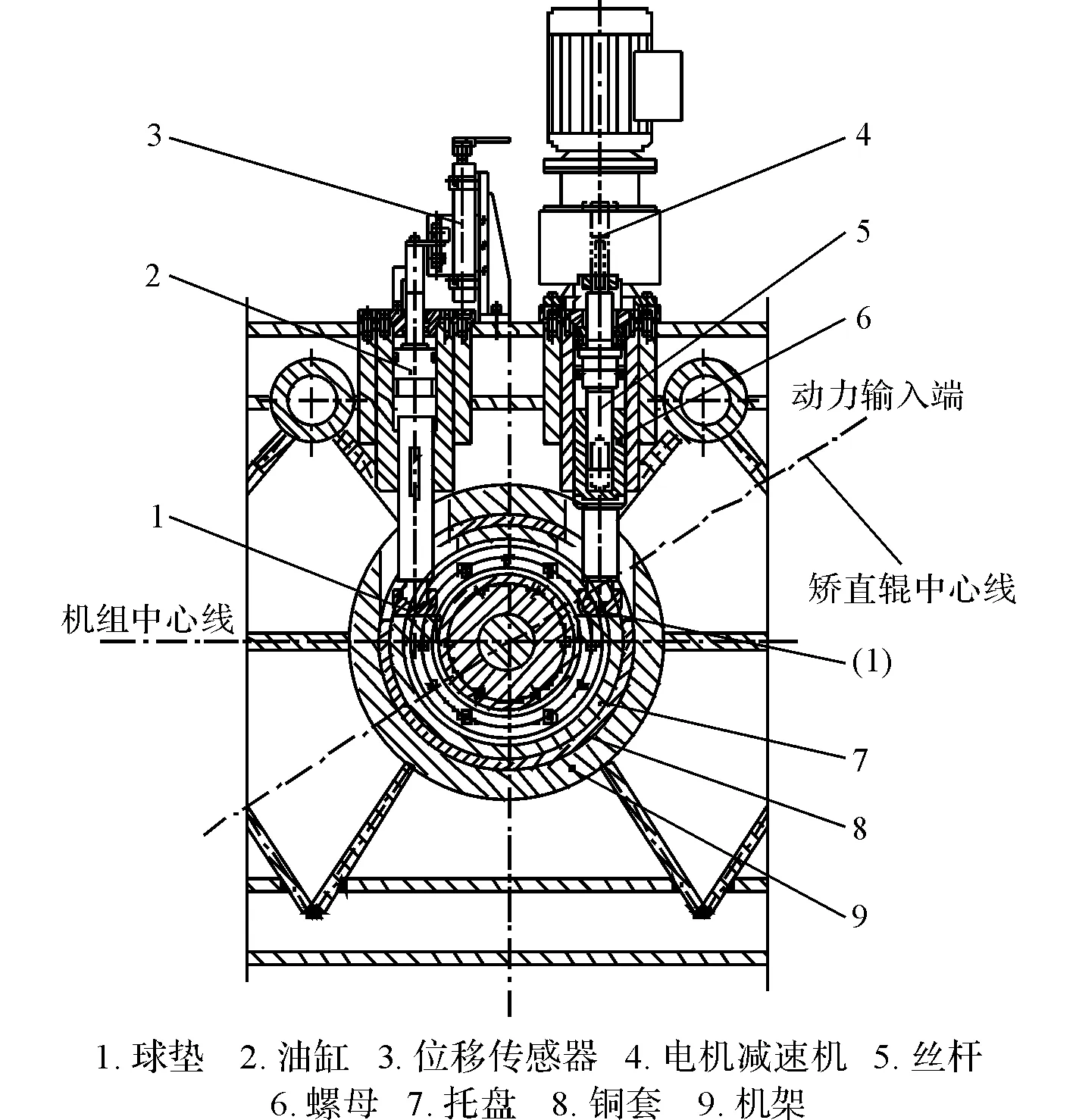
图1 矫直辊角度自动调整机构Fig.1 Angle auto-adjusting mechanism of straightening roll
当角度调大时,油缸后腔进油,活塞杆前进,电机带动丝杆后退,调整到需要的角度时,位移传感器反馈信号给油缸和电机停止动作;当角度调小时,油缸后腔背压,活塞杆带阻力后退(使球垫与托盘接触面无间隙,保证精度),电机带动丝杆前进,调整到需要的角度时,位移传感器反馈信号给油缸和电机停止动作;当调整结束至矫直过程中,油缸一直保压。
图1所示的调角机构不仅用于对矫直辊的角度进行调整,同时在矫直时由于存在回转力矩,所以调角机构还起到对矫直辊的锁紧作用。根据调角机构的作用,两驱动动力源的位置有一定的原则,即由电机驱动的丝杆承受矫直辊回转力矩。
2 角度值与油缸位移的关系
由于位移传感器连接在油缸上,所以控制上需要将调整的角度值转换为油缸的直线位移。

图2 角度自动调整机构简图Fig.2 Diagram of angle auto-adjusting mechanism
图2为调角机构简图,图中α为矫直辊安装基准角度。油缸往前推时矫直辊角度变大,油缸往回拉时矫直辊角度变小。
图3为调角机构运动图,角度值与油缸位移值转换计算如下:
Δα=α2-α0
Δα>0,油缸前进,则
ΔS=S0-S1
S0=b+h
S1=(h/cosΔα)+(b/cosΔα)-a×tanΔα
Δα<0,油缸后退,则
ΔS=S1-S0
S0=b+h
S1=(h/cosΔα)+(b/cosΔα)+a×tanΔα
式中,α2为目标角度,(°);α0为矫直辊初始安装角度,(°);b,h,a为机构参量, mm。
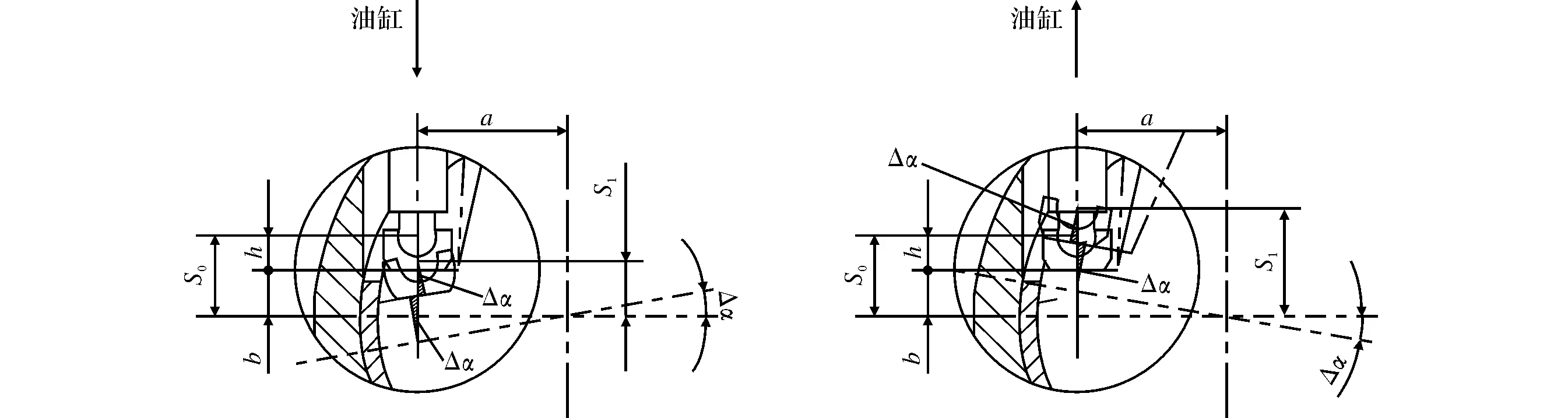
图3 油缸伸出、缩回的调角机构运动图Fig.3 Moving figure of angle adjusting mechanism with oil cylinder extending and retracting
3 矫直辊角度自动调整机构电气控制技术
全自动矫直机的矫直参数调整时,可在操作台触摸屏上输入管、棒材直径,系统会自动弹出存储在计算机内的该规格的参数工艺配方,该工艺配方包括角度工艺参数及其辊缝工艺参数;确认工艺参数后各机构将进行自动调整。
角度自动控制流程如下:
首先假设此时矫直辊的实际角度为α1,目标角度为α2(即存储在计算机内的角度工艺参数)。
(1)电机方向的控制。PLC自动判断此时角度电机的旋转方向。
如果α1<α2时,此时实际角度小于目标角度因此角度需要调大,故而电机需要启动顺时针旋转带动丝杆后退;
如果α1>α2时,此时实际角度大于目标角度因此角度需要调小,故而电机需要启动逆时针旋转带动丝杆前进;
如果|α1-α2|<0.3时,此时实际角度与目标角度之间差值小于0.3度时不适于联动调整,只需要手动微调;
(2)油缸进油或背压控制。 PLC自动判断此时油缸相应电磁阀的动作顺序。
如果α1<α2时角度调大,进油阀得电油缸伸出;
如果α1>α2时角度调小,卸荷背压阀得电油缸开始背压。
(3)电机速度的实时控制。 PLC自动控制角度电机的速度
角度调整过程中如果|α1-α2|=Δα;
如果Δα>0.3时,此时调角电机满速运行以节省角度调整时间;
如果Δα≤0.3时,此时调角电机低速运行防止惯性缓冲;实现低速准确定位。
(4)角度实时处理控制。
α1=α0+Δα1+Δα0
式中,α0为矫直辊初始安装角度;Δα0为角度实时补偿量;经现场多次调整观察即可得到此值;Δα1为角度的动态变化量;此值需要经过相关运算得到,Δα1=ΔS·k=(L1-L0)/k0·k,L0为矫直辊初始安装角度时位移传感器的信号采集值;L1为角度调整过程中位移传感器的信号采集值;k0为传感器的位移与采集值的固有斜率,即正比例函数;k为油缸位移与角度的比例关系,机械设计时固有的。
具体的角度显示是通过相应的位移传感器采集其实时电压信号然后经过一定运算最终完成;主要原理是将其实际位移值等比例转化成电压信号,再通过相应的模拟量模块内部采集其实时的电压信号,根据相应算法经PLC的相关计算及换算最终将其角度数据通过MPI总线实时显示在触摸屏上,如图4所示。
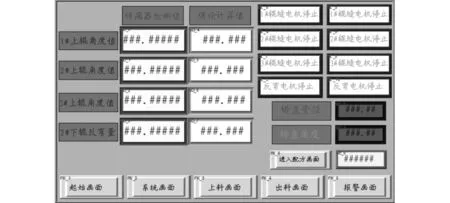
图4 矫直辊角度调整及监控画面Fig.4 Screen of straightening roll angle adjusting and monitoring
4 结束语
进两年,该机构及控制技术已成功应用于多条斜辊矫直机生产线中,根据现场使用反馈,调角精度可达到0.1°,且调整可靠、方便,使操作人员减少,同时使操作者的劳动强度也大大减小,设备效率提高,生产成本降低。
[1] 崔甫著.矫直原理与矫直机械(2版)[M].北京:冶金工业出版社,2005.
[2] 王俊,王新昌.斜辊矫直机矫直辊回转力矩计算[J].冶金机械,1998(2).
[3] 亓涛.大H型钢九辊紧凑型矫直机自动控制系统[J].莱钢科技,2006(12).
[4] 李文刚.新型高精度管材矫直机[J].钢管,1999(5).
[5] 邹家祥,施东成.轧钢机械理论与结构设计[M].北京:冶金工业出版社,1993.
[6] 熊杰,徐勇.10CR8BW十辊钢管矫直机的结构特点及分析[J].宝钢技术,2002(5) .
[7] 张培庆.高精度管材矫直原理及应用[J].钢管,2002(4).
[8] 邹家祥.轧钢机械[M]. 北京:冶金工业出版社,1995.
[9] 李慧中.矫直机及调整参数分析[J].金属材料与冶金工程,2013(6).
[10]宋华.弯曲辊形矫正辊调角的研究[J]. 重型机械,1999(1).
[11]刘德汉.提高管棒材矫正精度的探究[J]. 重型机械,1982(2).
Angle auto-adjusting mechanism and control technology of roller withcross-roll straightening machine
CHEN Xin1, JIANG Yong-peng1, LI Jun-feng2
(1.Guangdong G.B. Technology Co., Ltd., foshan 528311,China;2.Foshan Shunde Jingyi Drive Technology Co., Ltd., foshan 528311,China)
In production, manual or electric method is usually adopted to adjust the angle of straightening roll, and error existed during the adjustment. In this paper, an angle auto-adjusting mechanism of roller with cross roll straightening machine is put forward. There are two mandrels in this mechanism, one is driven by the motor, and it moves axially by adjusting nut and guide sleeve, and the mandrel drives tray of straightening roll to rotate, and then the straightening roll rotates; the other is driven by oil cylinder, it eliminates adjustment system gap and locks straightening roll. Adjusting angle of straightening roll is achieved by the control system. Production practice has shown that the mechanism is precise adjustment, reliable performance, and high accuracy.
straightening roll; angle; automatic adjustment
2014-10-06;
2014-11-22
陈欣(1977-),女,广东冠邦科技有限公司工程师。
TG333.23
A
1001-196X(2015)01-0020-04
猜你喜欢
山东冶金(2022年4期)2022-09-14
今日农业(2021年14期)2021-11-25
昆钢科技(2021年1期)2021-04-13
意林(2020年10期)2020-06-01
装备制造技术(2020年12期)2020-05-22
昆钢科技(2020年6期)2020-03-29
证券市场红周刊(2018年5期)2018-05-14
中国新技术新产品(2016年21期)2016-12-08
中国设备工程(2015年2期)2015-12-27
汽车零部件(2014年5期)2014-11-11