基于PLC的柔性制造教学系统设计
2015-02-14 06:59朱亚红周福斌
重庆文理学院学报(社会科学版) 2015年2期
段 莉,朱亚红,周福斌
(重庆科创职业学院机电工程学院,重庆 永川 402160)
目前,高职院校为体验生产线而研制的模拟加工生产线开放性教学系统多为基于三菱FX2N系列的柔性制造教学系统.系统采用了气动技术及计算机控制技术、模拟离散制造业工艺流程[1].模块单元包括:上料检测站、安装搬运站、原料加工站、工件安装站、原料安装搬运站、皮带传送站、无杆缸传送站、分类入库站.模块间通过现场总线通讯(见图1),可大大缩短设计、加工、安装及调试周期.通过柔性制造教学系统,教师可以根据学生的实际情况从设计、装配、编程、故障排除等方面设计教学任务.学生可以通过FMS实训将所学到的专业知识进行充分综合应用,使技能得到充分训练.该系统既可以将各站之间联网控制,充分体现柔性的灵活性,也可以单站运行.本文所设计的方案为加工站单站运行方案.

图1 装配图
1 加工站设计
加工站为典型生产线的第三站,实现工件钻孔和测孔的功能.它主要包括以下几个部分:四工位的旋转工作台、铝型材台面、检测系统、电气挂板、气动二联件和按钮盒等.
1.1 硬件描述
本站装配图如图2所示.
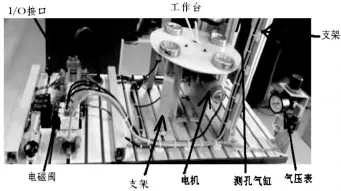
图2 加工站装配图
铝型材台面各部分的名称与功能:
(1)四工位的旋转工作台
1)由一直流电机控制,在每90°的位置设有接近块,与安装在铝板上的电容式接近开关配合从而检测每个90°位置.
2)第一工位下装有一个光电开关,用于检测第一工位有无工件.
3)第二工位用于夹紧工件并进行钻孔,钻孔时进给运动由气缸完成,旋转运动由另一电机完成.
4)第三工位用于加工后孔深的检测,由测孔气缸完成.
5)第四工位用于向后站搬运成品大工件.
(2)I/O 接口板:用于连接台面电器元件和PLC 端口
(3)电磁阀组:用于控制桌面气动元件
加工站接线端子排包括4 个部分:PLC 输入接线端、PLC 输出接线端、0 V 接线端子排和24 V接线端子排.
加工站的PLC 的I/O 接线采用单层接线端子排连接,端子排集中连接本工作单元所有电磁阀、传感器等器件的电气连接线、PLC 的I/O 端口及直流电源.
1.2 控制要求
上电后复位,回转电机转使瞄准某90°位置,复位完毕后开始灯闪,按开始按钮开始工作;等工件,直到一号位有工件时,工作台转90°,使第二工位有工件,则先夹紧工件,然后钻孔;钻孔完钻头回,夹紧装置放松,工作台再转90°,使第三工位有工件,进行测孔工作;测孔完毕后测孔气缸回,工作台再转90°,完成一个循环;返回.
1.3 I/O 分配
(1)控制面板I/O 分配对照表:控制面板共有8 个操作按钮,从左向右依次是:开始、复位、特殊、手动/自动、单/联、停止、上电、急停.其中开始、复位、特殊、停止、上电5 个按钮上安装了操作指示灯.控制面板按钮如图3所示.

图3 控制面板
(2)工作区I/O 分配表:加工站工作区I/O分配表如表1所示.

表1 工作区I/O 分配表
2 编程设计
2.1 任务分析加工控制流程图
根据控制要求可知,本系统动作为顺序控制流程结构.所谓顺序控制流程,就是将复杂的控制过程分解为若干个工序(工步),分清各个工序的动作细节(成立的条件、转移条件、转移目标),将每个工序定义一个状态器(称为辅助继电器,用M 表示),再将各个工序按控制顺序要求联系起来,构成顺序控制流程图.加工站流程图如图4所示.
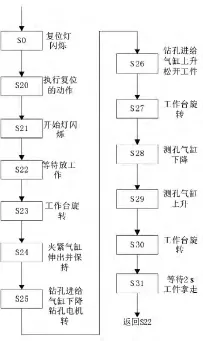
图4 加工控制流程
2.2 控制系统程序设计
对于顺序控制,编程方法很多,梯形图(LAD)是与电器电路相呼应的图形语言.它沿用了继电器、触头、串并联等术语和类似的图形符号,还增加了一些功能性的指令.梯形图是融逻辑操作、控制于一体,面向对象、实时、图形化的编程语言.梯形图按自上而下、从左到右的顺序排列,最左边的竖线称为起始母线(也称左母线),然后按一定的控制要求和规则连接各个节点,最后以继电器线圈(或再接右母线)结束,称为一个逻辑行或一个“梯级”.通常一个梯形图中有若干逻辑行(梯级),形似梯子.梯形图信号流向清楚、简单、直观.梯形图(LAD)在PLC 中应用非常普遍,通常各厂家、各型号PLC 都把它作为第一用户语言.
基于FX2N 的加工站梯形图如图5所示.

图5 加工站参考程序
3 系统的运行和测试
本控制系统连接硬件设备主要是操作按钮、传感器、位置开关、气阀等输出控制设备以及PC机的连接.在测试中通过人为改变输入状态并通过操作台指示、PC 机监测相应的状态变化是否符合设计功能要求,从而确定其正确性.
(1)通过手动控制上电、复位灯、开始灯、急停等按钮测试控制面板的基本控制功能.经测试,8 个站的控制面板所有按钮都能正常工作.
(2)手动操作各个站的气动阀门,测试各站各功能器件的功能.经调试,各功能器件都能正常工作.
(3)根据设定的控制要求,调试加工站的功能,测试是否能够正常运行.经单站调试,该站都能独立完成相应的控制功能.
4 结语
本课题研究为柔性制造教学系统的设计和开发提供了新的指导思想,为实现实用性、典型性和基于工作过程导向的高职柔性制造系统课程教学提供了行之有效的设计方案.
由于技术能力等方面的因素影响,本课题研究的基于PLC 的柔性制造教学系统,在功能上基本达到了课程实验中对学生的教学要求,但还有需要改进的地方:一是在教学实验系统运行的时候,单站和PLC 通过串口相连,此时计算机串口被占用,如果要进行各站之间的切换,则必须重新接线,下载PLC 程序,然后再运行相应单站的PLC 程序;二是进行该设备开发后,需尽快编写与本设备配套的教材,制作与该设备配套的PPT 课件,使之能尽快应用于教学中.
[1]曹著明.柔性生产线控制系统的研究与实践[J].职业,2012(2):117 -118.
[2]魏鹏霄.生产过程自动化[M].北京:机械工业出版社,1983.
[3]Printschow G,Spur G,Weck M.柔性制造系统的控制技术[M].上海:上海科学技术文献出版社,1994:154 -168.
[4]吴启迪.柔性制造自动化的原理与实践[M].北京:清华大学出版社,1997:58 -66.
[5]苏州瑞思机电科技有限公司.自动化生产教学系统[R].苏州:苏州瑞思机电科技有限公司,2009.
[6]Lewis R W.Programming industrial control systems using IEC[J].The Institution of Electrical Engineers,2004,165(23):132 -147.
猜你喜欢
江苏科技报·E教中国(2022年5期)2022-05-11
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
计算机教育(2020年5期)2020-07-24
电脑爱好者(2018年18期)2018-11-05
电脑爱好者(2017年9期)2017-06-01
中国教育技术装备(2016年11期)2016-12-01
中国医学装备(2016年6期)2016-12-01
科学与财富(2016年28期)2016-10-14
现代职业教育·高职高专(2016年7期)2016-07-09
工业设计(2016年11期)2016-04-16