
铅黄铜化学镀镍前处理工艺
2015-01-29 02:14李亮,李明
电镀与环保 2015年3期
李 亮, 李 明
(北方材料工程与科学研究院有限公司,浙江 宁波315040)
0 前言
化学镀镍的质量在很大程度上取决于除油、酸蚀、活化等前处理工艺。铅黄铜化学镀镍更是如此。铅黄铜在化学镀镍时,存在两个问题:(1)铅黄铜中的铅会毒化镀液,难以获得结合力好的镀层;(2)铅黄铜与其他铜合金一样,在以次磷酸钠为还原剂的化学镀镍液中不具有催化活性,不能直接起镀。
为解决上述两方面的问题,以HPb59-1铅黄铜轴针(长度15.0mm,直径1.3mm)为对象,对其化学镀镍的前处理工艺进行优化,并在生产中获得应用,取得较好的效果。
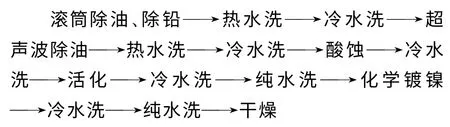
1 工艺流程
2 主要工序说明
2.1 滚筒除油、除铅
本工序的目的是对轴针表面初次除油、除铅,同时也有抛光作用。
配方及工艺条件:柠檬酸60g/L,硫脲3g/L,皂荚粉4g/L,室温,2~3h。
柠檬酸起除铅作用,皂荚粉起除油作用,硫脲起缓蚀作用。
2.2 超声波除油
本工序的目的是对轴针表面再次除油。
配方及工艺条件:氢氧化钠10g/L,碳酸钠20 g/L,磷酸三钠30g/L,OP-10 乳化剂3g/L,40~60℃,3~5min。
2.3 酸蚀
酸蚀的目的是去除表面氧化膜,同时进一步去除铅黄铜表面的铅,以减少它对镀液的负面影响。该酸蚀溶液也有一定的抛光作用。
配方及工艺条件:柠檬酸80~100g/L,硫酸4~5mL/L,酒精10~15mL/L,硫脲10~15g/L,OP-10乳化剂10~20mL/L,25~45℃,3~5min。
2.4 活化
活化的目的是使铅黄铜表面获得催化活性。
常用的活化方法有:(1)氯化钯活化。氯化钯不仅价格昂贵,而且会毒化镀液。一般金属件不推荐使用。(2)用具有催化活性的金属(如铁、铝等)触发起镀。由于触发点有限,起镀均匀性受限制,也不适合铅黄铜轴针的表面活化。(3)预镀镍活化。此法适用性较广,重点进行了研究。铅黄铜轴针采用振镀法预镀镍。
对以下四种预镀镍活化工艺进行了比较。
方案一:氯化镍240g/L,盐酸110mL/L,镍阳极,室温,3~5A/dm2,2~4min。
方案二:硫酸镍240g/L,氯化镍50g/L,硼酸45g/L,硫酸镁70g/L,十二烷基硫酸钠10mg/L,镍阳极,pH值4.5~5.0,45~55℃,2~3A/dm2,2~4min。
方案三:硫酸镍25g/L,次磷酸钠25g/L,柠檬酸钠15g/L,硫酸铵20g/L,氯化钾20g/L,镍阳极,pH值8.5~9.5,40~50℃,2~3 A/dm2,2~4min。
方案四:在化学镀镍液中以镍为阳极,以零件为阴极,通直流电预镀。电压2~4V,1~2min。
以上四种工艺均可以起到预镀镍的活化效果,可诱发铅黄铜轴针表面化学镀反应。方案一的溶液成分简单,氯离子高,活化能力强,优先推荐采用,但清洗要充分,以免污染化学镀液。采用方案二预镀镍后,化学镀起镀出光较快,但工艺较复杂,价格相对较高。方案三有利于改善结合力,但预镀液成分变化较大,调控较麻烦。方案四可简化工序,方便生产,但铅黄铜轴针表面如残留铅,仍有可能污染化学镀液。
2.5 化学镀镍
硫酸镍26g/L,次磷酸钠24g/L,乙酸钠20 g/L,柠檬酸钠15g/L,乳酸10g/L,硫脲1mg/L,pH值4.5~5.2,(85±2)℃,40min。采用振镀,定期补充调整成分,溶液寿命在6个周期以上。
3 结语
本工艺生产的铅黄铜轴针,镀层均匀光滑,结合力良好(弯曲90°镀层不开裂、不脱皮),镀液的寿命较长。这说明所采用的前处理工艺是有效的,对铅黄铜零件化学镀镍有较大的参考价值。
猜你喜欢
化工管理(2021年7期)2021-05-13
科学与财富(2021年33期)2021-05-10
农药科学与管理(2019年8期)2019-11-23
表面工程与再制造(2019年1期)2019-05-11
三联生活周刊(2017年38期)2017-09-19
中国制笔(2017年2期)2017-07-18
中国铸造装备与技术(2017年3期)2017-06-21
红外技术(2017年1期)2017-03-27
电镀与环保(2016年2期)2017-01-20
电镀与环保(2016年2期)2017-01-20
