
压力管道未焊透超声波检测的探头选择
2015-01-03 11:35罗俊勇潘跃宏孔德荣
四川化工 2015年5期
何 照 罗俊勇 潘跃宏 张 续 孔德荣
(乐山市特种设备监督检验所,四川乐山,614000)
我国敷设和在用的压力管道无论是种类和数量都呈现高速增长的态势。压力管道使用条件苛刻,运行风险较大,做好压力管道的安全管理和检验检测是保证压力管道安全运行的迫切要求。压力管道相对其它承压类特种设备而言,一般直径较小、壁厚较薄,大都采用单面焊。未焊透是压力管道焊接接头中最常见的一种危险性缺陷,其危害性取决于缺陷的形状、高度和长度[1]。它不仅减少了焊缝的有效面积还会引起应力集中,在削弱焊缝承载能力的情况下更严重降低焊接结构的疲劳强度。未焊透作为疲劳裂纹源使焊接结构失效而导致安全事故发生的案例并不少见。未焊透极大地危害着压力管道的安全运行,是造成管道完整性破坏的重要原因。
正是由于未焊透对压力管道安全运行的严重威胁,研究者们对含未焊透缺陷压力管道的强度分析与安全评定进行了持续和深入的研究,取得了大量的研究成果[2,3]。国家质量监督检验检疫总局也发布了《在用工业管道定期检验规程(试行)》,对未焊透的定级进行了规定。对未焊透进行准确测量是研究成果和安全技术规范对未焊透进行安全评定的一个前提。射线检测和超声波检测目前仍是压力管道埋藏缺陷检测的两种基本方法。管道曲率半径小,射线检测透照厚度差大,未焊透深度和长度的准确测试存在很大的难度;在用压力管道量大面广,使用单位的检修期很短,单纯采用射线检测也很难保证生产的需要。客观现实要求超声波检测必须在压力管道焊接接头的检测中发挥更大的作用,实际上超声波检测也正在成为压力管道定期检验中埋藏缺陷检测的主要手段。
压力管道结构特点是细而长,曲率半径小,管壁厚度薄,常规超声波检测困难很大。管道曲率半径小,普通探头检测时与管道接触面小,曲面耦合损失大。同时超声波在管道内表面反射发散严重,二次波的检测灵敏度更低。管道壁厚小,检测时杂波多,有时造成缺陷波和干扰波难以分辨,大大增加了判伤难度[4];在有效的检测范围内,超声波的近场区长度往往所占比重较大,不利于缺陷的定量。目前超声波检测仪的性能已达到相当的程度,压力管道超声波检测工艺优化的关键就是要合理选择探头的参数。
1 探头参数对压力管道未焊透检测的影响
在超声波检测中,超声波的发射和缺陷回波的接收是通过探头来实现的,压力管道焊接接头超声波检测典型的横波声场如图1所示。为提高压力管道未焊透定量的准确度,应通过斜探头参数的合理选择,尽量使声束扩散角小,未焊透位于近场区外;为提高压力管道未焊透检测灵敏度,缺陷回波幅度应尽量高。探头晶片尺寸、频率、前沿长度及K值都会对检测工艺可靠性产生影响。
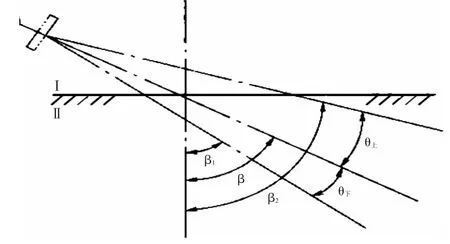
图1 典型横波声场
1.1 探头晶片尺寸的影响[4]
对曲率半径小的压力管道焊接接头来说,晶片在管道接触面上的散射是一个不容回避的问题,如图2所示。由于探头楔块多为平面,晶片尺寸大,会导致探头与管道接触面过小,耦合损失大,探头边缘声束会产生散射,有效声束变窄,晶片尺寸越大,散射越严重。

图2 不同晶片尺寸的散射作用
探头晶片尺寸还影响超声波的指向性和近场区长度,由半扩散角公式[圆形晶片]或者[方形晶片]可知,随着探头晶片尺寸D的增加,半扩散角θo会随之减小,声束指向性变好,超声波能量集中,有利于提高检测灵敏度和缺陷定量。但是在晶片尺寸增加的同时,由近场区长度公式[圆形晶片纵波声场]与[横波声场,第二介质近场区]可知,近场区长度N也会迅速增加,对缺陷定量不利。
1.2 探头频率的影响
探头频率越高,波长λ和脉冲宽度越小,分辨力也就越高,有利于发现更浅的未焊透,便于区分未焊透回波和焊接接头根部的干扰回波。
探头频率对压力管道未焊透检测的影响还体现在指向性和近场区长度上。同样由半扩散角公式与近场区长度公式可知,随着频率的增加,超声波的波长λ变小,半扩散角θo也随之变小,声束的指向性好、能量集中,回波幅度大。但在频率增加的同时,波长λ减小,如晶片尺寸等其他参数不变,近场区长度N也会随之增加,同时声束扩散角小会造成检测区域变小,这又对检测不利[4]。
1.3 探头前沿及K值的影响
在压力管道检测过程中,由于壁厚较薄,内壁反射发散严重,二次波灵敏度会明显低于一次波。为了保证未焊透的检测灵敏度,应尽可能增加一次波在焊缝中的扫查面积,保证一次波能扫查到焊缝根部。探头前沿的长度如果过大,对于壁厚较薄的管道,由于存在焊缝余高,会使一次波无法扫查到焊缝根部的缺陷。对压力管道焊接接头超声波检测工艺优化方面的研究和实践都认为应通过探头自身的优化,尽量在检测中选用短前沿探头[5-7]。
对于横波斜探头来说,不同K值的探头的灵敏度不同,对同一根部未焊透其回波高度相差较大。这是因为未焊透具有良好的反射面且多垂直于管子表面,超声波在未焊透缺陷构成的直角面内形成端角反射。由图3可知,对于单面焊根部未焊透,由于存在端角反射,当横波入射角在35°~55°之间,即K=0.7~1.43时,检测灵敏度较高,当 K<0.7或 K>1.5时,端角反射率很低,检测灵敏度较低,容易引起漏检。入射角在0或90°附近时,端角反射率理论上都很高,但实际由于入射波、反射波在边界互相干涉而抵消,这个时候的检测灵敏度实际上不高[4]。
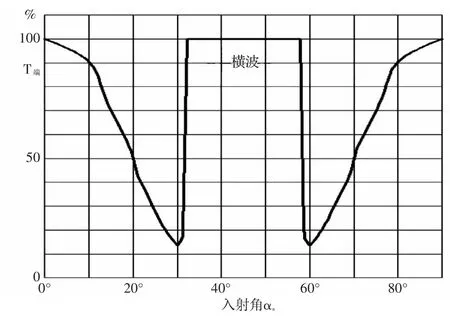
图3 横波入射端角反射率
K值对探头的近场区还有一定的影响,横波探头晶片尺寸一定时,随着K值的增加,近场区长度将减小,这对于缺陷的定量是有利的。
超声波倾斜入射时,K值还会影响声压往复透射率。图4为有机玻璃/钢界面上的声压往复透射率,由图可知声波入射角、折射角与声压往复透射率的关系。当入射角位于第一临界角27.6°和第二临界角57.7°之间时,钢中只有折射横波,无折射纵波,折射横波的往复透射率不超过30%[4]。当折射角大于80°时,往复透射率显著下降,说明K值的增加是有限制的。

图4 有机玻璃/钢界面上的声压往复透射率
2 典型单晶探头横波声场的计算及分析
在对管道未焊透的检测过程中,要想得到较为准确的检测结果,就应该有高的检测灵敏度,好的定量准确性以及尽量少的杂波干扰。要满足这些条件,就需要在满足一次波扫查的情况下,使未焊透反射波幅尽量高;使未焊透缺陷位于超声场的近场区外,保证反射波的定量更为准确;超声场扩散角适当,尽量不产生对检测结果有干扰的杂波。检测标准对压力管道焊接接头超声波检测斜探头的选择只提出了原则的要求[8],由前面分析可知,斜探头的晶片尺寸、频率和K值对横波声场尺寸的影响是交互的,为优化检测工艺,应进行定量计算。
在现有超声检测的器材中,斜探头已经系列化,用于管道焊缝检测的单晶斜探头频率一般有2.5MHz和5MHz两种,晶片尺寸主要是5×5、6×6、8×8三个系列,K值一般有 K1、K2、K2.5、K3四种。通过对各种常用单晶斜探头的超声场尺寸进行定量计算,可以为合理选择探头提供依据。表1为计算所得的不同斜探头超声场尺寸。
表1反映了探头的晶片尺寸、频率和K值对横波声场尺寸的交互影响,为压力管道未焊透检测时探头的选择提供了依据。根据表1的数据,超声波检测时应根据管道的直径、壁厚、坡口型式等条件进行综合考虑。小口径、薄壁管道,探头晶片小才能更好地减小散射损失,短前沿、大K值是一次波扫查到根部的先决条件,尽管高频率可以提高定量准确性,但对于宽度较大的焊接接头,为增加扫查范围,选用低频探头或许更好。大口径管,散射损失不是突出问题,可以适当增大晶片尺寸,以提高扫查效率,如发现未焊透,再用高频率、小晶片探头来准确定量。对于厚壁管道,近场区不是一个突出的问题,特别是对于坡口带钝边的压力管道,应当采用K1的斜探头来准确测量未焊透。对于需要用当量法提供未焊透高度的检测,还应再考虑斜探头频率,即超声波波长与缺陷高度的比值,使缺陷回波幅度与缺陷高度的关系处于单调区间。
3 结束语
未焊透是压力管道焊接接头中最常见的危害性缺陷,对管道的安全使用威胁很大,检验的现状要求超声波检测发挥更大的作用。超声波斜探头的合理选择是超声检测工艺优化的关键,需要综合考虑探头晶片尺寸、探头频率、折射角(K值)、前沿长度对检测工艺的影响。
鉴于超声波探头已经系列化,对超声波检测中斜探头参数对检测的影响进行了分析,对压力管道焊接接头检测常用斜探头超声场尺寸进行了计算,得到了表1的超声场数据,在检测工作中应当根据该表数据结合管道的直径、壁厚、坡口型式等条件进行优化选择,以提高管道未焊透的检测水平,更好地保证压力管道的安全运行。

表1 常用单晶斜探头超声场尺寸
[1]GB/T 19624-2004,在用含缺陷压力容器安全评定[S].
[2]王晓芳,翁荻,等.含未焊透缺陷工业管道的强度分析与安全评定[J].轻工机械,2010,(01).
[3]王文和,於孝春,等.含缺陷压力管道安全评定方法研究的现状与发展[J].管道技术与设备,2007,(02).
[4]郑晖,林树青.超声检测[M].北京:中国劳动社会保障出版社,2008.
[5]徐东生,林书生.小径管对接环焊缝的超声波探伤[J].焊接技术,2010,39(7):59-63.
[6]吴刚,罗晓明,胡文杰.小口径薄壁管压力管道对接焊缝超声波检测[J].无损检测,2004,(06):284-288.
[7]范宇,陈文虎,等.薄壁小径管超声波检测探头设计及性能[C].第二届全国管道技术学术交流会议论文集,2002.
[8]JB/T 4730.1~6-2005.承压设备无损检测[S].
猜你喜欢
建材发展导向(2021年19期)2021-12-06
测控技术(2018年8期)2018-11-25
小天使·六年级语数英综合(2018年10期)2018-10-15
电子制作(2018年17期)2018-09-28
军事文摘·科学少年(2016年7期)2016-09-20
电子制作(2016年21期)2016-05-17
电子世界(2016年22期)2016-03-12
超硬材料工程(2016年1期)2016-02-28
物理通报(2015年9期)2016-01-12
传奇故事(破茧成蝶)(2015年6期)2015-02-28
