
eSV立式多级离心泵制造工艺流程的改进
2014-12-23 06:44:26卢兆中宋振先
机械工程师 2014年6期
卢兆中, 宋振先
(赛莱默(南京)有限公司,南京211500)
0 引言
随着社会经济的高速发展,市场竞争愈演愈烈,用户要求的产品交货时间也越来越短,为了适应市场,满足客户,同时也为了提高生产、测试技术能力并与国外公司接轨,笔者公司对eSV立式多级离心泵测试、制造工艺流程进行了改进设计。
1 eSV多级离心泵原生产模式及存在的问题
1)不同的客户对泵的性能有不同的要求,为此,多级泵必须经水压及性能全测试方能验证水泵是否合格及满足客户需求,但目前测试台日测试能力仅为25台左右。
2)一些关键零部件(轴、拉杆)的订购需要根据客户的具体要求确定最终泵型及尺寸,需按工单采购,不能有大量库存,交货周期长达4周。
因此,为了满足市场竞争的需要及实现销售业绩逐年增长的目标,公司决定将交货期由4周缩短至2周,日产量由25台提高至40台。
2 提升测试台效率
性能测试流程及原因分析见表1。
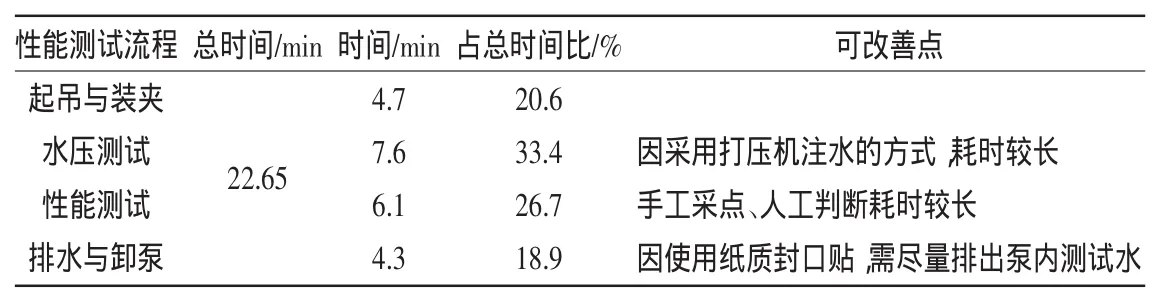
表1 性能测试流程及原因分析
1)获得水泵曲线。水泵测试时,水泵运转,通过调节水泵出口阀门的开启度(0~100),调节得到不同的流量和扬程点,开启度为0时获得闭死点扬程,敞开时获得最大流量点,期间根据需要可均匀分布获得若干点的参数,绘制圆滑的性能曲线。
2)判断水泵性能。根据ISO9906:2012-Grade3B标准,当曲线上性能点的流量及扬程参数在±10%的容差内,电机运行电流低于额定运行值时,判断泵合格。
3)手工测试存在的问题:一是需要手工输入测试泵的信息;二是由于手工控制阀门开关取点,操作工必须实时操作,不得离开,并长久盯住屏幕及查阅测试水泵标准曲线以获得均匀的性能点;三是往往无法判断流态是否稳定急于采点,造成数据不准确;四是无自动合格判定,需要打印报告通过标尺读取数据对照标准计算,整个过程费时费力。
4)测试软件自动化升级改造。前端测试水泵信息通过二维码集成,打印二维码贴于各测试水泵跟踪卡上,当后端测试需要输入信息时,扫描二维码后,测试水泵信息自动导入测试系统,整过流程通过ERP数据系列传输,避免人为错误。本水泵自动测试系统采用中国农业机械化科学研究院水泵测试技术研究室自主研发的PMSCAT泵测试系统,该系统在国内水泵行业内已被广泛应用,测试系统包括PMACAT泵测试软件、自主研发的配套二次仪表、自动控制PLC系统,具备自动测试、曲线绘制、合格判定等自动化水平较高的功能。
在本试验台,被测试水泵信息通过二维码扫描进入PMSCAT泵测试软件后,软件通过泵型号信息从预先录入的Access数据库中将被测试水泵的额定参数、试验中将用到的管路条件、仪表系数等参数调出,省去了以往人为输入的过程,避免了人为的失误,同时减少了试验流程。对于某些特殊情况需要修改一些参数的时候,如合同号、产品编号等,也可以手动进行修改。
ESV泵水压试验结束后,自动打压系统的PLC通过开关量输出端口将启动信号送给PMSCAT泵测试系统中PLC的开关量输入端口。PMSCAT泵自动测试软件接收到启动信号后,将被试验泵启动,开始做试验。
5)具体试验过程。
(1)被试验泵启动后,软件通过PLC的模拟量输出端口,将阀门的开度调至25%,同时通过二次仪表监控管道中流量,当流量计的返回值不变时,即泵已经启动完成并运转平稳,开始调节阀门,进行工况点的采集。
(2)对于以往未做过试验的泵型号,软件通过调节阀门找到产品样本上此型号泵的最大流量的1.15倍的开度位置,并将此时的阀门开度返回值Vmax记录到该型号对应的Access数据库列中。
(3)由于阀门开度与流量的关系为二次曲线,为了能采集到相对均匀分布的流量工况点,则用抛物线的方程求得各个工况点的阀门开度。方程如下:

其中:V(i)为第 i点的阀门开度值,mA,0<i≤n;n 为试验需要采集的工况点数。
对于已经做过试验,数据库中已经有Vmax值的泵型号,可以直接代入公式求出各个工况点的阀门开度V(i)。
通过PLC的模拟量输出端口,从阀门关死点开始,将不同的阀门开度V(i)发动给阀门,调节出不同的工况点,并采集记录各个工况点下的流量、进出口压力、转速、电压、电流、功率等数据。
(4)当PLC输出某一阀门开度V(i)后,软件通过PLC的模拟量回收端口,接受阀门开度反馈值,并反复比较,直到阀门反馈值与V(i)相差小于0.3 mA,并且流量计的返回值变化小于2%的时候,认为泵在该阀门开度下已经达到运转稳定状态,此时自动采集本工况点的数据。
(5)当数据点都采集完毕后,软件自动断开试验泵电源,退出试验画面,打印泵出厂试验报告单,生成试验曲线,并对其进行合格判定。
为了使试验结果能更真实地反映被试验泵的性能情况,PMSCAT泵测试软件使用基于最小二乘法的3次多项式拟合曲线,并借鉴国外Lowara公司的经验,拓展了ISO9906:2012-Grade3B试验方法中的十字判定法,在被试泵型号样本中,小流量点和大流量点同时用十字判定法进行QH曲线的合格判定。这样可以保证被试泵在全部的流量工况点下的性能指标。
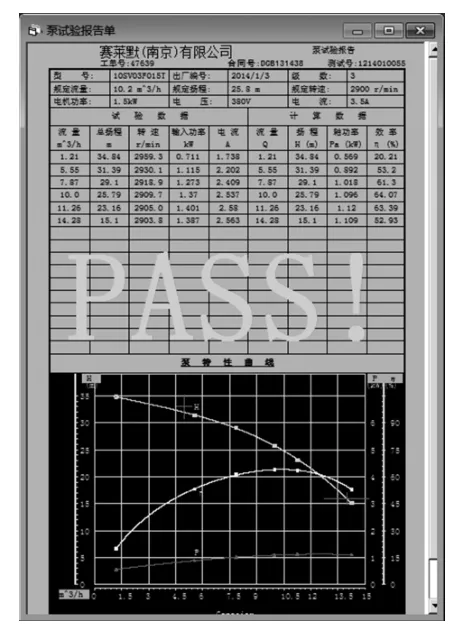
图1 试验报告
具体判定方法为,如果被试泵的QH曲线同时与小流量点的十字容差线和大流量点的十字容差线的至少一条边相切,则被试泵的QH性能合格,否则为不合格。同时将最后一个工况点(试验中的最大流量点)的电流与电机的额定电流相比较,如果试验电流小于电机的额定电流,则电流判定合格,否则为不合格。
最终试验报告见图1。

图2 二维码
(6)如果试验结果判定为合格,泵测试软件在屏幕上显示醒目“PASS”字样,软件自动生成以产品编号为名的Excel报告文件,同时将被试验泵的性能数据和试验前通过二维码扫描录入的合同信息生成在二维码中,并自动打印3份(见图2),随泵出厂,以方便客户读取。
二维码打印(图3)及内容见表2。

图3 二维码打印
(7)测试软件同时还具备手动采集功能,可以对一些有具体性能指标要求的泵进行手动单独试验。试验后可以手动生成试验曲线和报告,并手动打印二维码。

表2 二维码格式/数据说明表
3 水压测试改进
水压测试流程及原因分析见表3。
影响水压测试效率的最关键因素为阀门启闭时间过长,高压泵运行时间长。
改进方法为:1)替换原采用的电动球阀为气动球阀,阀门启闭单冲程时间由1.8 min缩短为10 s;2)修订原自动打压程序,呼应阀门快速启闭节拍;3)更换大流量高压泵,打压3.75 MPa,仅需30 s。

表3 水压测试流程及原因分析
通过以上一系列工艺改进,实现单台泵测试时间在10 min以内,解决了测试瓶颈问题。
4 关键非标零件工艺流程改进
1)拉杆及轴由外购改为自制,既不必外购零件又降低了成本;
2)由于拉杆及轴皆为细长轴类零件,需要控制原材料外圆使其符合设计尺寸,并需检测控制原材料的化学及机械性能;
3)组织相关人员审核图纸的加工工艺要求,制定出详细的加工方案。轴的加工工艺见图4,拉杆的加工工艺见图5。
4)根据工艺要求,关键设备的选型和采购重点关注下料(锯床),轴零件的花键槽加工(铣床),以及M12、M14、M16拉杆的螺纹加工(滚丝机)。

图4 轴的加工工艺

图5 拉杆的加工工艺
5)考虑到轴花键(图6)的尺寸精度和效率要求,刀具的设计为成形铣刀,可一次性加工达到尺寸精度。
6)与公司的整体布局相融合,根据拉杆及轴的加工区域布置(图7),使物流顺畅。

图6 轴花键
5 结 语
赛莱默(南京)公司通过一系列的工艺流程改进后,极大地提高了生产效率和测试能力,实现了在销售额稳步提升的基础上,将交货期由4周缩短为2周,获得了客户的赞誉。

图7 拉杆及轴的加工区域布置图
[1] Xylem Lowara Company.Xylem Lowara company technical handbook[M].
[2] ISO9906:2012 Grade3B performance test standard[S].
猜你喜欢
青少年科技博览(中学版)(2023年1期)2023-03-17 00:44:38
锻压装备与制造技术(2021年3期)2021-08-13 08:39:54
科学与财富(2021年33期)2021-05-10 16:54:38
北京汽车(2021年2期)2021-05-07 03:56:26
电站辅机(2021年4期)2021-03-29 01:16:52
现代信息科技(2020年9期)2020-08-17 09:24:23
电子技术与软件工程(2018年11期)2018-02-25 11:54:22
铁道机车车辆(2016年3期)2016-10-25 09:02:43
职业技术教育(2014年14期)2014-11-27 18:14:08
软件工程(2014年7期)2014-09-24 20:03:26
