
轻质铝横梁热变形浅析
2014-12-23 06:44何承义
机械工程师 2014年6期
何承义
(江苏金方圆数控机床有限公司,江苏扬州225009)
0 引言
铝横梁是笔者公司开发的数控激光切割机高速运动的重要部件之一。随着数控激光切割机的快速发展,其空运行速度多数达到了100 m/min以上。当机床高速切割时,为了达到较好的轨迹精度,要求横梁质量轻且精度稳定性好。本文对铝横梁在实际应用时发生的热变形进行了分析探讨。
1 横梁的结构
横梁在激光切割机上,通过两端的直线导轨导向,双伺服电机带动减速箱,通过齿轮齿条驱动,沿X轴方向运动。由图1及图2可以看出,横梁侧面的导轨及上部的齿条驱动Y轴运动部件,完成轨迹运动。

图1 横梁3D图
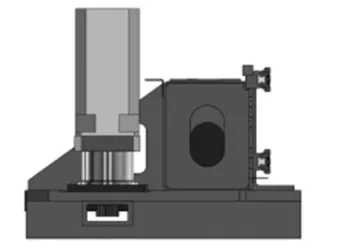
图2 横梁截面图
2 发现问题及解决方法
2.1 发现问题
在夏季高温试制过程中,我们发现在生产现场将钢质直线滚珠导轨及齿条与铝质横梁装配后,现场用大理石直尺检查全程直线度为0.05 mm,移到计量室放置8 h后,检查全程直线度为0.11 mm。而类似结构的钢质横梁则没有此现象。将铝横梁移到计量室后,检测发现直线度向有导轨的方向变凸。铝横梁重新回到车间现场放置一个晚上,复测直线度,又恢复到0.05 mm/全程。
2.2 分析问题
该铝横梁部件在不同的环境温度下产生弯曲变形。由材料力学的温度变形公式可知:ΔL=α·Δt·L。
式中:ΔL为温度变形(伸长),mm;α为材料的线性膨胀系数,在20℃~100℃温度范围内,碳钢的 α=(10.6~12.2)×10-6℃-1,铝合金的 α=(22.0~24.0)×10-6℃-1;Δt为温度变化,℃;L为梁的长度,mm。
夏季车间与计量室的温度差取高温期的平均值约Δt=15℃,横梁长度L1=2710 mm。假设铝横梁本体与钢质直线导轨分别自由伸缩,则铝横梁的ΔL1=(22.0~24.0)×10-6×15.2710=0.92~0.98 mm;钢导轨的 ΔL2=(10.6~12.2)×10-6×15.2710=0.43~0.50 mm。
但导轨与铝横梁是用高强度螺钉紧密组装到一起,在环境温度变化时,相互约束平衡,类似于双金属片考虑。这样,当从高温的车间进入计量室,冷却均匀后,铝合金的横梁收缩大于钢质导轨,其本身处于受拉伸状态。而相对来讲,钢质导轨收缩较少处于受压缩状态。根据材料力学的受力变形公式:ΔL=RL/(E·A)及作用力与反作用力定律可知,在受力的结合面上,相互作用力R相同;变形量ΔL近似相同;弹性模量E及截面积A则各自不同。在实际约束状态下,达到动态平衡状态。图3为横梁纵向受力简图。
根据图3,对铝横梁本身而言,作用力R在横梁的侧面,作用力R的方向与横梁的中心层还有120mm的力臂,弯矩是导致横梁导轨安装面向外凸的主要原因。而钢质导轨的横截面,比横梁的小,对弯曲变形的影响可以忽略。
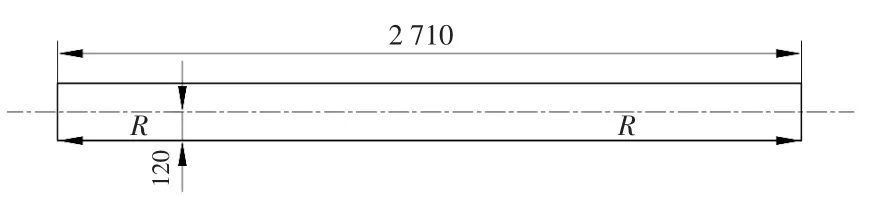
图3 横梁纵向受力简图
2.3 解决方法
根据TRIZ理论的矛盾矩阵表,被恶化的通用工程参数为形状(12),被改善的通用工程参数为温度(17),查矛盾矩阵表为(22、14、19、32)。根据40个发明原理及说明,22为变害为利。其中B项说明:将两项有害要素叠加以消除危害。结合横梁结构及受力特点,将两根导轨由同一侧面布置改到对角对称布置,叠加消除弯曲变形。
根据TRIZ理论的矛盾矩阵表,被恶化的通用工程参数为稳定性(13),被改善的通用工程参数为温度(17),查矛盾矩阵表为(1、35、32)。根据40个发明原理及说明,1为分割。将安装在横梁上的导轨及齿条分割成四段,同样也可起到弱化该类变形的作用。
35为物理或化学参数的改变。将不同材质改成相同材质。
根据发明问题解决理论(TRIZ)的提示方法,我们首先将导轨及齿条进行分割,安装到横梁上,经再次验证,直线度达到公司的内控标准,但增加了装配工作量。同时,在改进设计时,我们将导轨安装位置,改成了对称结构,经实践验证效果良好。
3 结语
铝横梁在不同的环境温度条件下,与钢质导轨热胀冷缩不同导致变形。工程技术人员,在新产品开发中,可以在已有工程知识的基础上利用发明问题解决理论(TRIZ)的提示,对暴露的问题进行分析,能快速找到问题的解决办法,加速新产品的开发进程。
[1] 成大先.机械设计手册[M].北京:化学工业出版社,2002.
[2] 刘鸿文.材料力学[M].北京:高等教育出版社,1996.
[3] 赵萍萍.发明问题解决理论(TRIZ)培训教材[M].南京:江苏科学技术出版社,2011.
[4] 檀润华.创新设计——TRIZ:发明问题解决理论[M].北京:机械工业出版社,2002.
猜你喜欢
计量学报(2022年7期)2022-08-23
煤气与热力(2021年4期)2021-06-09
舰船科学技术(2021年12期)2021-03-29
水运工程(2020年2期)2020-02-26
中国特种设备安全(2019年11期)2020-01-16
物流技术与应用(2019年6期)2019-07-16
制造技术与机床(2017年6期)2018-01-19
水利科技与经济(2016年7期)2016-04-25
重型机械(2016年1期)2016-03-01
重型机械(2016年1期)2016-03-01
