
药芯焊丝GMAW电弧光谱的研究
2014-12-23 06:44:22王耀韩静国
机械工程师 2014年6期
王耀, 韩静国
(山西机电职业技术学院材料工程系,山西长治046000)
0 引言
现代焊接技术发展的方向是自动化焊接,也是提高效率和质量的关键,但前提条件是获得高品质的焊接控制信息[1]。焊接电弧包含着丰富的信息,焊接电弧的弧光信息能够反映等离子体弧内部的物理状态及其过程,随着深入研究,人们发现可以通过焊接电弧光谱中的焊接过程信息,对焊接过程监测[2-3]。电弧光谱信息分析方法与其他监测方法相比有着很大的优越性[4]。与电信号、声信号相比,光谱具有信息量大、信噪比高、介入性小、测控精度高等优点。例如在射流、射滴和细颗粒过渡中,采用电弧电信号测控信噪比不高,效果不好[5]。本文通过对电弧光谱辐射的机制和分布特点的分析,对采集得到的焊丝光谱进行标定,确定了DW-100等焊丝的谱线成分,并将几种焊丝的谱线进行了对比。
1 试验方法
1.1 试验条件
试验选取两种钛型药芯焊丝(日本神钢产DW-100,韩国高丽K-71TLF焊丝),一种不锈钢焊丝(SQA309L焊丝)和一种实心焊丝(铁锚WH-50-6),焊丝直径均为1.2mm,利用自动行走小车,在Q235低碳钢钢管上进行堆焊,钢管内径112 mm,壁厚10 mm,长450 mm。采用时代公司产NB-500型CO2气体保护焊机,光谱仪采用荷兰Advantes公司的Avaspec-2048FT-2光纤式数字光谱仪。对4种焊丝在35V、330A参数下进行CO2气体保护焊接试验,采用直流反接极性。试验参数如表1。

表1 试验参数
如图1所示,焊接时,光谱仪通过光纤头采集电弧光谱,采集完成后传输至计算机,然后利用光谱仪分析软件进行处理,得到电弧光谱相应的光谱强度图。
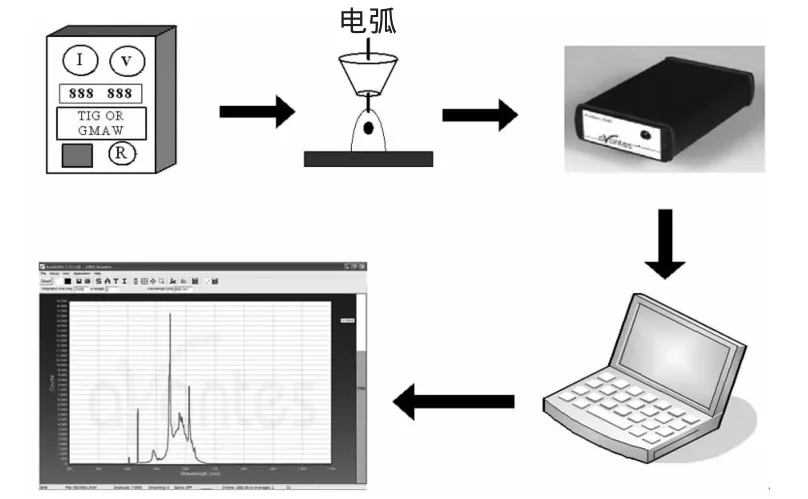
图1 光谱采集系统示意图
1.2 电弧光谱标定
由于光谱辐射总强度是由各谱线的强度共同构成,所以在研究特征谱段总光谱辐射时,应考虑光谱强度,某一元素谱线在某一频域分布的密集程度及强度的大小。焊接过程中,Fe、Mn、C、O、H、N 等元素的辐射都是光谱信息的组成部分,为了能够获得优良的光谱信息,必须对光谱信息进行"过滤"处理,选择特征信息强的元素谱线作为研究对象。通过对光谱信息的分析,找出光谱信息与缺陷、熔滴过渡、焊接参数等的对应关系。在选取特征谱线时应遵循一个原则,应遵循“强度较大的谱线、分立性较好的谱线、受干扰较小的谱线”优先考虑的选取原则[6-8]。
为了详细分析4种焊丝各区段光谱的谱线(如图2~图5),把各光谱谱段分为6 段:250~350 nm、350~450 nm、450~510 nm、510~610 nm、610~750 nm、750~900 nm。

图2 SQA309L焊丝光谱图

图3 WH-50-6焊丝光谱图

图4 DW100焊丝光谱图
1.2.1 SAA309L不锈钢焊丝光谱标定
SQA309L焊丝250~350 nm谱段,谱线成分以FeI和FeII谱线为主,含有少量的CrII谱线。在350~450 nm谱段范围内,SQA309L焊丝谱线成分以FeI谱线为主,含有少量的MnI和TiI谱线。在450~510nm谱段范围内,SQA309L焊丝的谱线成分较为复杂,元素谱线由 TiI、MnI、MoI、FeI、CrI元素构成,其中以FeI谱线居多。在510~610 nm范围内,SQA309L 焊丝的谱线成分由 FeI、TiI、CrI、SiI、CI谱线构成,其中FeI谱线居多。在610~750 nm范围内,SQA309L 焊丝的谱线成分包括 SiI、OI、CuII、NiI、PI、NI、NbI等谱线。750~900nm范围内,SQA309L焊丝的谱线成分为 Fe、NbI、SiI、CuII、NI谱线。
1.2.2 WH-50-6实芯焊丝光谱标定
铁锚WH-50-6实芯焊丝在250~350 nm谱段,谱线成分为FeI和FeII谱线。在350~450 nm谱段范围内,铁锚WH-50-6实芯焊丝谱线成分以FeI谱线为主,含有少量的MnI和CuII谱线。在450~510 nm谱段范围内,铁锚WH-50-6焊丝的谱线成分由 MnI、MoI、FeI元素构成,其中以FeI谱线居多。在510~610 nm范围内,铁锚WH-50-6焊丝的谱线成分由FeI、TiI、CI谱线构成,其中FeI谱线居多。在610~750 nm范围内,铁锚WH-50-6焊丝的谱线成分包括 SiI、OI、NI、TiI等谱线。750~900 nm 范围内,铁锚WH-50-6焊丝的谱线成分为CuII、NI谱线。
1.2.3 DW-100和K-71TLF药芯焊丝光谱标定
DW-100和K-71TLF药芯焊丝的光谱在250~350 nm范围内,主要以FeI和FeII谱线为主。DW-100和K-71TLF药芯焊丝光谱在350~450 nm范围内,均是以FeI、TiI谱线为主,以及含有少量的MnI、CuII谱线。在450~510 nm谱段范围内,两种药芯焊丝的线谱分布密集且较为复杂,元素谱线由 TiI、MnI、MoI、FeI元素构成,其中以FeI、TiI谱线居多。在510~610 nm范围内,DW-100和K-71TLF两种药芯焊丝的谱线成分由FeI、TiI、SiI、CI谱线构成,其中 Fe、Ti谱线居多。在610~750 nm范围内,DW-100和K-71TLF两种药芯焊丝的谱线成分包括 SiI、OI、TiI、NI等谱线。750~900 nm 范围内,DW-100和K-71TLF两种药芯焊丝的谱线成分为FeI、NbI、SiI、CuII、NI谱线。
1.2.4 谱线元素作用分析
MIG焊电弧光谱较复杂,元素谱线分布杂乱,熔滴过渡造成的谱线辐射强度波动较大,尤其是在谱线密集的区域。经试验分析,药芯焊丝MIG焊光谱250~900 nm波长范围内,主要以Fe、Ti谱线为主,Fe谱线主要分布在250~450 nm,Ti谱线主要分布在450~550 nm。几种焊丝均是由 Fe、Ti、Mn、Cu、Si、Cr、Mo、Nb、N、O、C 中几种或全部谱线组成。其中Ti元素经常以TiO2的形式存在,TiO2可调整渣的熔点和黏度,随着TiO2量的增加,熔渣的凝固温度范围减小,即造成“短渣”能适应全位置焊接。Ti还是一种很好的稳弧元素,它经常以合同或矿物质形式加入到药粉中,使电弧柔软。此外,合金元素 Nb、Ti、Cr、Mn、Mo、Cu、Si对氮有一定的消除作用,Ti、Nb、Cr、C、Si可以限制扩散氢的含量。Si、Mn则常作为脱氧剂,Mn还有脱硫的作用。
2 不同焊丝谱线成分的差别
由于两种钛型药芯焊丝DW-100和K-71TLF谱线成分一致,因此以K-71TLF为例与不锈钢药芯焊丝SQA309L和实芯焊丝铁锚WH-50-6进行对比。
2.1 SQA309L焊丝与K-71TLF焊丝谱线成分差别
如图6所示,在250~350 nm谱段范围内,SQA309L与K-71TLF焊丝谱线基本一致,只是在301.67 nm处SQA309L焊丝出现FeI谱线,在328.31 nm处K-71TLF焊丝出现FeII谱线。
如图7所示,在450~510 nm谱线范围内,K-71TLF和SQA309L略有差别,K-71TLF焊丝在454.8nm、463.7nm处出现FeI谱线,SQA309L焊丝在464.53处出现CrI谱线。
如图8所示,在510~610 nm谱线范围内,K-71TLF焊丝谱线较SQA309L焊丝更为密集,在513.81 nm、517.08 nm、518.99 nm、538.01 nm、558.51 nm、561.46 nm 处出现 FeI谱线,SQA309L焊丝在520.35 nm、529.6 nm、540.71nm、578.86 nm 处则出现 FeI,CrI,MnI,CrI谱线。
如图9所示,在610~750 nm谱段范围内,SQA309L焊丝较K-71TLF焊丝出现大量波动,在670.23 nm、687.81 nm、693.56 nm、697.39 nm、739.66 nm、745.84 nm处出现了 NbI、CuII、NiI、NI、PI谱线。
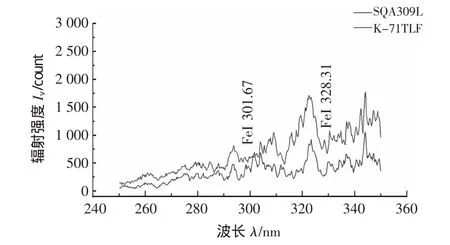
图6250~350nmSQA309L与K-71TLF焊丝成分对比图

图7450~510nmSQA309L与K-71TLF焊丝成分对比图

图8510~610nmSQA309L与K-71TLF焊丝成分对比图

图9610~750nmSQA309L与K-71TLF焊丝成分对比图
2.2 铁锚WH-50-6焊丝与K-71TLF焊丝谱线成分差别
如图10所示,在250~350 nm谱段范围内,实芯焊丝铁锚 WH-50-6 在260.47 nm、262.23 nm、274.54 nm、332.06 nm、336.96 nm、337.83 nm处出现了较多的FeII和FeI谱线。
如图11所示,在450~475 nm谱段范围内,K-71TLF焊丝较铁锚 WH-50-6焊丝在453.13 nm、461.48 nm、463.7 nm、466.47 nm、470.63 nm、473.68 nm处出现了较多的FeI谱线。
如图12所示,在580~600 nm谱段范围内,K-71TLF焊丝较之铁锚WH-50-6焊丝在588.18 nm、589.77 nm处有明显波动,出现了SiI和TiI谱线。

图10250~350nmWH-50-6与K-71TLF焊丝成分对比图

图11450~475nmWH-50-6与K-71TLF焊丝成分对比图

图12580~600nmWH-50-6与K-71TLF焊丝成分对比图

图13760~775nmWH-50-6与K-71TLF焊丝成分对比图
如图13所示,在760~775 nm处,K-71TLF焊丝较铁锚 WH-50-6 焊丝在765.35 nm、766.68 nm、768.55 nm、769.88 nm 处有较强波动,出现了 CuII、FeII、NbI、SiI谱线。
由于电弧的光谱强度能够反映电弧等离子内部的粒子质量分数和种类,可以用来获得焊接电弧和过程的信息,且其线光谱强度与粒子质量分数之间是单调增加的关系。通过实心焊丝铁锚WH-50-6和不锈钢药芯焊丝SQA309L与钛型药芯焊丝K-71TLF焊丝光谱谱线的对比可知,造成其谱线差异的原因是因为3种焊丝所含成分及成分质量分数不同。另外,焊接过程中最常见的气孔是氮、氢气孔,在判定N、H引起的缺陷时,可以根据N、H谱线是否出现及波动情况,确定其质量分数。氧是大气中含量较多的元素,可以根据其谱线是否出现或其密集程度,判断保护气是否充分发挥其作用。
3 结论
1)焊接电弧中粒子质量分数及温度的变化导致了电弧特征光谱信号强度的变化。焊丝中的元素和保护气体元素辐射与电弧光谱有较好的对应关系。
2)药芯焊丝MIG焊的电弧光谱在250~900nm波长范围内,以Fe、Ti谱线为主,Fe谱线主要分布在250~450nm,Ti谱线主要分布在450~550 nm。几种焊丝均是由Fe、Ti、Mn、Cu、Si、Cr、Mo、Nb、N、O、C 中几种或全部谱线组成。
3)通过实心焊丝铁锚WH-50-6和不锈钢药芯焊丝SQA309L与钛型药芯焊丝K-71TLF焊丝光谱谱线的对比可知,造成其谱线差异的原因是因为3种焊丝所含成分和成分质量分数不同。
[1] 柳刚,封云,李俊岳,等.MIG焊熔滴过渡的电弧光谱信号[J].焊接学报,2004,25(1):40-44.
[2] 宋永伦.焊接电弧等离子体的光谱诊断法及其应用的研究[D].天津:天津大学,1990.
[3] Li P J,Zhang Y M.Analysis of an Arc Light Mechanism and Its Application in Sensing of the GTAW Process [J].Welding Journal,2000,79(9):252-260.
[4] Patrizia S,Dario D B,On-line optical monitoring system for arc welding[J].NDT&E International,2002,35(1):37-43.
[5] 李志勇,王宝,李桓,等.不同参数钢和铝TIG焊电弧光谱辐射分析[J].焊接学报,2008,29(5):49-52.
[6] 李志勇,顾小燕,李桓,等.电弧光谱信息在焊接检测上的应用研究[J].光谱学与光谱分析,2009,29(3):711-715.
[7] Kim E W.Visible light emission during gas tungsten arc welding[J].Welding Journal,1987,66(12):369-377.
[8] 李志勇,李桓,杨立军,等.基于光谱信息的焊接电弧测控系统.测试技术学报,2004,18(增刊):49-52.
猜你喜欢
客家文博(2022年1期)2022-08-22 06:32:28
卫星应用(2020年12期)2020-02-04 01:58:44
意林绘阅读(2018年4期)2018-05-30 16:25:22
激光与红外(2018年2期)2018-03-09 07:27:57
电子科技大学学报(2017年1期)2017-10-13 03:46:33
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
—— 世界观测-3卫星
卫星应用(2014年7期)2014-07-10 03:29:14
文物天地(2014年4期)2014-07-01 03:56:08
机械制造文摘(焊接分册)(2014年1期)2014-03-20 13:57:32
