
电子束焊接技术基础研究
2014-12-23 06:44乔玉祥
机械工程师 2014年6期
乔玉祥
(中核北方核燃料元件有限公司,内蒙古包头014035)
0 引言
随着科学技术的不断发展,电子束焊接作为一种高效高能量密度的焊接方法,在核电站、航空、电子和汽车等制造产业中得以全面推广,尤其在大型零件制造及复杂零件加工等方面都显示出其独特的优越性。电子束焊机结构复杂,涉及机械、电子束焊接、真空和数控等多方面专业技术,本文就电子束枪和电子束焊接技术作一介绍。
1 电子束焊接技术
电子束焊接技术具有能量密度高、焊接速度快、焊接变形区小、参数易于控制、可焊接难熔及异种金属等优点,在工业上得到了广泛应用。
1.1 电子束焊接技术优势
1)能量密度高(1010~1013W/m2)。焊缝窄,热影响区小且具有平行边缘,焊接变形小;一般焊接无需填充金属;对于高质量的工业产品具有较高的焊接速度;可获得深宽比大的焊缝,焊接厚件时不开坡口一次成形。
2)真空条件下焊接。避免在焊接过程中工件氧化,焊缝纯净度高。
3)可靠性及重复性好。焊接参数自动控制,能够保证焊缝质量;焊接参数易于调节,工艺适应性强。
4)适用于异种金属材料焊接,包括部分陶瓷材料。
1.2 电子束焊接的局限性
窄焊缝(熔化区)要求焊前对工件进行精细的准备;焊接接头边缘需加工;焊接接头要求没有装配间隙或非常小的间隙(通常无填充金属);真空下进行焊接可能使被焊工件的尺寸受限制;大规格工件需定制特殊设备;特殊工件需采用局部真空电子束焊;对带磁的部件敏感,即电子路径受磁场的影响;从阴极至工件轰击点的磁场;针对被焊金属工件内部磁场必须退磁。
1.3 电子束焊接原理
电子束焊接(EBW)是利用电子枪所产生的电子在阴、阳极间的高电场作用下被拉出,并加速到很高速度,经过聚焦、扫描后,形成密集的高速电子流,当其撞击在工件接缝处,其动能转化为热能,使材料迅速熔化而达到焊接的目的。电子束焊只适用于金属或合金材料。除非特殊情况,一般无需填充材料。
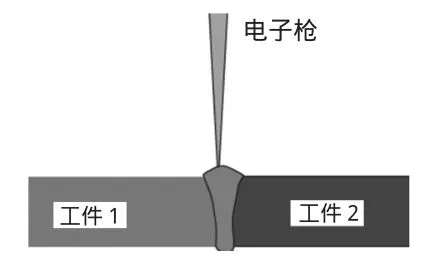
图1 电子束焊接原理图
1.4 适用焊缝型式及要求
电子束焊适用的焊缝型式见图2。
电子束焊由于其自身的特殊性,对于焊接工件有一定要求:工件接头边缘必须加工,尽量避免倒角的存在;工件之间的间隙必须尽可能小。
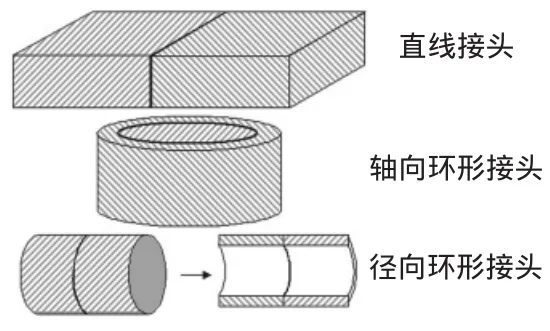
图2 焊缝型式
2 电子束枪的构成及功能
电子束枪结构单元由灯丝、阴极、栅极、阳极、聚焦线圈、偏转/扫描线圈以及抽真空系统组成(图3)。

图3 电子束枪构造原理图
2.1 灯丝
灯丝由铁镍材料制成的鼻子、铁镍合金制成的身部、钨制成的螺旋线圈以及铁镍材料制成的螺旋支撑组成。灯丝的鼻子,也称为会聚器,对阴极背面的电子能量会聚起着重要的作用。
灯丝被约13A的交流电加热到很高的温度(约2800℃,电子发射温度),灯丝相对于阴极的电位为大约-3000 V。灯丝和阴极之间的电压使灯丝发射的电子加速,轰击阴极的背面,对阴极进行加热。
2.2 阴极
阴极是电子束枪的基本元素:它是一个高精度部件,置于真空下并被加热到电子发射温度。当高密度的电场加在处于负电势的阴极和接地的阳极之间时,阴极发射的电子被加速并形成电子束。

图4 灯丝
阴极由一块发射材料制成,通常有一个凹型发射面。阴极背面直径较大,正面较小,大的表面用于加热,小的发射面(柱)用于产生焊接电子束。阴极由易发射的材料(钨、钽或六硼化镧)发射柱和阴极身部组成。
电子束枪有不同类型的阴极,Techmeta焊枪采用的阴极为间热式阴极。间热式阴极的原理是从灯丝发出的次级电子束从阴极背面对阴极进行加热。目前大多数电子枪采用间热式阴极,尽管需要附加一个电极加热,但这一缺点被诸多优点所补偿。其优点是:没有磁场干扰;阴极质量大,具有更高的机械强度和更长的寿命。

图5 间热式阴极
2.3 栅极或温耐尔极
栅极或温耐尔极是电子枪的第三个电极。它处于阴极周围并与阴极距离很近。它一方面通过调整等位面的形状(电子垂直于等位面运动)控制电子束形状;另一方面,作为控制极控制电子发射的数量。栅极对于电子起到控制阀的作用。
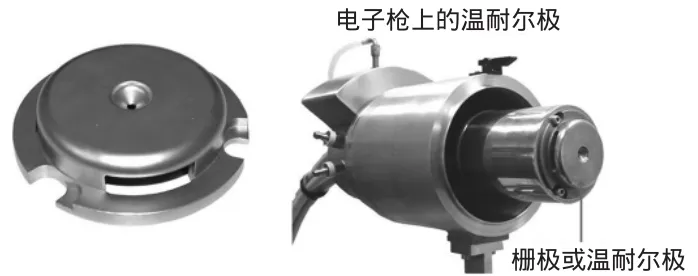
图6 栅极
2.4 阳极
阳极与外壳连接并接地。加在阳极和阴极之间的电压产生电磁场,处于负电势的阴极释放的电子被电场加速,并被阳极吸引,会聚并通过阳极孔。然后,电子依靠惯性保持此速度运动(对于30 kV电压,速度约105km/s)。阳极和阴极是电子枪的两个主要电极。
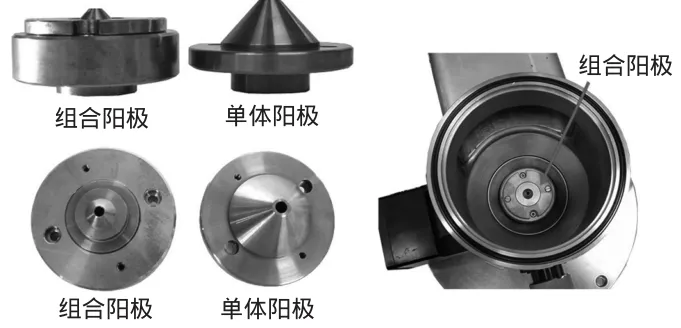
图7 阳极
阳极有两种类型:1)单体阳极。孔径大于等于4 mm,阳极材料为不锈钢;2)组合阳极。孔径小于4 mm,由阳极支撑(材料为铜)、阳极法兰(材料为铜)、阳极(材料为钼)等几部分组成。
Techmeta焊枪为组合阳极。
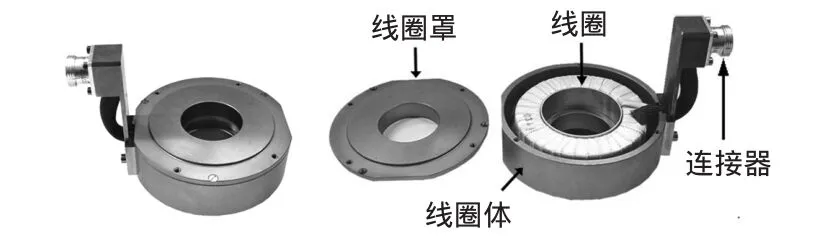
图8 聚焦线圈
2.5 聚焦线圈
电子束在阳极出口处自然会聚到一点,称为交叉点,然后发散。交叉点的位置主要取决于电极的几何形状且不可调整。而聚焦线圈的作用是使电子束在磁场的作用下重新会聚成焦点,并可以调整焦点距离。
聚焦电流为0 A时,自然电子束是发散的。通过聚焦线圈的电流产生磁场,使入射的电子束轨迹发生折射并会聚成一点。通过调整聚焦电流的大小,来控制电子束聚焦点位置,聚焦电流越大,聚焦点越往工件上方移动。工作原理见图9。

图9 电子束聚焦点调整示意图
2.6 偏转/扫描线圈
偏转线圈使电子束在磁场的作用下,焦点位置发生偏移。
扫描线圈的作用是使电子束聚焦点按照预先设定的波形快速、重复偏移。

图10 偏转/扫描线圈
根据每个线圈中电信号的波形,可以获得垂直或水平焊缝、圆形或椭圆形的焊缝型式。扫描信号的波形有两个关键参数,为幅度和频率,它们分别影响扫描的宽度和对熔化金属的搅拌。
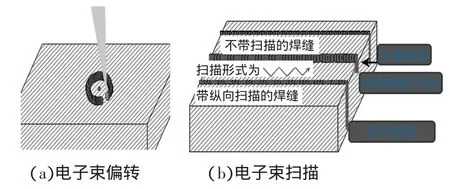
图11 电子束偏转、扫描示意图
扫描可以对焊缝带来以下正面影响:使熔化区变宽,因此可以接受的接头间隙也增加;在竖枪水平焊的情况下,改善熔化金属的均匀性;有利于熔池内气体的排除;对某些合金,减少热裂纹;进行小直径圆焊缝的焊接,不需要移动工件或电子枪。
聚焦线圈是和偏转/扫描线圈配合在一起工作的,从而控制电子束形状和运动轨迹。
2.7 真空系统
真空装置由一个或几个密闭的室体组成,需要利用真空泵将室体内的压力抽到大气压以下。不同的真空泵用具有一定流导的管道组合在一起。按照气体压力上升或下降的次序,真空泵和阀门依次启动,可获得的所需的真空度。
对于电子枪内的真空度:在10-4~10 Pa之间,只与初级真空和次级真空有关。为了获得初级真空,大多用旋转式泵(旋片泵)和罗茨泵。为了获得次级真空,增加了蒸汽流泵(扩散泵),分子泵或低温泵。
3 电子束枪的工作原理及方式
3.1 电子束枪工作原理
电子束枪是一个真空腔室,由电子发射区和电磁区组成。在电子发射区,电子被加速装置加速;在电磁区,电子束在线圈的作用下聚焦和偏转/扫描。
1)电子发射区。阴极被灯丝加热,达到电子发射温度时开始发射电子,电子被阴极和阳极之间的电压加速。成群的电子形成电子束,穿过阳极孔,以极高的动能轰击金属工件使之熔化;在阴极和阳极之间插入第三个电极,即栅极或温纳尔极,通过改变栅极和阴极之间的电压对电子束进行控制。
2)电磁区。电子束在阳极出口处自然会聚到一点,称为交叉点,然后发散;聚焦线圈产生的磁场使电子束重新汇聚成焦点(通过改变磁场可以调整聚焦点的距离);偏转线圈产生的磁场使电子束的焦点偏移,扫描线圈使电子束按照预定的波形扫描,实现预定的焊缝型式。
电子束枪的灯丝被交流电加热到很高的温度(约2800°C,电子发射温度),灯丝和阴极之间的电压使灯丝发射的电子加速,轰击阴极的背面,对阴极进行加热,阴极加热到一定的温度时逸出电子,电子在高压(3~60 kV)磁场中被加速,通过聚焦后,形成能量密集度极高的电子束,当电子束轰击焊接表面时,电子的动能大部分转变为热能,使焊接件的结合处的金属熔融,当焊件移动时,在焊件结合处形成一条连续的焊缝。Techmeta电子束枪在工作时是固定不动的,工件按照设定程序进行位移。为了使电子到达工件,必须使之处于真空室内。因为电子运动轨迹上的分子或粒子将阻碍电子的自由运动并造成能量损失,在高真空条件下可以获得更好的效果。
电子束焊枪工作原理详见图12。
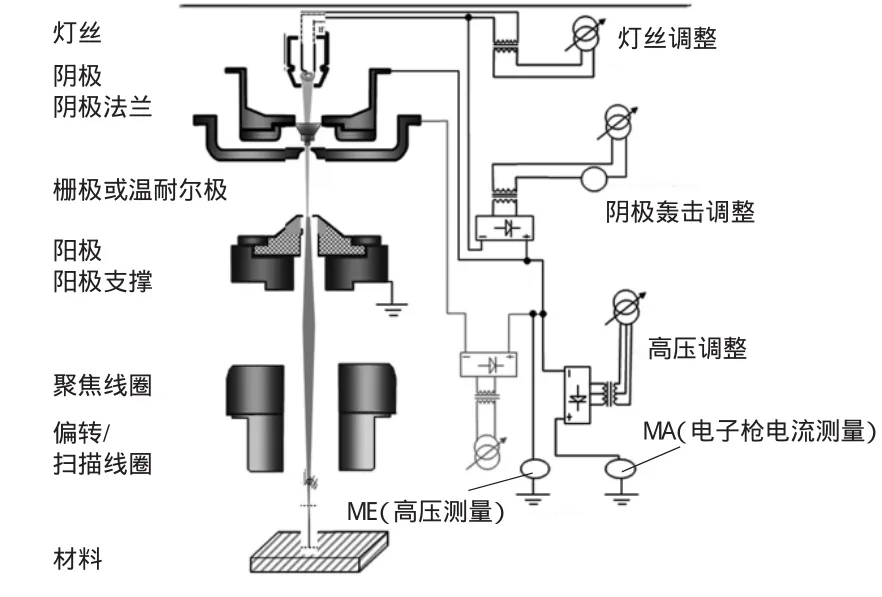
图12 电子枪工作原理图
3.2 电子束枪工作位置及焊接方式
电子枪处于垂直位置时,可以进行水平方向焊接(电子束垂直向下)(Techmeta)和仰视位置焊接。

图13 电子枪工作位置图
电子枪处于水平位置时,可以进行水平方向焊接(水平方向电子束)、垂直上升焊接(电子束上升)和垂直下降焊接(电子束下降)。
4 电子束焊接的应用
电子束焊接适用的焊缝类型众多,可完成多种接缝类型的焊接,其中包括:局部穿透焊缝、全穿透焊缝、有支撑垫板的焊缝、搭接焊缝、穿越焊缝等。具体类型详见图14。

图14 适用焊缝类型
目前,在国内核燃料元件领域,电子束焊接技术已成为极为重要的制造方法之一,也是今后核燃料元件制造发展的关键、核心技术,对今后各类型核燃料元件关键零部件制造起着举足轻重的作用。
5 结语
通过对电子束焊接技术的研究,了解其电子束枪的构造及其工作原理,从而了解电子束焊接的技术特点和应用范围,使该项焊接技术在机械制造中逐步推广应用,并为大家了解和熟练运用焊接技术提供参考。
[1]Techmeta Co.Electron Beam Welding Machine Users Manual[M].
[2] 曾乐.现代焊接技术手册[M].上海:上海科学技术出版社,1993.
[3] 张秉刚.国内外电子束焊接技术研究现状[M].哈尔滨:哈尔滨工业大学,2004.
猜你喜欢
小学阅读指南·低年级版(2020年10期)2020-10-12
中国医学影像技术(2019年3期)2019-03-22
电子测试(2017年12期)2017-12-18
电子制作(2017年9期)2017-04-17
中国照明(2016年4期)2016-05-17
中国塑料(2016年7期)2016-04-16
西部广播电视(2015年7期)2016-01-16
金属世界(2015年6期)2015-11-05
焊接(2015年7期)2015-07-18
焊接(2015年7期)2015-07-18
