富气压缩机故障分析与处理
2014-12-08 06:46刘春旺侯振宇
中国设备工程 2014年8期
刘春旺 侯振宇
(中石化股份公司天津分公司,天津 300271)
某石化公司230万t/a延迟焦化装置富气压缩机为2MCL607型离心式压缩机,驱动机采用3.5MPa蒸汽背压式透平驱动,其压缩介质为装置内焦化富气和来自装置外的五股气体的混合气体。压缩机工艺参数为:入口压力0.04MPa,入口温度40℃,出口压力1.3MPa,出口温度130℃,额定流量39 699m3/h,额定转速8 093r/min,轴功率4 485kW。驱动机型号为:NG32/25,输出功率4 824kW,额定流量40t/h,出口压力0.5MPa。该机组是炼油装置的关键设备。
一、振动原因分析
1.机组振动波动原因分析
该机组于2012年8月下旬进行大修,同年10月6日机组投入运行,运行2天左右,富气压缩机突然发出异响并持续不断,查看在线监测系统记录,异常现象发生时压缩机两端测点振动幅值大幅增大,由平稳运行时的13μm最大增大到52μm,已经达到了系统设置报警值50μm。图1为机组振动测点布置简图,从振动趋势图图2所示,振动幅值增大主要由1倍频增大造成,如图3所示,此过程汽轮机两端测点振动幅值基本未变,如图4所示,这一现象表明,机组主要振动源不在汽轮机上而在压缩机上。
现场对机组壳体进行振动监测,压缩机两端轴承位置振动明显大于汽轮机两端,从机组测点频谱图上看,主要频率成分为转频及其倍频成分,还含有少量低频,但幅值均较小,对机组所有地脚螺栓及轴承座进行振动监测,基础支撑刚度未发现异常。

图1 机组振动测点布置简图
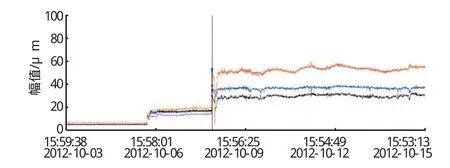
图2 压缩机两端测点振动趋势图

图3 压缩机两端测点1倍频振动趋势图
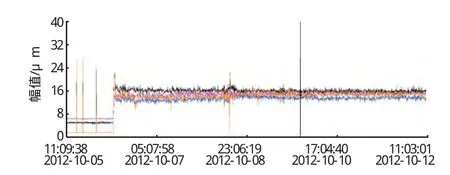
图4 汽轮机两端测点振动趋势图
结合在线监测系统记录的振动趋势,频谱波形(图5)、轴心轨迹等特征谱图信息及故障发生时现场的表象特征,初步认为压缩机振动幅值突然增大故障为工频类故障,即转子突发性动不平衡故障,产生的原因可能为转子上零部件脱落,叶轮流道有异物附着、卡塞或压缩介质带液,使得机组振动值突然增大后稳定在一定水平上。该机组转子大修期间进行过高速动平衡,转子系统本身动不平衡故障基本可以排除,怀疑可能由于压缩介质本身组成发生了变化,进入到压缩机入口由于过程中的冷却和过滤器的聚集作用而产生凝液,使压缩机压缩介质带液,造成机组转子损伤,动平衡被破坏。富气压缩机压缩的主要介质是由分馏塔顶出来的富气,当分馏塔操作不当或者分馏塔顶油气分离器液位过高时,富气中就会夹带着凝缩油。
2.机组辅助系统振动原因分析
在压缩机振动波动过程中,该机组级间分液罐罐体振动加大,并出现间歇性尖鸣声,对压缩机级间分液罐进行振动监测,级间分液罐示意图如图6所示,级间分液罐水平方向和分液罐排出管弯头处振动值较大,速度均方根值达2.51mm/s,且现场出现明显的振动噪声,从各测点的频谱图上看,主要频率成分为机组的激发频率118Hz及其倍频,在2X、3X频率附近伴有差频为12Hz的边带,怀疑级间分液罐进气介质状态发生变化,对分液罐内部构件受到较大的冲击,内部格栅板可能变形或开焊。
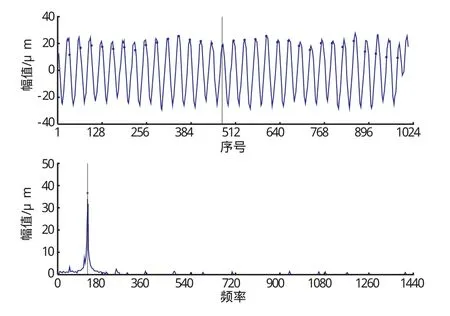
图5 压缩机高压端测点波形频谱图

图6 压缩机级间分液罐示意图
3.工艺变化情况分析
查看机组DCS记录数据,2012年8月8日11:15分左右引入外来高压原料气,压力在0.4MPa左右,13:00时,高压原料气压力突然升高到0.87MPa,然后压力又迅速下降。从时间点上看,正是由于这股高压原料气的压力波动导致异响的发出。外来高压原料气进装置的流程是经过装置边界手阀后直接进入压缩机级间冷却器,然后进入级间分液罐,再通过压缩机二段入口进入压缩机。
结合机组工艺条件变化综合分析得出该机组及段间分液罐振动噪声异常的原因是由于进入压缩机段间的高压原料气压力骤升造成级间分液罐内部构件格栅板变形或开焊,格栅板在气流的作用下不停振动,从而引起罐体的振动并引发噪声。压缩机振动升高的原因是由于段间分液罐分离质量下降,分液罐液面过高,进入压缩机的气体将分液罐中的凝液带入,造成机组转子损伤,动平衡被破坏,振动幅值突然变大。
二、机组解体情况
2012年10月18日在压缩机大盖掀开后发现,在二段处有很多粘油,甚至出现了结焦现象,而级间分液罐中发现有一块格栅板变形。从机组解体情况来看,验证了故障分析的准确性。
三、机组检修对策
将压缩机转子返厂维修,并进行高速动平衡试验,平衡精度满足G1.0等级。现场对压缩机机体内部进行清理。对中间分液罐格栅板开焊部位进行补焊,重新校核液位计标度,并清理罐体内部。
从2012年10月17日停机开始,用了3天时间修理完成并顺利开车,各测点振动幅值均降至正常水平,装置生产恢复正常。
[1]杨国安.机械设备故障诊断实用技术[M].中国石化出版社,2010.
猜你喜欢
净水技术(2022年11期)2022-11-10
装备维修技术(2022年7期)2022-07-01
振动与冲击(2022年10期)2022-05-30
导弹与航天运载技术(2022年2期)2022-05-09
中国纤检(2021年9期)2021-09-30
科学导报·学术(2019年34期)2019-09-10
舰船科学技术(2018年5期)2018-06-01
导弹与航天运载技术(2017年5期)2017-11-02
电子制作(2017年7期)2017-06-05