
叶轮与叶片扩压器耦合引起管路振动分析
2014-12-08 06:46:14王胤龙全红飞李慧峰郭九梅
中国设备工程 2014年8期
王胤龙 全红飞 李慧峰 郭九梅
(沈阳鼓风机集团有限公司,辽宁 沈阳 110869)
一、压缩机运行情况
某空气压缩机,型号为MCO1404,结构如图1所示,工作转速:5 050r/min,临界转速:1 834/3 451/7 941r/min;电机功率:22 500kW;进/出口压力:0.084/0.65MPa;流量:220 000m3/h;一级叶轮(悬臂轮)叶片数:13;一级叶片扩压器叶片数:22。

图1 压缩机结构图
该压缩机安装完毕,机械运转各项指标正常,投负荷连续运转85h后,一级出口管路膨胀节发生断裂。开始认为是由于膨胀节存在缺陷或设计参数有偏差,委托膨胀节制造厂重新核算并加工新的膨胀节,新膨胀节连续运行约120h后出现裂缝,现场用手感觉膨胀节附近管路振动剧烈,压缩机轴系振动在设计范围内。由于生产流程的需要,采取了临时固定措以维持短时期内气量供应,在此期间利用便携式振动分析仪对管路与压缩机壳体进行振动测试。
二、振动特征
利用CSI2130便携式振动分析仪测量压缩机及膨胀节附近管路,通过对测量数据的分析,管路振动具有如下特征。
1.测试位置、幅值、频率(表1)。
从表1可以看出,振动主要表现为膨胀节附近管路的横向振动,不稳定、时大时小;由于管路振动没有相关的标准,因此无法定性分析,直观上感觉振动非常剧烈;蜗壳振动超出ISO10816振动标准(11mm/s)。
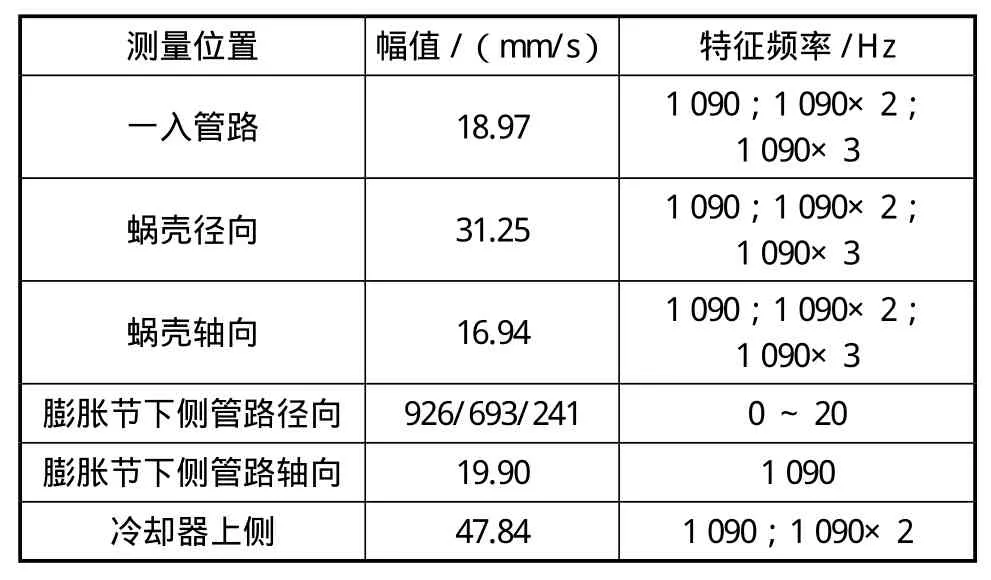
表1 振动测试数据
2.振动波形频谱图如图2所示,蜗壳振动以叶片通过频率1 090Hz为主,有时也存在2倍或3倍的叶片通过频率,而管路上则集中在0~20Hz,振动波形没有明显的周期。

图2 波形频谱图
3.一出管路出口法兰到膨胀节位置管路温度很高,通过探棒感觉振动也同样剧烈。
三、振动分析
在排除膨胀节问题的情况下,对蜗壳振动频谱进行详细分析,CSI2130频谱分析中罗列了振动幅值从大到小的20个频率,主要为叶片通过频率及其边频,利用LABVIEW重新生成振动波形,对波形细化发现了多源拍振现象,如图3所示,拍振周期都在20Hz以内,利用同样方法,对一台未发生管路振动,但也存在叶片通过频率的空压机重新生成波形,没有出现拍振,进而确定了管路的振动是由拍振引起的。
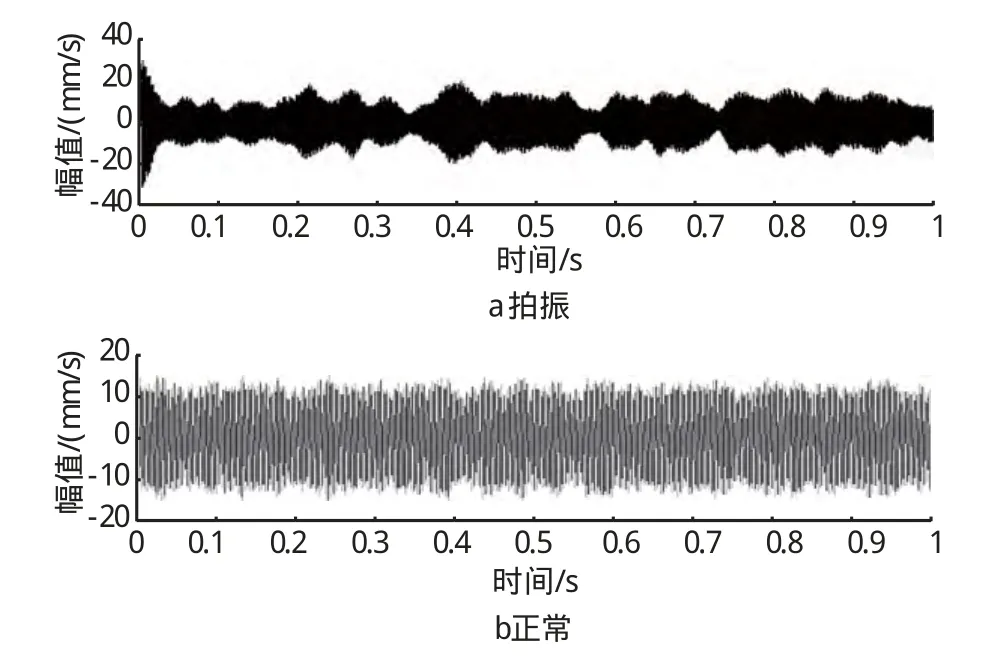
图3 LABVIEW仿真波形
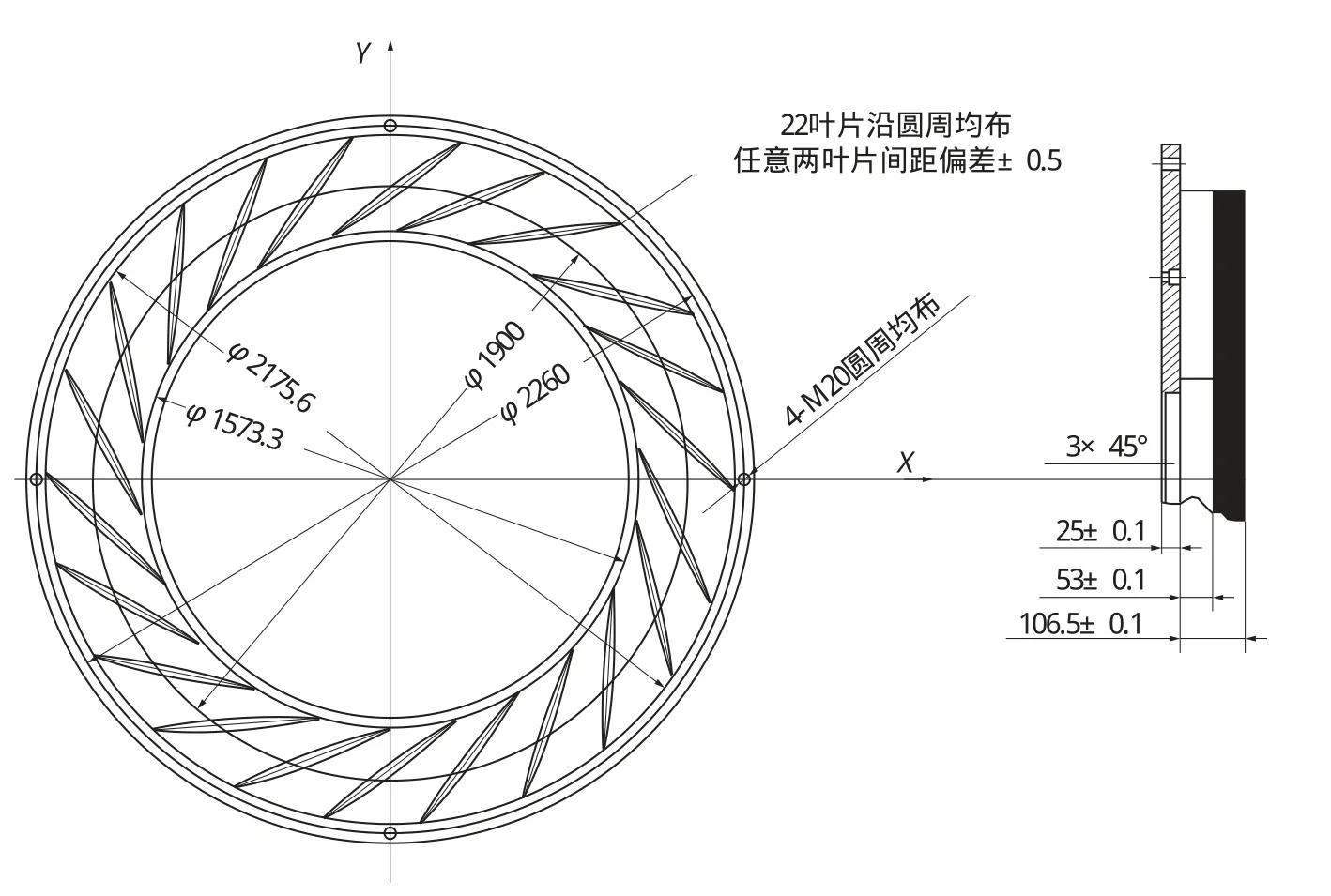
所谓拍振是指两个频率相近(1 表2 蜗壳振动频率成分 由于蜗壳处存在多源拍振,且从波形上看拍振频率低于20Hz,蜗壳的振动亦超出了旋转机械振动水平,因此诱发了蜗壳出口处管路的20Hz以内的剧烈振动,膨胀节相对薄弱,出现了断裂的现象。 根据上述分析,可以确定是由于叶轮与扩压器之间耦合、相互干涉引起的多源拍振,叶轮与扩压器的相互作用是个非常复杂的过程,可通过数值模拟得出叶轮叶片表面静压随时间周期性变化,如图4所示,叶片扩压器对叶轮有着一定的冲击,当流量减少时冲击强度更大。 图4 叶轮叶片表面静压随时间变化 为了削弱叶轮与扩压器的相互作用,将原有扩压器叶片高度106.5mm改为53mm,即将全高扩压器改为半高扩压器,如图5所示,去掉虚线椭圆所圈的黑色填充部分。在生产厂加工新的扩压器,准备更换。 更换新扩压器后,从DCS提供的数据看压缩机气动性能影响甚微,一段出口管路振动明显降低,运行至今再未出现膨胀节断裂现象。 图5 扩压器改进示意图 解决本管路振动问题的关键是发现多源拍振,查根溯源进一步确定叶轮与扩压器耦合作用引起,压缩机管路振动问题多为支撑、减振措施不当引起,鲜有叶轮与叶片扩压器耦合作用引起且作用效果非常严重的情况,因此传统的设计方法在某些细节上已不能满足如今离心压缩机向着高转速、高压力、大流量发展的需要,进行有效的数学计算与仿真是非常必要的。 [1]陈茉莉,李舜酩,温卫东等.多源拍振分析方法与试验[J].振动测试与诊断.2011,31(2):202-206. [2]李杰.叶片扩压器对叶轮冲击的研究[J].大连:大连理工大学.2012.
四、解决措施

五、结语
猜你喜欢
水泵技术(2022年2期)2022-06-16 07:08:04
压缩机技术(2022年2期)2022-05-19 05:02:48
水泵技术(2021年3期)2021-08-14 02:09:26
水泵技术(2021年6期)2021-02-16 01:14:50
风机技术(2019年4期)2019-06-24 05:42:18
制造技术与机床(2017年6期)2018-01-19 02:40:54
工业设计(2016年7期)2016-05-04 04:02:45
风机技术(2016年6期)2016-04-11 06:22:50
航空学报(2015年4期)2015-05-07 06:43:30
水电站机电技术(2014年3期)2014-09-26 12:01:05
