
莱康明发动机贯穿螺栓孔滑油渗漏修理方法研究
2014-12-02 01:39常虎山
机械工程师 2014年8期
常虎山
(中国民用航空飞行学院,四川 广汉 618307)
0 引言
目前通用航空的轻型飞机使用最多的动力装置是美国莱康明公司生产的航空活塞发动机,此发动机的基本骨架机匣由两半铸造的铝合金经过精密的铣削加工而成[1],左右两半机匣主要靠几根贯穿螺栓通过与机匣安装孔的过盈配合来连接为一体(如图1 所示)。
1 渗漏的原因分析
正常情况下贯穿螺栓与其安装孔的过盈配合保证了螺栓孔外部不与机匣内部联通,从而阻止了机匣内部的滑油渗漏到发动机外部。但是发动机在实际运转工程中,螺栓与其安装孔有轻微的相对移动,从而产生磨损[2]。随着发动机使用时间的累积,磨损超过一定的标准并破坏螺栓与其安装孔的过盈配合后,滑油就会从螺栓与安装孔之间的缝隙渗漏(如图2 所示)。
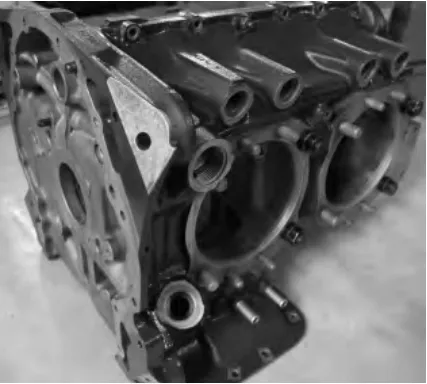
图1 机匣
2 修理方法分析
机匣渗油的修理方法通常有以下两种:

图2 渗漏示意图
1)如果安装孔内壁无变形、划痕或剥落等缺陷,可以使用加大尺寸的贯穿螺栓来达到过盈配合的目的。但此法的缺点是螺栓的加工和选择较困难,螺栓外径太小不能达到过盈目的,太大可能导致螺栓将机匣挤出裂纹的危险。
2)在机匣内壁螺栓孔端部加工一合适的圆槽,并在槽内加装橡胶密封圈,密封圈的弹性变形使之与螺栓紧密贴合,从而达到密封机匣内滑油之目的。此方法不会对机匣造成安装损伤,每次翻修时只是更换密封圈而已,而且经济性很好。
3 修理标准的获得
要正确加工密封圈安装槽,安装槽的孔径、深度等相关技术参数标准的选择十分重要。由于技术保密和商业的目的,很难从原厂家提供的技术资料和标准中直接查出,这就需要对一定数量外修机匣密封圈安装槽进行相关参数的测量,并对所测的数据进行统计分析,最后采用反求的方法间接获得。下面以安装槽孔径为例,对一些关键参数标准进行反求分析研究并得出适用的参数标准。
3.1 尺寸测量
由于安装槽孔径是客观存在的[3],它是基于原始设计参数,通过一定的制造工艺而形成的,在这一系列过程中,包括了制造、测量等误差,但它们都服从一定的统计规律,可以通过数学估计来确定。可以选取原厂修理机匣的10个密封圈安装槽作为测量样本,测量数据如表1 所示。

表1 安装槽孔径数据处理表
3.2 数据处理
根据概率统计的原理,易知零部件尺寸的测量误差和制造误差的概率分布均服从正态分布规律,因此对测量数据可以按如下方法进行处理。
1)测量系统误差分析。
按下列公式和步骤求得样本的算术平均值X、标准

偏差σ 和残余误差νi:
将表1 中的测量值分别代入式(1),求得算术平均值:

其中:νi为残余误差。将样本的测量值Xi和求得的算术平均值代入式(2),求得νi,其值如表1 所示。

其中:σ 为标准偏差。将表1 中的残余误差vi代入式(3),求得σ=0.036 mm。
2)判断粗大误差。根据拉依达准则的要求,样本中每个测量值的残余误差νi应小于3 倍标准偏差,否则这个样本应作为坏值予以剔除。即应满足|νi|<3σ,而本例中3σ=3×0.036=0.108 mm,MAX|νi|=0.02<0.108 mm。很显然本例中每个测量值的残余误差都小于3 倍标准偏差,因此,样本测量值中不存在粗大误差。
3)求算术平均值的标准偏差σX。

将σ 的值代入式(4),求得σX=0.011 mm。
4)求尺寸真实值xe。

4 结语
目前,某维修厂已按本文所述的方法和标准,完成了10余件机匣贯穿螺栓处滑油渗漏的修理,装机使用效果良好。实际使用证明,本文所述方法和标准是可行、有效的。
[1]Overhaul Manual Direct Drive Engine[M].U.S.A:Textron Lycoming Inc,1974.
[2]Lycoming SI1290F and SI 1123D[M].U.S.A:Textron Lycoming Inc,2009.
[3]吴江.TB200 飞机主起落架安装螺栓反求设计[J].机械设计与制造,2008(3):20-22.
猜你喜欢
电子乐园·上旬刊(2022年5期)2022-04-09
中国材料进展(2021年7期)2021-09-18
科学技术创新(2021年19期)2021-07-16
航空发动机(2020年3期)2020-07-24
航空维修与工程(2020年3期)2020-04-10
重型机械(2019年3期)2019-08-27
现代制造技术与装备(2018年5期)2018-02-17
科技创新与应用(2017年1期)2017-05-11
科技与创新(2016年10期)2016-05-28
河北科技大学学报(2015年5期)2015-03-11
