
一台12MW汽轮发电机组振动故障诊断和处理
2014-12-02 04:25孙春鹏
山东电力高等专科学校学报 2014年5期
刘 浩 孙春鹏
国能生物发电集团有限公司 北京 100052
0 引言
振动问题在国内汽轮机组上时有发生,严重影响了汽轮机组的安全运行,但是汽轮机振动问题的诊断和处理确实有一定难度。某台12MW汽轮机组的振动问题涉及了影响汽轮机组振动的多个因素,如基础刚度不足、对轮中心不对应和动不平衡等,本文给出了具体的分析和处理方案,并最终解决了机组振动问题,确保了该机组的安全运行,取得了很好的安全和经济效益。本文的分析和处理方案可为同类汽轮机组振动问题的分析和处理提供参考。
1 机组概况
汽轮机由青岛捷能汽轮机股份有限公司制造。额定功率为12MW,型号为N12-8.83,单缸、凝汽式,额定进汽量46.5t/h,额定蒸汽压力为8.83MPa(G),额定蒸汽温度为535℃。发电机由济南发电设备有限公司制造。型号为QF-12-2,额定功率为12MW,额定电压为10.5kV,额定电流为825A,功率因数为0.8。汽轮机与发电机通过刚性联轴器连接,轴系由汽轮机和发电机两根转子构成,汽轮机和发电机均为双支撑结构,共有4个径向轴承。汽轮机前轴承和推力轴承成一体,组成联合轴承。汽轮机前、后径向轴承及发电机前、后径向轴承均为椭圆轴承。
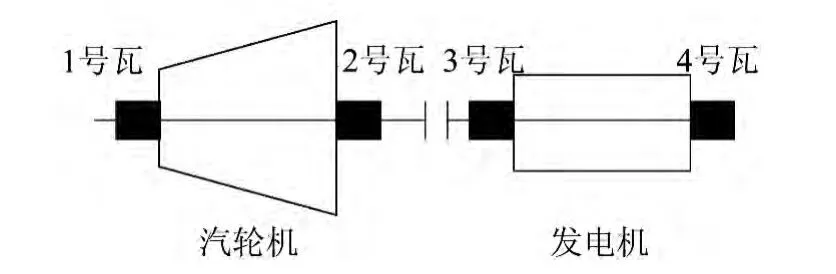
图1 汽轮发电机组轴系图
2 振动故障现象
汽轮发电机组于2008年12月31日投入运行,各轴承座振动值均在20μm以下,属于标准范围。2013年7月17日开展机组A级检修,发电机返厂处理绝缘值低及转子一点接地长期报警的问题,汽轮机进行揭缸检修。8月1日检修结束,汽轮机进行冲转定速后,发电机成功并网。机组各轴承座振动值均在40μm左右,属于合格。随着运行时间增加,机组#2、#3轴承座轴向振动明显增加,逐步上升至110μm,#2、#3轴承座水平及垂直振动也开始增大。9月6日,就地实测#2、#3轴承座轴向振动达到140μm,垂直、水平振动也增至60μm,DCS上显示#3轴承座水平振动达69.50μm。机组进行滑参数停机,计划停机后对汽轮机振动大进行处理。但在滑参数停机过程中由于#2轴承座水平振动达70μm(保护动作值),机组被迫打闸停机。修前、修后#2、#3轴承座和轴振的振动数值详见表1和 2。

表1 汽轮机修前、修后#2、#3轴承座振动数值表
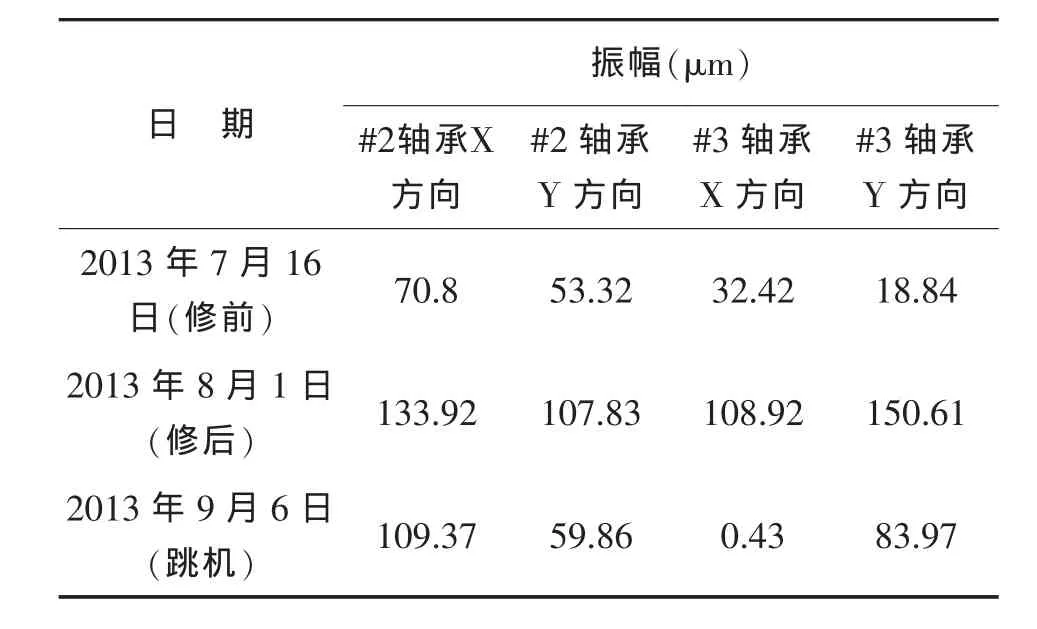
表2 汽轮机修前、修后#2、#3轴承的轴振数值表
3 现场测试分析
为了解决此问题,在机组停运前,电厂邀请某电科院专家到厂进行分析。电科院专家于9月4日到达现场,进行汽轮机各轴承振动数据采集,采集结束后,提供了振动测试报告,给出了分析结论和处理建议。#2、#3轴承的轴振刚度测点位置图及结果分别见图2、表3。现场测试的轴承振动频谱数据详见表4。
3.1 分析结论
一是#3轴承的轴承箱左右振动差别大是诱发#3轴承座轴向振动大的因素;二是国标要求轴振动A区在80μm以下,而发电机转子并网前轴振偏大,说明转子存在一定的质量不平衡;三是运行中#2、#3轴承的轴承座振动在60μm以上,已超过国标要求。
3.2 处理建议
一是停机检查联轴器晃度,检查轴中心及扬度,以及轴瓦球面及垫铁接触面积,轴瓦紧力等项目;二是必要时可进行发电机转子动平衡工作。

图2 #2、#3轴承的轴承座刚度测点位置图
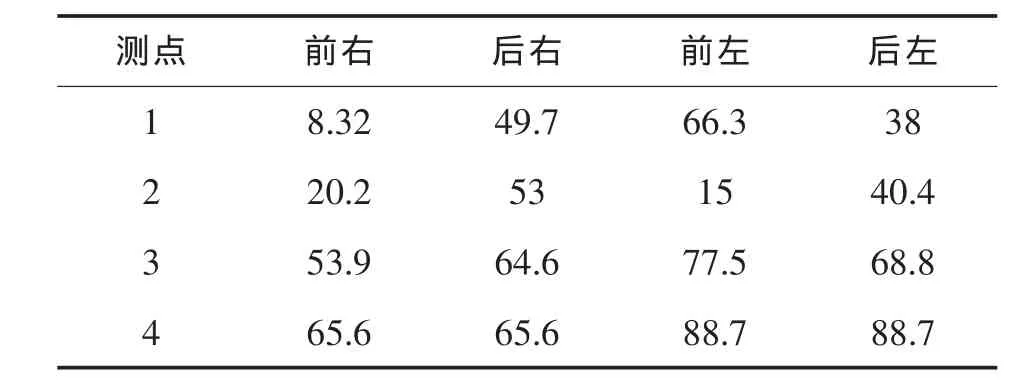
表3 #2、#3轴承的轴承座刚度测试值汇总表
4 第一次处理过程
4.1 处理过程

表4 轴承振动频谱数据汇总表
某检修公司于9月10日到达电厂,对汽轮机中箱进行解体,解体后对联轴器中心、联轴器晃度、联轴器两侧对轮瓢偏、#2、#3、#4轴承的轴瓦紧力、轴瓦垫铁接触情况进行了常规检查,检查发现发电机转子对轮非工作面瓢偏值为130μm (由于测量工作面瓢偏需将发电机转子抽出,考虑到两面应平行,故未抽发电机转子),高于汽轮机厂家要求的50μm,其它数值符合要求。因现场检修条件不具备,未处理对轮瓢偏。期间对发电机转子进行了静态交流阻抗及直阻测量,数值正常。
检查结束后,机组于9月12日冲转,机组转速升至1225r/min时,#3轴承x轴振动达到250μm,机组跳闸。随后,电科院专家到达现场,决定对发电机转子进行动平衡试验。反复通过六次试验,均未将轴承振动值降至正常值。经过与电科院专家沟通、探讨,电厂内部技术人员反复研究讨论,确定第五次的机组振动状态为最佳状态,商议决定采用电科院第五次添加平衡块方案。
4.2 处理结果
机组于9月13日并网。机组带负荷后对汽轮机#2、#3轴承的轴承箱地脚螺栓进行了紧固,经过紧固后#3轴承的垂直振动由56μm下降至48μm。随着机组运行,#3轴承垂直振动逐渐又上升至58μm。9月16日电厂因外网故障,机组停运。送出线路恢复正常后,机组进行启动。在汽轮机转速达到3000r/min时,#3轴承垂直振动最大已超过70μm,被迫停机。
5 第二次处理过程
5.1 处理过程
9月17日,电厂申请集团公司给予技术支持,组织召开了汽轮机振动超标专题会,通过研究决定,为了确保某机组安全、稳定、长周期的运行,应采取彻底检查处理方案。具体方案为:对发电机转子对轮工作面的瓢偏值进行现场测量,根据发电机转子对轮瓢偏测量情况决定发电机转子是否返厂;对#2、#3轴承的轴承箱的底面与台板进行检查研磨;对 #2、3、4轴承乌金接触、垫铁接触、间隙、紧力进行检查检修;调整联轴器中心达到优秀值;发电机转子做动平衡试验。
某检修公司到电厂,对汽轮机进行揭缸,吊出汽轮机转子。将汽轮机#2、#3轴承的轴承箱吊出,刨开轴承箱台板垫铁及二次灌浆,检查垫铁焊点正常,垫铁无松脱、错位;对中箱台板螺栓进行了紧固,紧固后对汽轮机中箱底板及台板进行了研磨,保证点接触不小于75%;抽出发电机转子,重新测量发电机及汽轮机对轮工作面瓢偏值,单侧汽轮机对轮工作面瓢偏为40μm,单侧发电机对轮工作面瓢偏为20μm,单侧对轮晃动值均小于30μm,符合汽轮机厂家要求。经过调整联轴器中心至优秀值后,对联轴器螺栓进行紧固,紧固后测量汽轮机联轴器晃动值为100μm,发电机对轮晃动值为95μm,均超标。通过检查发现联轴器螺孔存在错口现象,通过铰孔处理联轴器所有螺孔回装完毕,紧固后再一次对联轴器晃动值进行了测量,发电机对轮晃动值为1μm,汽轮机晃动值为3μm,符合要求。
9月27日检修完毕,机组启动。机组转速达3000r/min时,#3轴承 x轴振动达 234μm,#4瓦 x轴振动为202μm。发电机厂家技术人员进行了两次动平衡试验,DCS上各轴承座振动均在15μm以下,各轴承的轴振值均在70μm以下,各项振动指标均优秀。
5.2 处理结果
机组运行至今,各轴承的轴承座及轴振数值均在优秀范围。
6 结论
6.1 发电机转子返厂处理后仍存在转子质量不平衡是诱发汽轮发电机组振动大的首要原因。
6.2 汽轮机#2、#3轴承的轴承座底板刚度不足,是造成机组振动大的重要原因。机组在A修结束后,各轴承的轴承座及轴振均偏大,但是在合格范围内。随着运行周期增加,汽轮机#2、#3轴承的轴承座底板及台板螺栓逐渐松动,引起刚度不足,是造成振动加剧的原因。
6.3 经过返厂后的发电机在与汽轮机对轮连接后出现联轴器晃动增大,是引起汽轮机振动超标的次要原因。由于此次A修发电机转 子返厂处理对发电机护环进行拆除,同时将发电机转子对轮拆除。在回装对轮时存在一定瓢偏,而后对联轴器端面进行过车削加工,造成在联轴器两侧对轮螺孔不同心,螺栓紧固后,致使晃动值超标。
[1]N12-8.83型 安装使用说明书.青岛捷能汽轮机股份有限公司,2006.
[2]王庆一,周红军.一台50MW汽轮发电机组振动故障诊断及处理[J].汽轮机技术,2013,55(6):473~475.
猜你喜欢
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
潍坊学院学报(2021年2期)2021-07-22
电子制作(2019年22期)2020-01-14
制造技术与机床(2019年8期)2019-09-03
中国铸造装备与技术(2017年3期)2017-06-21
山东工业技术(2016年15期)2016-12-01
广西电力(2016年4期)2016-07-10
工业设计(2016年4期)2016-05-04
新疆钢铁(2015年3期)2015-11-08
